
一种铝基覆铜板的生产方法及其产品.pdf

春景****23


1/8

2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝基覆铜板的生产方法及其产品.pdf
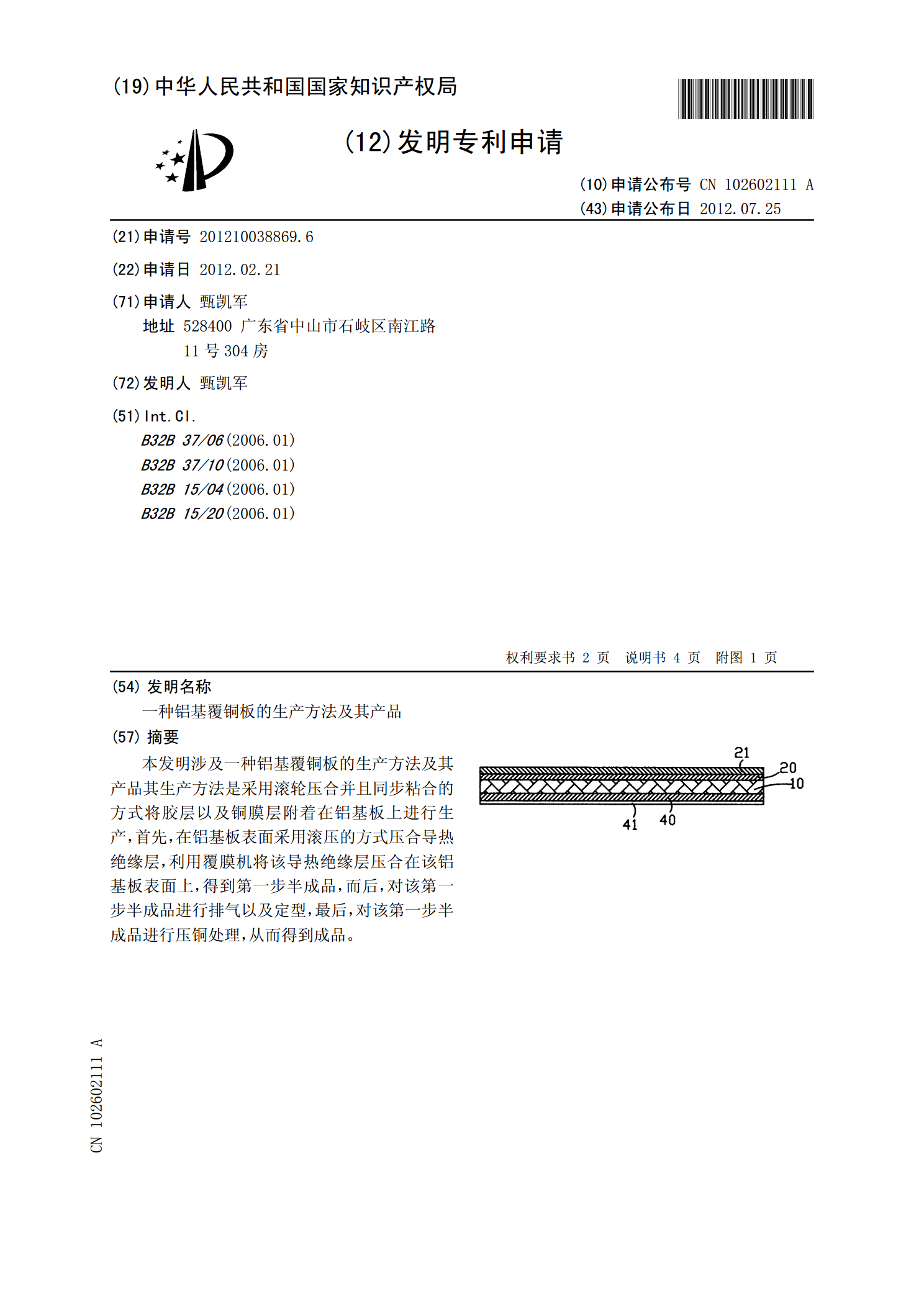
本发明涉及一种铝基覆铜板的生产方法及其产品其生产方法是采用滚轮压合并且同步粘合的方式将胶层以及铜膜层附着在铝基板上进行生产,首先,在铝基板表面采用滚压的方式压合导热绝缘层,利用覆膜机将该导热绝缘层压合在该铝基板表面上,得到第一步半成品,而后,对该第一步半成品进行排气以及定型,最后,对该第一步半成品进行压铜处理,从而得到成品。

一种铝基覆铜板生产用涂胶装置及方法.pdf
本发明属于铝基覆铜板生产技术领域,尤其为一种铝基覆铜板生产用涂胶装置及方法,包括主体组件和储胶组件,主体组件包括壳体、运输带和涂胶机构,运输带和涂胶机构均安装在壳体的内壁之间,壳体的内壁之间固定有烘干机构,烘干机构和涂胶机构位于运输带的上方,壳体的内壁上固定有平整机构,壳体的一侧通过电源线设有电源接头,本发明能够在对玻纤布进行清洁处理,避免玻纤布上附着杂质,然后在对胶液进行搅拌时,能够节省动力能源,在搅拌完成后调节机构能够使搅拌件脱离底部输送机构,在涂胶完成后烘干机构能够对胶层进行烘干固化然后利用残留热量

一种铝基覆铜板制作方法.pdf
本发明涉及一种铝基覆铜板制作方法,包括底板、承放装置和压合装置,底板上端通过支撑柱安装有承放装置,承放装置上方设置有压合装置,压合装置安装在底板上。本发明可以解决现有的设备在针对铝基覆铜板进行制造时,不能在铜箔压合完成后对多余的胶进行刮除,导致铝基覆铜板成型后表面的出现胶残留的现象,增加了铝基覆铜板表面清理的步骤,增加了人力物力的消耗,同时,不能实现对铜箔进行张紧的功能,不能确保铜箔在张贴时保持平整,铜箔张贴后易出现褶皱的现象,从而降低了铝基覆铜板表面的光滑度,增加了材料的浪费等问题。

一种铝基覆铜板用纳米绝缘胶及其制备方法.pdf
本发明涉及绝缘胶技术领域,且公开了一种铝基覆铜板用纳米绝缘胶,包含具有如下重量份的组分:环氧树脂A200份、环氧树脂B90‑110份、环氧固化剂40‑50份、促进剂20‑25份、硅烷偶联剂50‑150份,所述环氧树脂A的环氧值为0.2‑0.25,所述环氧树脂B的环氧值为0.45‑0.55。该铝基覆铜板用纳米绝缘胶,通过采用特定环氧值的环氧树脂A、环氧树脂B,获得耐高温性能好、且粘结性能佳的产品。

铝基覆铜板的生产过程探讨.docx
铝基覆铜板的生产过程探讨铝基覆铜板是一种电子元器件基板的重要材料,具有优良的导热性能和电性能。在电子行业中具有广泛应用,特别是在高功率电子元器件领域。本文旨在探讨铝基覆铜板的生产过程。铝基覆铜板的生产过程主要包括底层铝基板的制备、铜箔的覆盖、铜箔与铝基板的连接等环节。底层铝基板的制备是生产铝基覆铜板的第一步,其质量对最终产品的性能起决定性作用。铝基板通常由高纯度铝材料制成,通过热轧或冷轧工艺进行加工得到所需的厚度和尺寸。在高纯度铝材料中添加少量的合金元素,可以改善铝基板的机械性能和抗氧化性能。铜箔的覆盖是