
一种超大直径阳极磷铜球的生产方法.pdf

山梅****ai


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超大直径阳极磷铜球的生产方法.pdf
本发明属于用于电镀的磷铜球技术领域,具体涉及到一种超大直径阳极磷铜球的生产方法。本发明先将纯铜和磷铜中间合金熔化后得到磷铜合金溶液,再将上述混合均匀的磷铜合金溶液采用上引铸造法生产出磷铜合金杆;随后将上述所得的磷铜合金杆送入连续挤压机进行挤压,磷铜合金杆在挤压轮的带动下被强迫压入挤压腔体,按照所设计的尺寸被挤出并得到超细晶粒磷铜杆坯;最后将上述所得的超细晶粒磷铜杆坯采用冷镦机冷镦成型,以形成所设计规格的磷铜球。采用本发明的生产方法所得到的磷铜球的表面光滑、圆整,且内部结晶组织致密,外观和内部质量均比采用现

一种阳极磷铜球及其制备方法.pdf
本发明公开一种阳极磷铜球及其制备方法,该方法通过(1)采用中频感应电炉将黄磷或赤磷与无氧铜进行熔融处理后,经磁力搅拌槽搅拌均匀制备得到磷铜溶液;(2)将步骤(1)制备所得磷铜溶液经上引法生产出直径为20~50mm磷铜杆,将磷铜杆采用连续冲压,在不同模具中被冲出不同尺寸的铜球;(3)将步骤(2)制备所得铜球依次进行抛光、去毛刺、清洗和烘干处理后,从而制备得到阳极磷铜球。本发明的阳极磷铜球结晶细致、晶粒细小、磷铜膜生成速度快、磷铜膜质细腻、牢固、不易脱落,且能减少阳极清洗频率、有效提高阳极利用率,并显著提高镀
一种磷铜球的生产方法.pdf
本发明公开了一种磷铜球的生产方法,包括以下步骤:将使用上引连铸法结晶出来的磷铜棒放入预热保温炉内预热,预热温度为420℃‑440℃;轧球处理,将磷铜棒从预热保温炉内取出,然后放到螺旋模具上,并轧制成多个磷铜球;抛光处理,将磷铜球与研磨剂、光亮剂放入滚筒抛光机内,向滚筒内加水;抛光时间为15‑25分钟;风干水洗,将抛光后的磷铜球放入水洗风干机内进行水洗,10‑15分钟;包装称重,将包装箱放到电子称上,然后把合格的磷铜球逐渐放入包装箱内,直到电子称显示为25±0.02kg为止,然后将包装箱封口,接着使用捆扎带
一种微米级晶粒结构磷铜球的生产方法.pdf
本发明公开了一种微米级晶粒结构磷铜球的生产方法,该方法通过熔炼炉熔炼铜液,并连续结晶铸造法生产磷铜杆坯,所产磷铜杆坯经两次晶粒细化破碎成为微观平均晶粒8.9g/cm
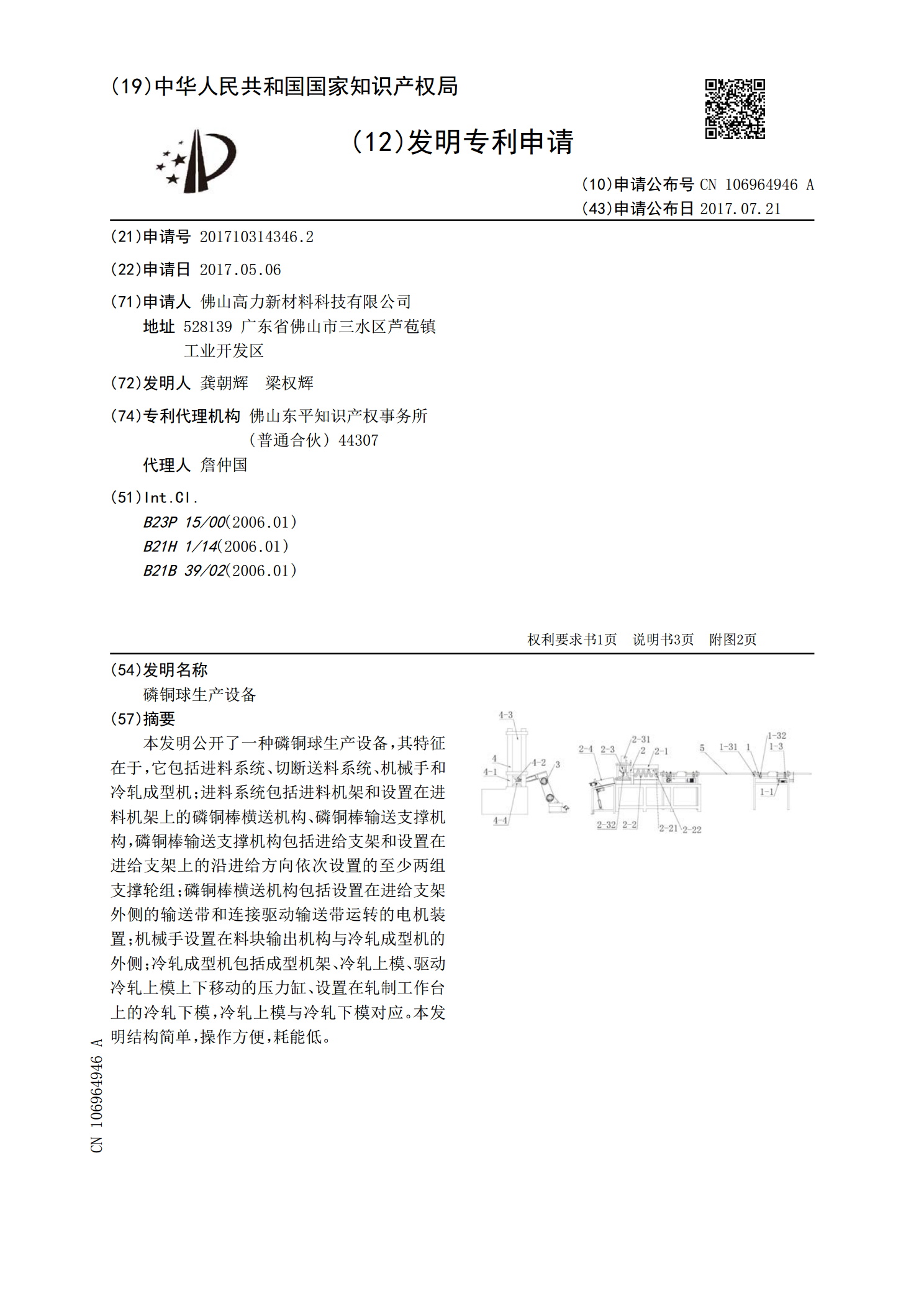
磷铜球生产设备.pdf
本发明公开了一种磷铜球生产设备,其特征在于,它包括进料系统、切断送料系统、机械手和冷轧成型机;进料系统包括进料机架和设置在进料机架上的磷铜棒横送机构、磷铜棒输送支撑机构,磷铜棒输送支撑机构包括进给支架和设置在进给支架上的沿进给方向依次设置的至少两组支撑轮组;磷铜棒横送机构包括设置在进给支架外侧的输送带和连接驱动输送带运转的电机装置;机械手设置在料块输出机构与冷轧成型机的外侧;冷轧成型机包括成型机架、冷轧上模、驱动冷轧上模上下移动的压力缸、设置在轧制工作台上的冷轧下模,冷轧上模与冷轧下模对应。本发明结构简单