
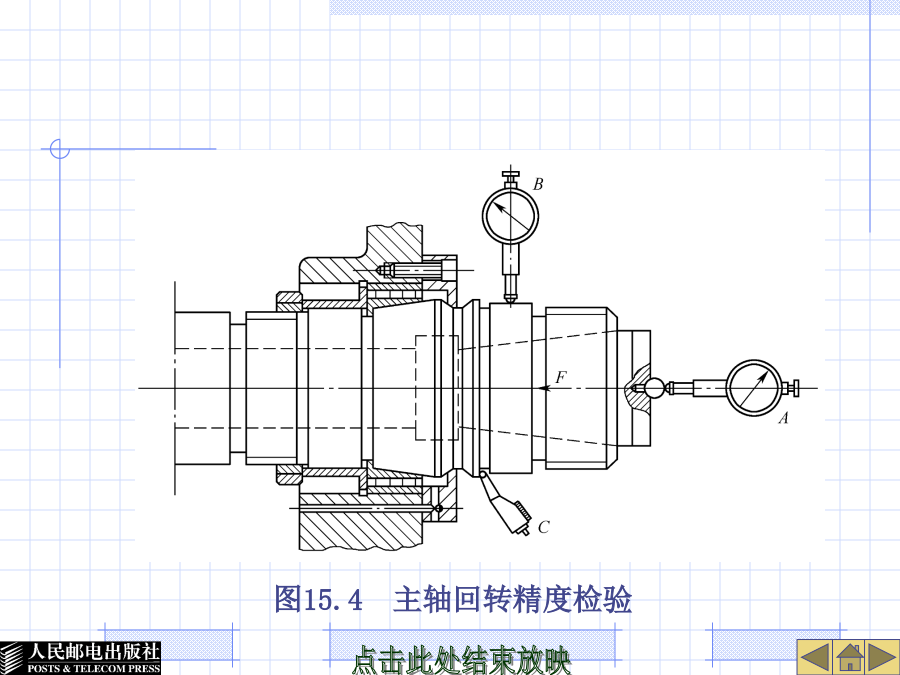
课题十五车床精度检验及试车验收.ppt

YY****。。

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

课题十五车床精度检验及试车验收.ppt
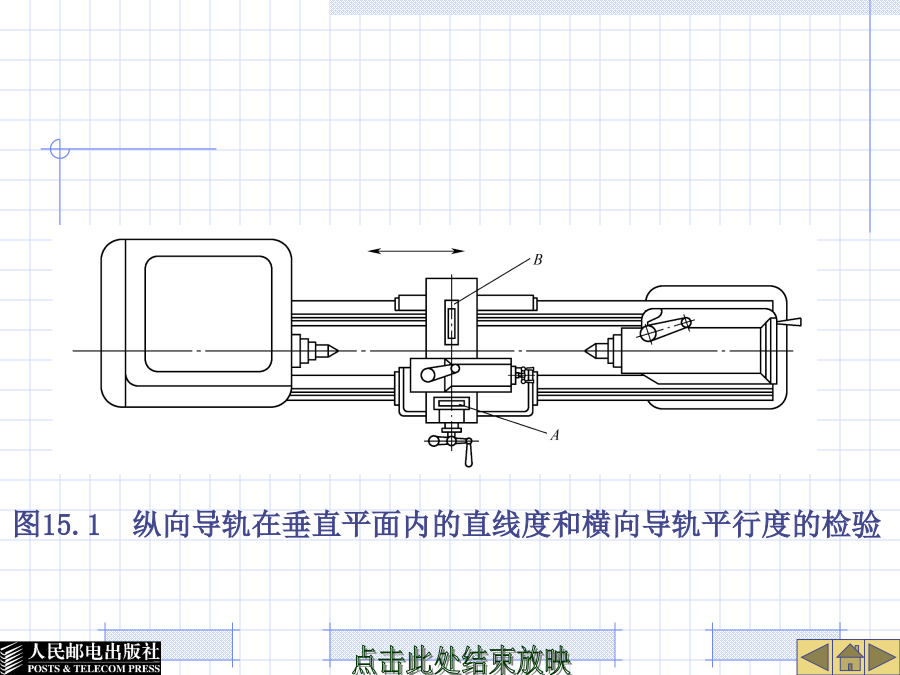
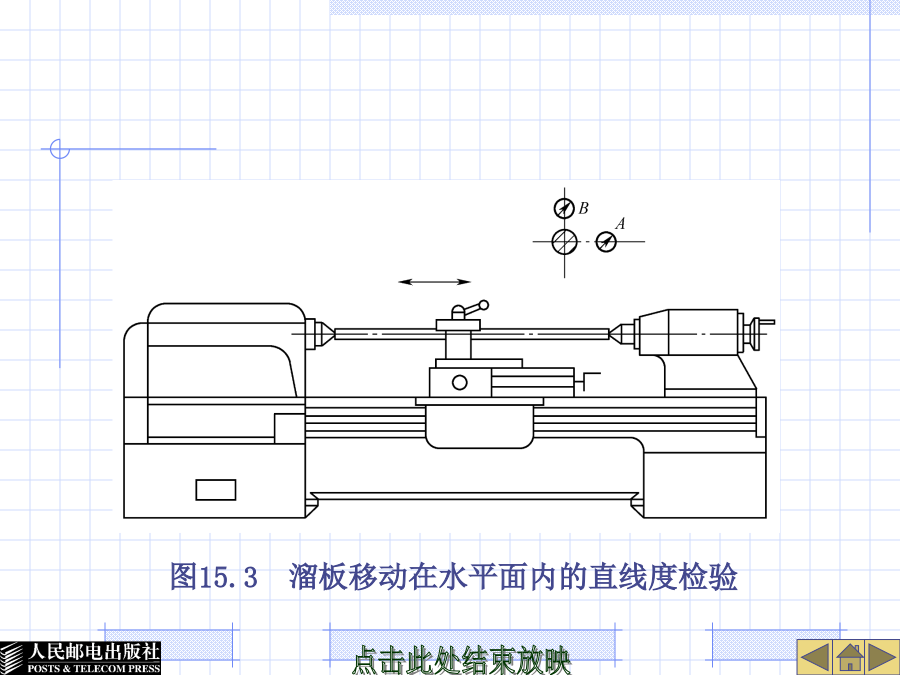
课题十五车床精度检验及试车验收一、基础知识检验方法如图15.1,在溜板上放一与床身导轨平行的水平仪(位置A),然后移动溜板,每隔500mm(或小于50mm)记录一次水平仪读数,在导轨全部行程上至少要记录3次读数,把水平仪读数依次排列,画出溜板运动曲线。图15.1纵向导轨在垂直平面内的直线度和横向导轨平行度的检验(2)横向导轨的平行度。当上一项检验结束后,将水平仪转位90°,与导轨垂直(见图15.1位置B),移动大溜板,每隔500mm(或小于500mm)记录一次水平仪读数,但不得少于三次。水平仪在全行程上读
卧式车床的试车与验收.pdf
广东白云学院成人教育GuangdongBaiyunXueyuanChengrenJiaoyu教案本2010年第1学期系别:机电系专业:数控技术B方向课程名称:机修与钳工工艺学授课班级:09数控技术4班教研室:数控教研室教师姓名:伍良懂广东白云学院成人教育教案首页年月日第周课题:卧式车床的试车与验收课次:4教学方法:举例讲解,图片演示讲授法教具:多媒体教学目的:卧式车床的试车与验收教学重点:卧式车床的试车与验收教学难点:卧式车床的试车与验收教学过程时间分配(包括组织教学、复习旧课、讲授新课、巩固新课、布置作

车床几何精度检验.docx
序号简图检验项目允差检验工具检验方法G1a)b)床身导轨的直线度和平行度床身导轨在垂直平面内的直线度b)床身导轨的平行度斜导轨0.03/1000水平导轨0.04/1000b)精密水平仪如a)所示,水平仪沿Z轴向放在溜板上,沿导轨全长等距离地在各位置上检验,记录水平仪的读数,并记入“报告要求”中的表1中,并用作图法计算出床身导轨在垂直平面内的直线度误差。如b)所示,水平仪沿X轴向放在溜板上,在导轨上移动溜板,记录水平仪读数,其读数最大值即为床身导轨的平行度误差。序号简图检验项目允差检验工具检验方法G2溜板在
数控车床精度检验分解.ppt
第二节数控车床几何精度检验第二节数控车床几何精度检验第二节数控车床几何精度检验3.尾座移动对溜板移动的平行度垂直平面内尾座移动对溜板移动的平行度水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如0004所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指
数控车床精度检验分解.ppt
第二节数控车床几何精度检验第二节数控车床几何精度检验第二节数控车床几何精度检验3.尾座移动对溜板移动的平行度垂直平面内尾座移动对溜板移动的平行度水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如0004所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指