
零部件修复方法.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共96页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

零部件修复方法.ppt
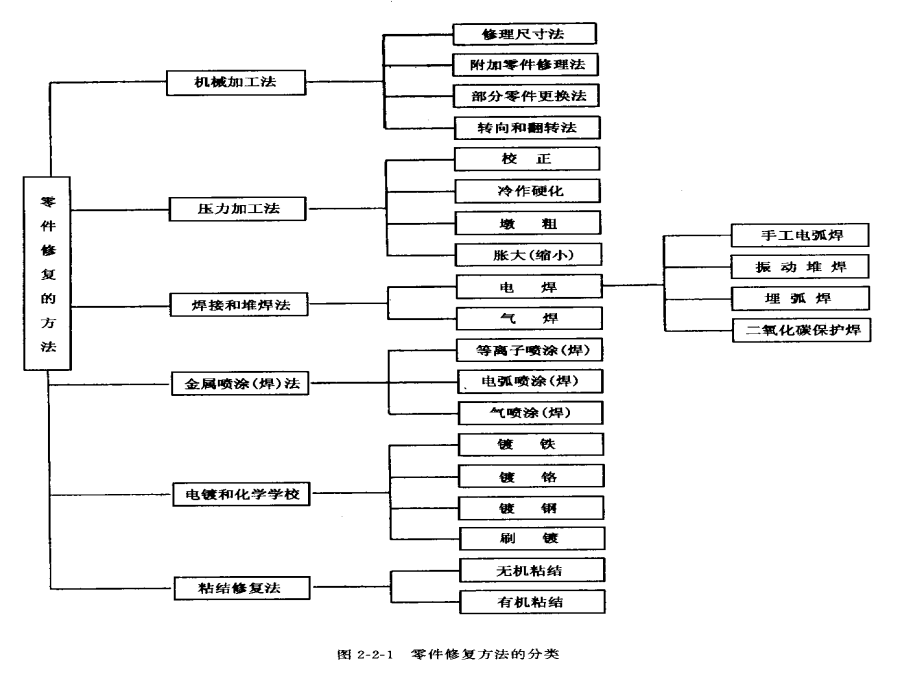
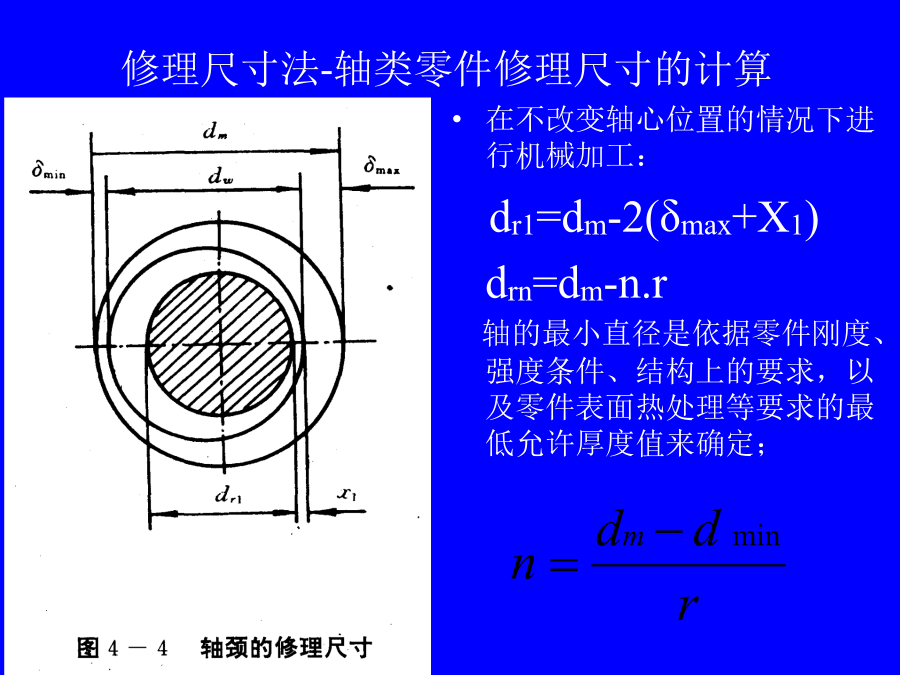
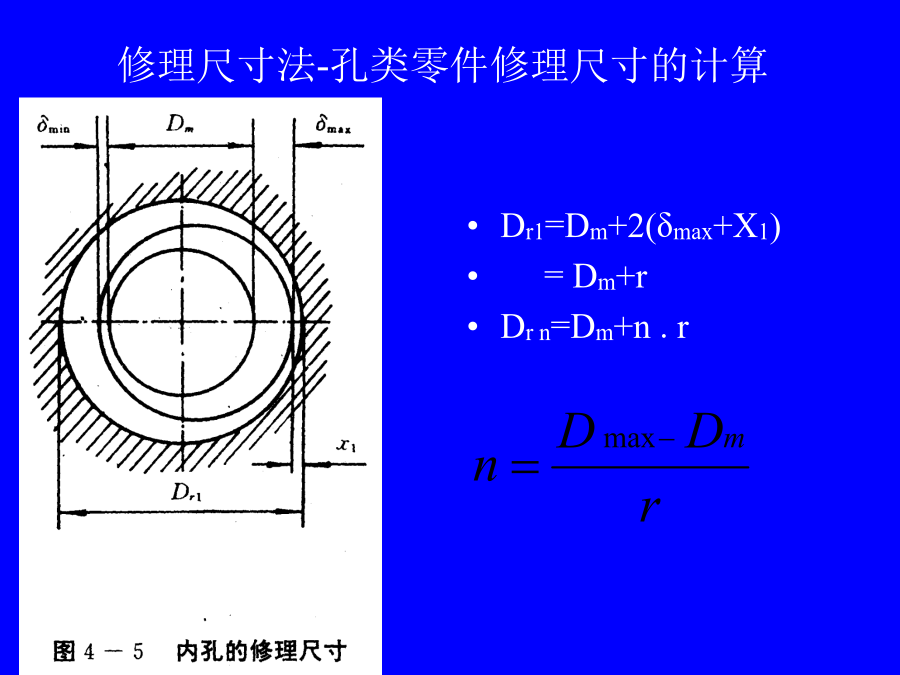
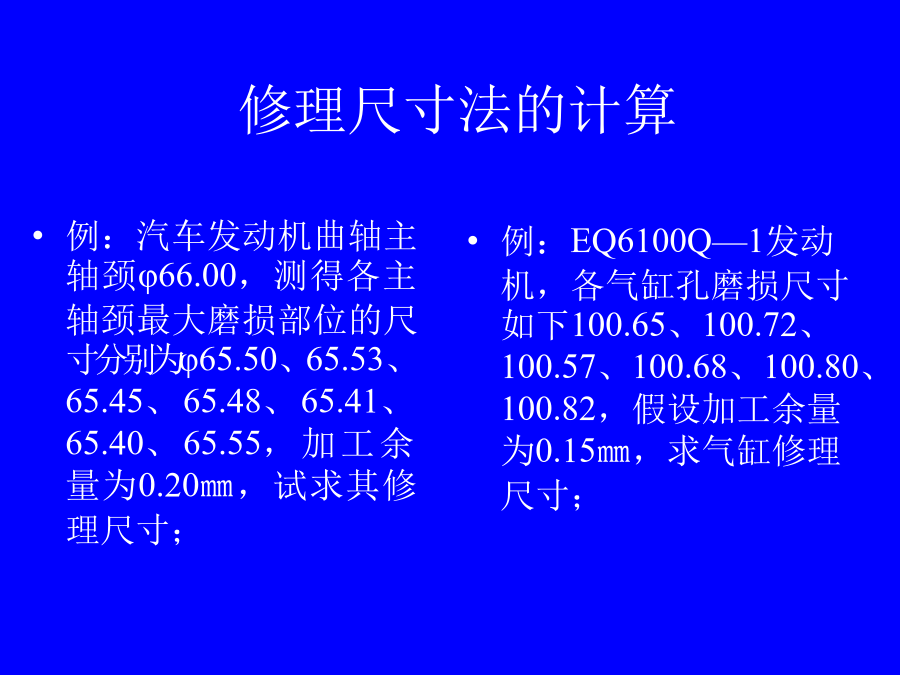
第五章汽车零件修复方法第五章汽车零件修复方法第五章汽车零件修复方法第一节汽车零件修复方法简介一、机械加工修复法机械加工修复法是零件修复中最基本、最重要和最常用的修复方法包括:修理尺寸法、附加零件修理法、局部更换修理法和转向翻转修理法;1·修理尺寸法⑴定义:修理尺寸法是修复配合副零件磨损的一种方法,它是将待修配合副中的一个零件利用机械加工的方法恢复其正确几何形状并获得新的尺寸(修理尺寸),然后选配具有相应尺寸的另一配合件与之相配,恢复配合性质的一种修理方法。⑵修理尺寸的确定:修理尺寸法-轴类零件修理尺寸的计

汽车零部件缺陷的修复方法.docx
汽车零部件缺陷的修复方法汽车零部件缺陷是指汽车在生产或使用过程中出现的不符合设计要求的问题,可能导致汽车性能下降、安全隐患或使用寿命缩短。修复零部件缺陷是保障汽车安全和质量的重要环节,本文将从故障诊断、修复方法和预防措施三个方面进行探讨。一、故障诊断在修复汽车零部件缺陷之前,首先需要进行故障诊断。故障诊断是找出并确定零部件缺陷的具体原因和位置的过程,通常包括以下步骤:1.检查故障现象。通过对汽车在运行过程中出现的异常现象进行观察和分析,确定故障表现和特点。2.检查相关系统参数。通过使用设备或仪器对汽车各系
金属零部件损伤的3D打印原位修复系统及其修复方法.pdf
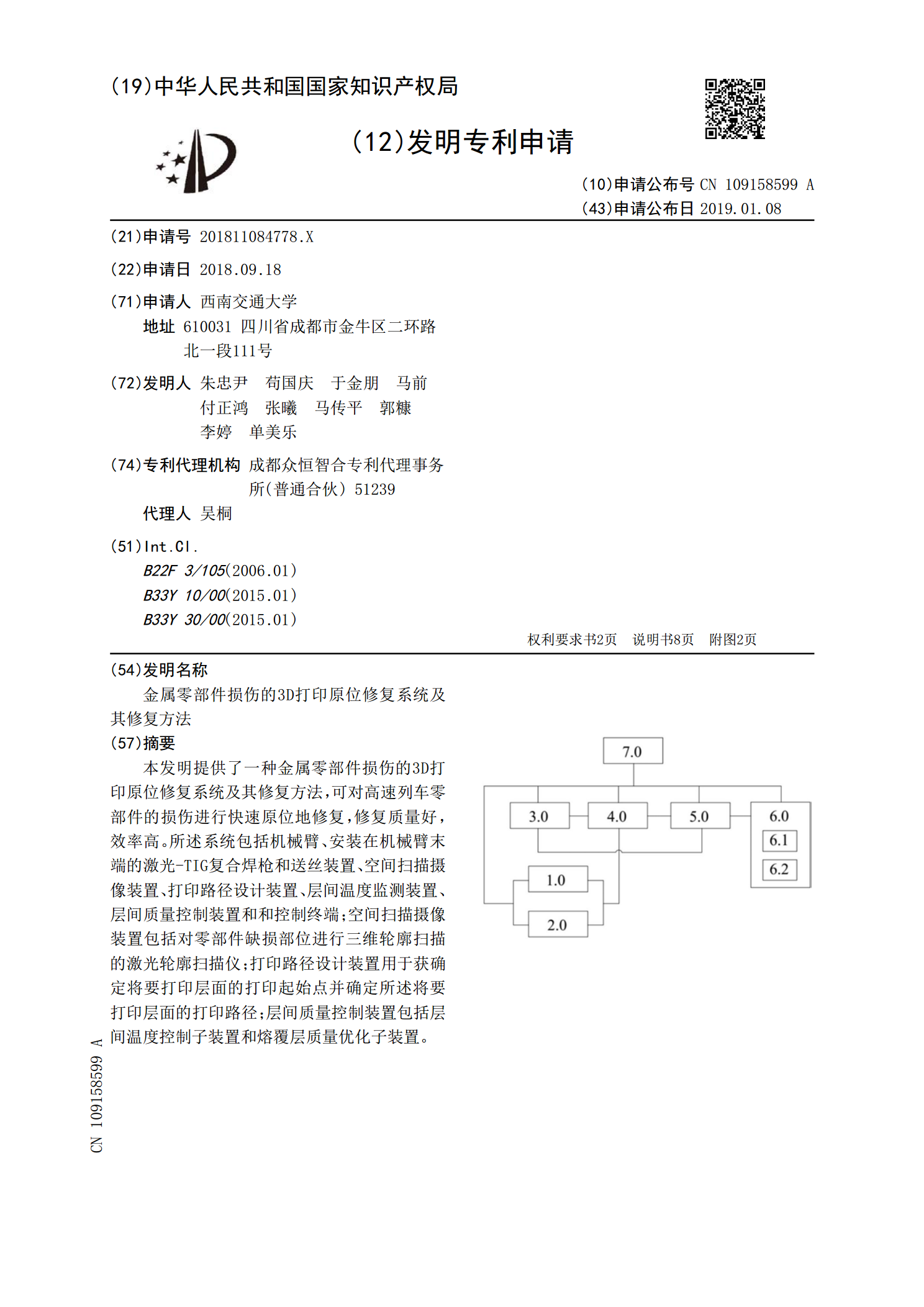
本发明提供了一种金属零部件损伤的3D打印原位修复系统及其修复方法,可对高速列车零部件的损伤进行快速原位地修复,修复质量好,效率高。所述系统包括机械臂、安装在机械臂末端的激光‑TIG复合焊枪和送丝装置、空间扫描摄像装置、打印路径设计装置、层间温度监测装置、层间质量控制装置和和控制终端;空间扫描摄像装置包括对零部件缺损部位进行三维轮廓扫描的激光轮廓扫描仪;打印路径设计装置用于获确定将要打印层面的打印起始点并确定所述将要打印层面的打印路径;层间质量控制装置包括层间温度控制子装置和熔覆层质量优化子装置。
典型零部件的修复1.pdf
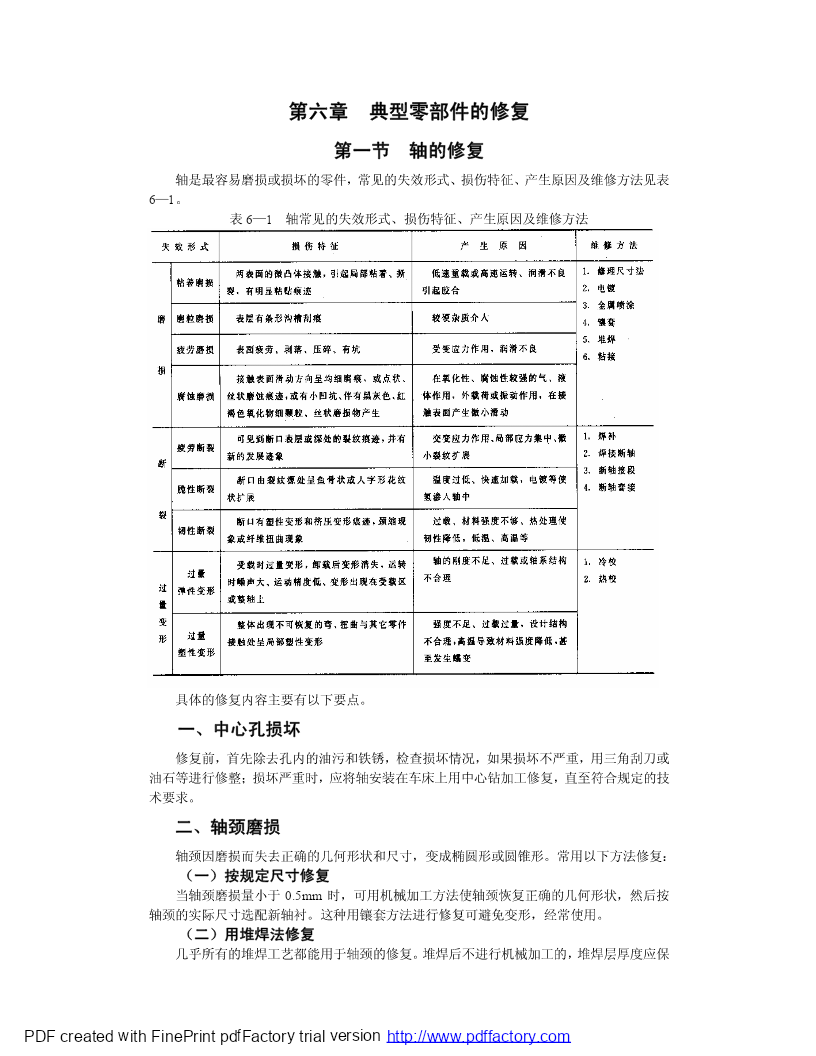
第六章典型零部件的修复第一节轴的修复轴是最容易磨损或损坏的零件,常见的失效形式、损伤特征、产生原因及维修方法见表6—1。表6—1轴常见的失效形式、损伤特征、产生原因及维修方法具体的修复内容主要有以下要点。一、中心孔损坏修复前,首先除去孔内的油污和铁锈,检查损坏情况,如果损坏不严重,用三角刮刀或油石等进行修整;损坏严重时,应将轴安装在车床上用中心钻加工修复,直至符合规定的技术要求。二、轴颈磨损轴颈因磨损而失去正确的几何形状和尺寸,变成椭圆形或圆锥形。常用以下方法修复:(一)按规定尺寸修复当轴颈磨损量小于0.

一种碳化钨颗粒与树脂混合修复零部件的方法.pdf
本发明公开了一种碳化钨颗粒与树脂混合修复零部件的方法。包括如下步骤:(1)预处理:用手电钻或砂轮机清理零件磨损部位,清除干净磨损表面疲劳层及附近约2mm范围的基体金属,加工成槽状,再用清洗机去除油污;(2)涂打底层:先预热零件待修复部位,再在待修复件的槽中涂树脂胶并反复碾压均匀,排出修复层中残余的空气,然后进行固化;(3)涂盖面层:将一定比例的碳化钨颗粒与树脂的混合物均匀涂在打底层上形成盖面层,反复碾压,使其与打底层及邻近金属充分接合,排出残余空气,再进行固化;(4)表面加工:采用磨床、锉刀或抛光方法加工