
塑胶软管防扭转自动矫正装置.pdf

雨巷****怡轩


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑胶软管防扭转自动矫正装置.pdf
本发明公开了一种塑胶软管防扭转自动矫正装置,其具有矫正总成,矫正总成具有架体,在架体上设有与之活动连接的转子,转子的轴向上设有通过轴线的软管运行通道,转子一端设有传动轮,另一端设有抱夹装置;传动轮由步进电机驱动,抱夹装置至少包括两个对称设置的抱夹单元,抱夹单元设有座体,座体上设有与之活动相接的抱夹臂,抱夹臂外端头设有伸入到软管运行通道内的压轮,步进电机由控制驱动组件控制驱动,矫正总成前方的管体运行路线上设有检测组件,控制驱动组件与检测组件电连接。本发明能自动检测和矫正生产中管体的扭转,既节省人力成本,又能
一种塑胶软管夹具装置.pdf
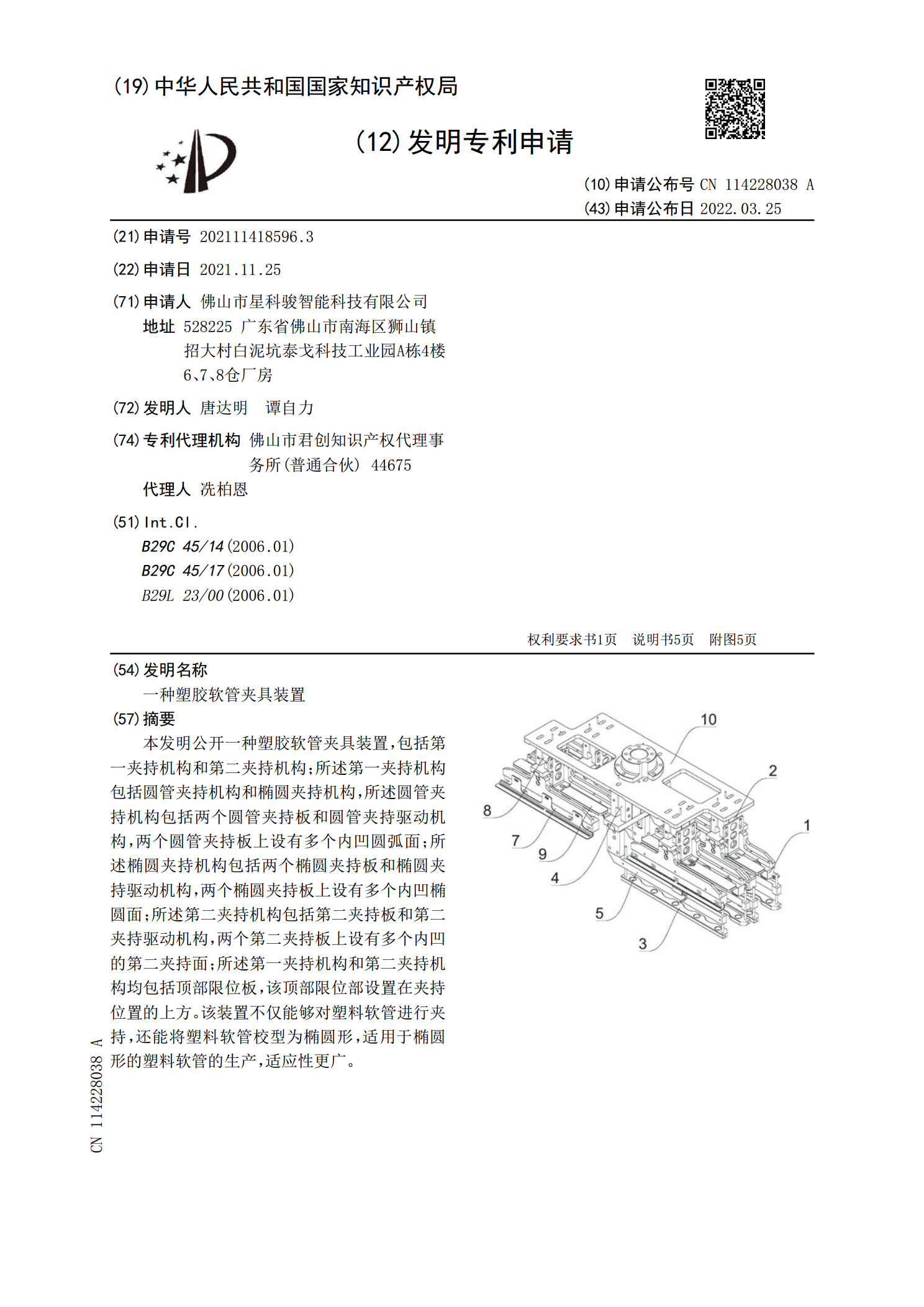
本发明公开一种塑胶软管夹具装置,包括第一夹持机构和第二夹持机构;所述第一夹持机构包括圆管夹持机构和椭圆夹持机构,所述圆管夹持机构包括两个圆管夹持板和圆管夹持驱动机构,两个圆管夹持板上设有多个内凹圆弧面;所述椭圆夹持机构包括两个椭圆夹持板和椭圆夹持驱动机构,两个椭圆夹持板上设有多个内凹椭圆面;所述第二夹持机构包括第二夹持板和第二夹持驱动机构,两个第二夹持板上设有多个内凹的第二夹持面;所述第一夹持机构和第二夹持机构均包括顶部限位板,该顶部限位部设置在夹持位置的上方。该装置不仅能够对塑料软管进行夹持,还能将塑料

软管装箱设备和软管防错乱自动装箱机.pdf
本发明公开一种软管装箱设备和软管防错乱自动装箱机,其中,软管装箱设备,包括输管组件、多个转运组件、纸箱平移组件和纸箱升降组件,本发明技术方案通过所有的软管被一起装入纸箱内,避免分批次将软管装入一个纸箱内造成软管摆放的错乱以及不整齐,省去人工整理的过程,提高了装箱的效率,且在对软管的转运以及装箱的过程中没有人工手工参与,进而避免了毛发以及微生物污染软管的风险,在输管组件与多个转运组件的运输下,能够一直向多个转运组件交替输送软管,保证软管的正常输送,避免滞留,通过多个转运组件交替运行保证了装箱过程的持续进行,

保护罩防扭转装置.pdf
本发明涉及一种用于手持式工具机(12a)、特别是用于角磨机(14a)的保护罩防扭转装置,该保护罩防扭转装置被设置用于特别是在一刀具(18a)损坏的情况下防止该手持式工具机(12a)与一保护罩(16a;16d;16e)之间的扭转,该保护罩防扭转装置具有一夹紧带(20a;20d;20e),该夹紧带包括一带有一形锁合轮廓(24a;24d;24e)的防扭转区域(22a;22d;22e)。本发明提出一能量通量元件(26a;26b;26c;26d;26e),该能量通量元件被设置用于相对于在该防扭转区域(22
一种圆管带式输送机自动防扭转装置.pdf
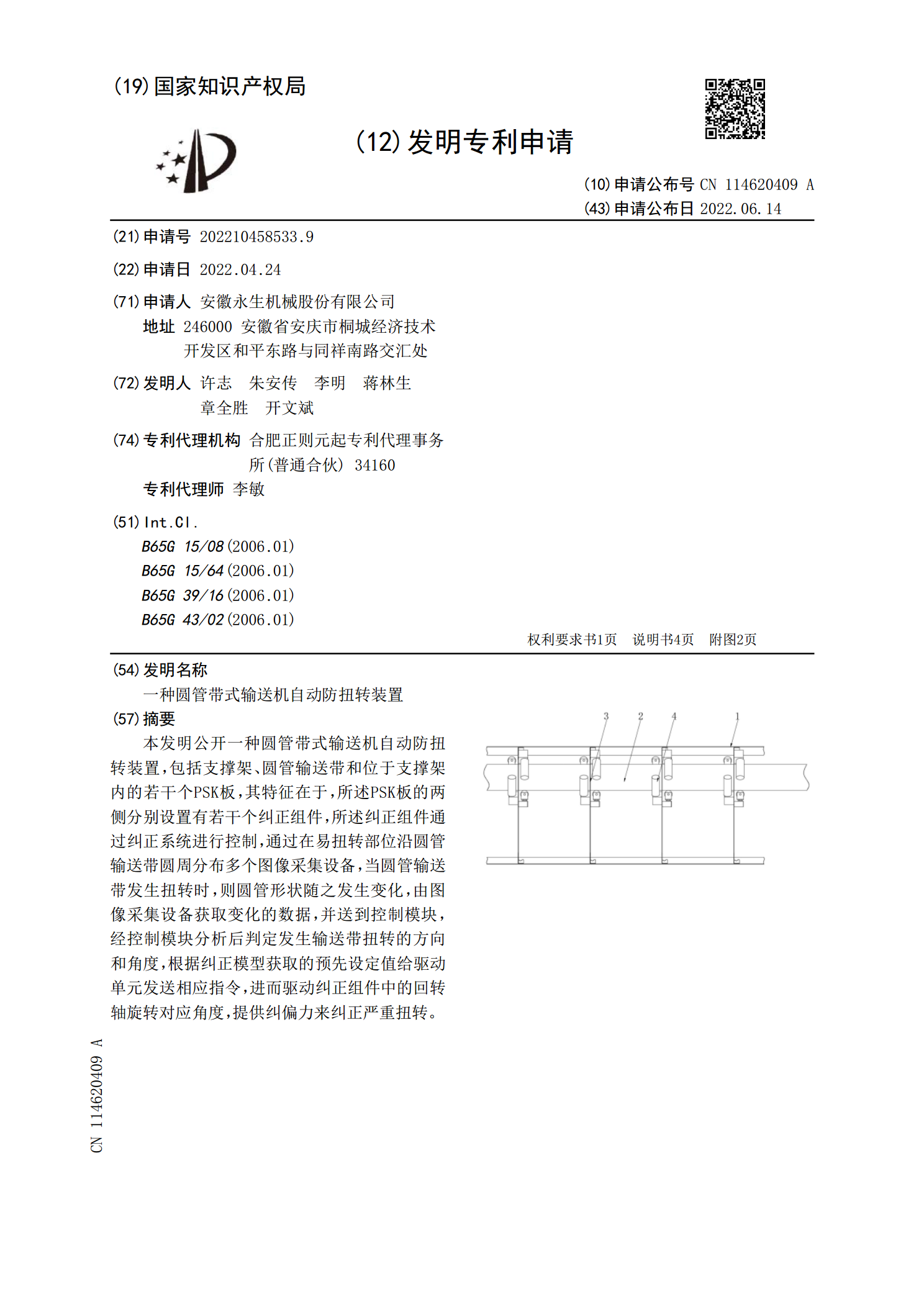
本发明公开一种圆管带式输送机自动防扭转装置,包括支撑架、圆管输送带和位于支撑架内的若干个PSK板,其特征在于,所述PSK板的两侧分别设置有若干个纠正组件,所述纠正组件通过纠正系统进行控制,通过在易扭转部位沿圆管输送带圆周分布多个图像采集设备,当圆管输送带发生扭转时,则圆管形状随之发生变化,由图像采集设备获取变化的数据,并送到控制模块,经控制模块分析后判定发生输送带扭转的方向和角度,根据纠正模型获取的预先设定值给驱动单元发送相应指令,进而驱动纠正组件中的回转轴旋转对应角度,提供纠偏力来纠正严重扭转。