
铲磨加工蜗轮滚刀齿形的加工方法.pdf

志玉****爱啊


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铲磨加工蜗轮滚刀齿形的加工方法.pdf
本发明涉及一种铲磨加工蜗轮滚刀齿形的加工方法,包括以下步骤:1)用于蜗轮滚刀轴向齿槽内形一致的砂轮对蜗轮滚刀进行轴向型面的加工;2)法向加工成型砂轮;3)用裁好的成型砂轮对蜗轮滚刀的半扣齿进行反复试验,逐渐改变角点CD间弧长,使加工出的蜗轮滚刀的齿形为直线,并与技术参数相符;4)用试验合格后的成型砂轮加工蜗轮滚刀的法向型面。该一种该方法将滚刀的轴向型面及法向型面的两个平面共同作用下,进行对蜗轮滚刀齿形进行加工,不仅提高了加工效率和质量,而且极大的增加了刀具的寿命。?

从根切蜗轮的加工探讨滚刀齿形设计.docx
从根切蜗轮的加工探讨滚刀齿形设计滚刀是一种常用的切削工具,广泛应用于制造业中。其中,滚刀的齿形设计是决定其性能和加工效率的关键因素之一。本文将围绕根切蜗轮的加工探讨滚刀齿形设计。一、根切蜗轮的加工过程根切蜗轮是一种常用的摩擦齿轮,其齿形包含两部分:一为渐开线齿面,二为根切齿槽。其中,渐开线齿面是其传动性能的关键因素,而根切齿槽则是其加工过程的难点。下面将介绍根切蜗轮的加工过程。1.根据蜗杆的参数确定根切蜗轮的齿数和模数。2.确定渐开线参数。根据根切齿槽的要求,选择合适的渐开线参数,例如螺旋线倾角、增盘系数
环面蜗轮滚刀铲磨机床.pdf
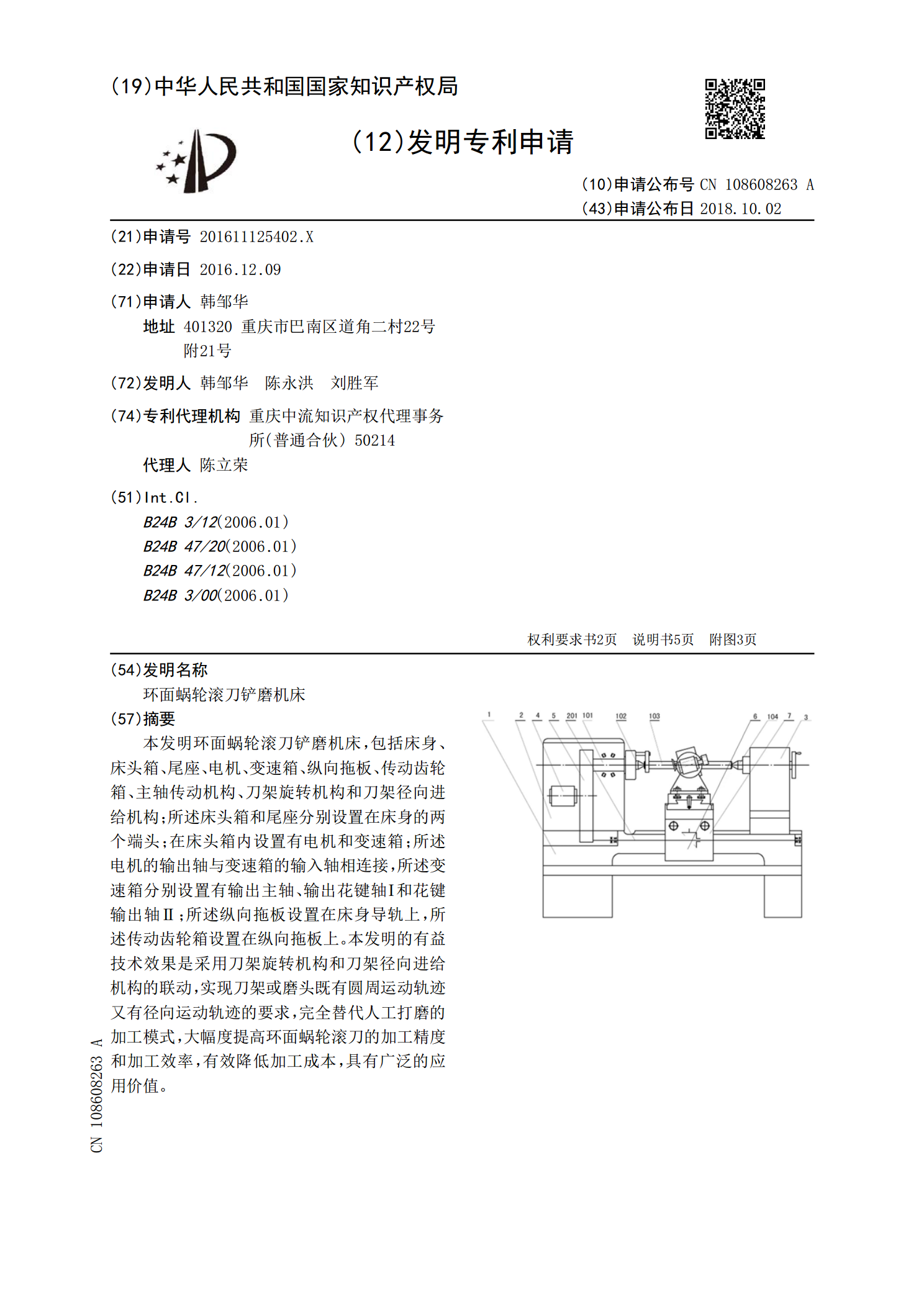
本发明环面蜗轮滚刀铲磨机床,包括床身、床头箱、尾座、电机、变速箱、纵向拖板、传动齿轮箱、主轴传动机构、刀架旋转机构和刀架径向进给机构;所述床头箱和尾座分别设置在床身的两个端头;在床头箱内设置有电机和变速箱;所述电机的输出轴与变速箱的输入轴相连接,所述变速箱分别设置有输出主轴、输出花键轴Ⅰ和花键输出轴Ⅱ;所述纵向拖板设置在床身导轨上,所述传动齿轮箱设置在纵向拖板上。本发明的有益技术效果是采用刀架旋转机构和刀架径向进给机构的联动,实现刀架或磨头既有圆周运动轨迹又有径向运动轨迹的要求,完全替代人工打磨的加工模式

滚刀齿形铲磨原理的研究及其应用.docx
滚刀齿形铲磨原理的研究及其应用滚刀齿形铲磨原理的研究及其应用摘要:滚刀齿形铲磨技术是一种新型的金属加工技术,该技术通过采用滚刀与工件的相对运动,在铲齿上形成一定形状的磨削轮廓,从而实现高效的铲磨加工。本文将对该技术的原理进行深入研究,并探讨其在工程领域中的应用前景。1.引言滚刀齿形铲磨技术是近年来发展起来的一种高效加工技术,它利用滚刀与工件之间的摩擦力和磨损效应,通过控制滚刀板刃上的磨削轮廓形状,从而实现对工件表面的加工。与传统的加工方法相比,滚刀齿形铲磨技术具有加工效率高、加工精度高、表面质量好等优点,

ZC_1蜗轮滚刀铲磨的研究.docx
ZC_1蜗轮滚刀铲磨的研究标题:ZC_1蜗轮滚刀铲磨的研究摘要:蜗轮滚刀铲磨作为一种常用的铲齿磨削方法,具有高效、精确和可重复性的特点。本论文基于ZC_1蜗轮滚刀铲磨的研究,探讨了其机理、工艺参数以及磨削效果等关键问题。通过对相关文献、实验数据和仿真模拟的综合分析,得出了一些关键结论。研究结果表明,蜗轮滚刀铲磨能够实现高精度的铲齿加工,并具有良好的力学性能和表面质量。本论文为蜗轮滚刀铲磨技术的发展和应用提供了重要的参考价值。关键词:蜗轮滚刀铲磨、机理、工艺参数、磨削效果、发展和应用1.引言蜗轮是一种重要的