
叶轮的制造方法.pdf

小云****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

叶轮的制造方法和叶轮.pdf
不使用滑动型芯而是将能用由型芯和型腔组合而成的普通模具形成的部件接合来制造叶轮,由此提供廉价的树脂制叶轮。通过如下步骤来制造叶轮:通过成型来形成包括具有俯视时为圆环状的第1圆环面的基部的第1部件;通过成型来形成第2部件,上述第2部件包括:护罩,其具有仰视时为内径比第1圆环面的内径大的圆环状的第2圆环面;以及主叶片部,其以相对于护罩的轴心倾斜的状态比护罩的内周面向径向内侧延伸,具有俯视时无相互重叠部分的薄板状的多个倾斜部分;以及在使第1圆环面和第2圆环面相对的状态下将第1部件和第2部件接合。

叶轮的制造方法.pdf
本发明提供一种叶轮的制造方法,其减少焊料浪费并且容易确保必需厚度的焊料层。本发明具备分别制作盘(11)和盖(12)的工序X。叶片(13)一体形成在盘(11)和盖(12)中的任一个上。作为本发明的下一个工序,具备在使焊料介于叶片(13)上的第一接合面与盘(11)和盖(12)中的任一个上的第二接合面之间的状态下,通过焊料焊接接合盘(11)和盖(12)的工序Y。本发明的特征在于,在工序Y中,在第一接合面和第二接合面之间设置有保持第一接合面和第二接合面的间隔的间隔件(13c),通过焊料焊接进行接合。

叶轮、使用叶轮的风扇装置和制造叶轮的方法.pdf
本发明提供了叶轮、使用叶轮的风扇装置和制造该叶轮的方法。该叶轮包括支撑部分、多个转子叶片和连接构件。连接构件是基本上环形的构件,被设置用于加固转子叶片以对抗离心力的影响,并且沿着定心于中心轴线上的圆周在周向上延伸,从而使转子叶片相互连接。在每个转子叶片中,转子叶片的前缘与转子叶片的径向外端的相交点相对于前缘与支撑部分外表面的相交点关于旋转方向靠前定位。连接构件位于每个转子叶片的径向外端的径向内侧。
叶轮的制造工艺方法及叶轮.pdf
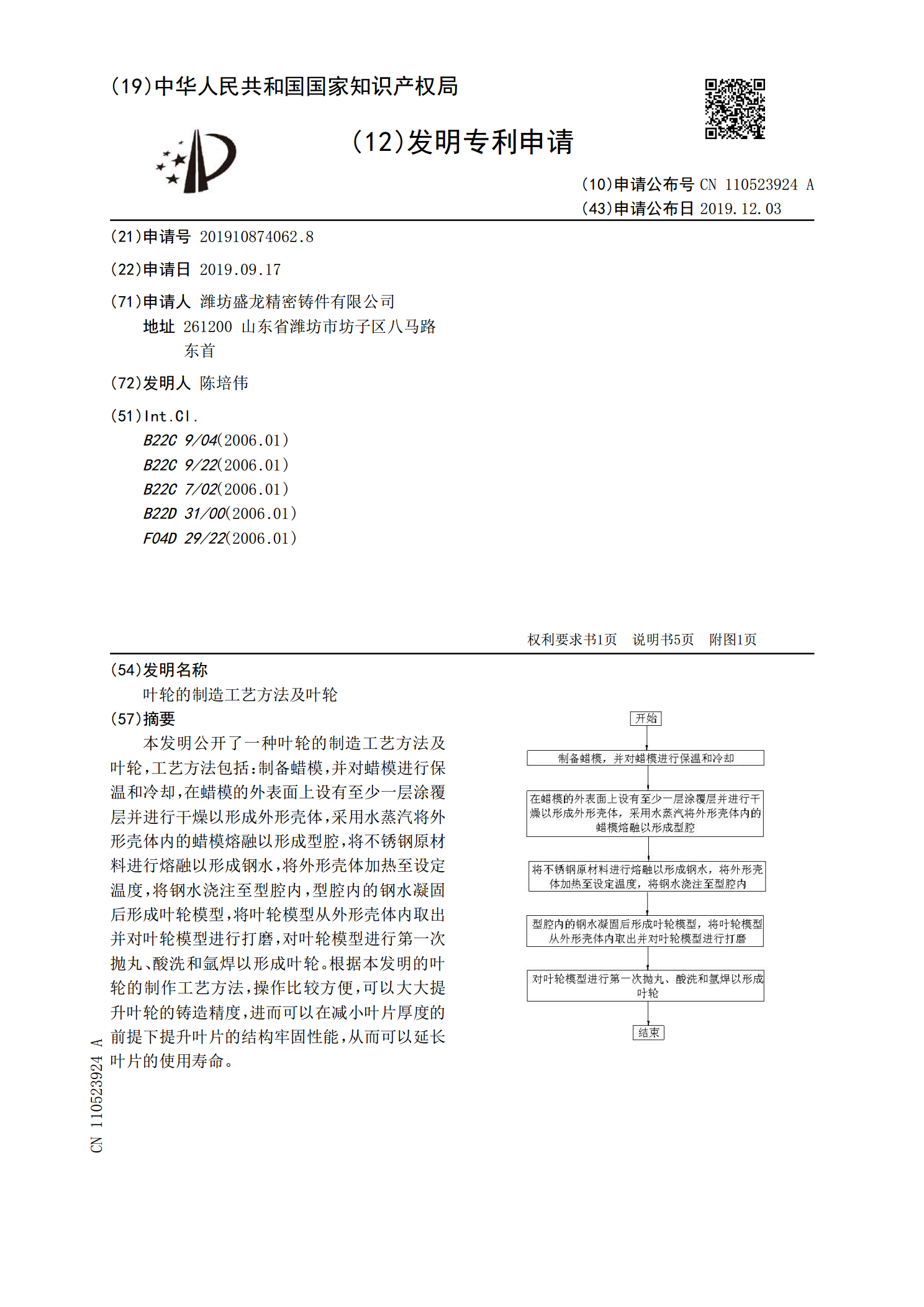
本发明公开了一种叶轮的制造工艺方法及叶轮,工艺方法包括:制备蜡模,并对蜡模进行保温和冷却,在蜡模的外表面上设有至少一层涂覆层并进行干燥以形成外形壳体,采用水蒸汽将外形壳体内的蜡模熔融以形成型腔,将不锈钢原材料进行熔融以形成钢水,将外形壳体加热至设定温度,将钢水浇注至型腔内,型腔内的钢水凝固后形成叶轮模型,将叶轮模型从外形壳体内取出并对叶轮模型进行打磨,对叶轮模型进行第一次抛丸、酸洗和氩焊以形成叶轮。根据本发明的叶轮的制作工艺方法,操作比较方便,可以大大提升叶轮的铸造精度,进而可以在减小叶片厚度的前提下提升
叶轮和用于制造叶轮的方法.pdf
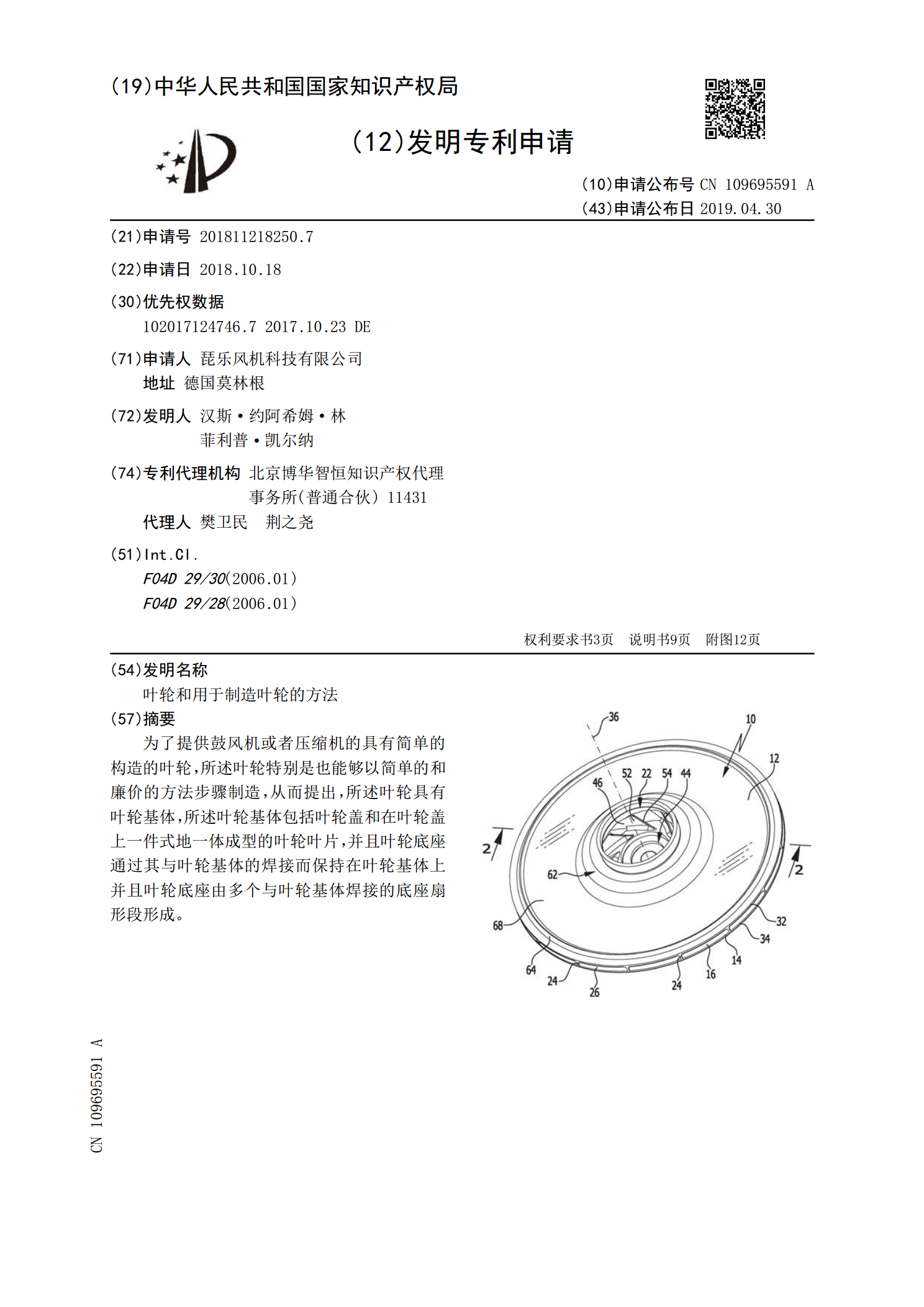
为了提供鼓风机或者压缩机的具有简单的构造的叶轮,所述叶轮特别是也能够以简单的和廉价的方法步骤制造,从而提出,所述叶轮具有叶轮基体,所述叶轮基体包括叶轮盖和在叶轮盖上一件式地一体成型的叶轮叶片,并且叶轮底座通过其与叶轮基体的焊接而保持在叶轮基体上并且叶轮底座由多个与叶轮基体焊接的底座扇形段形成。