
数控车床精度检验分解.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控车床精度检验分解.ppt
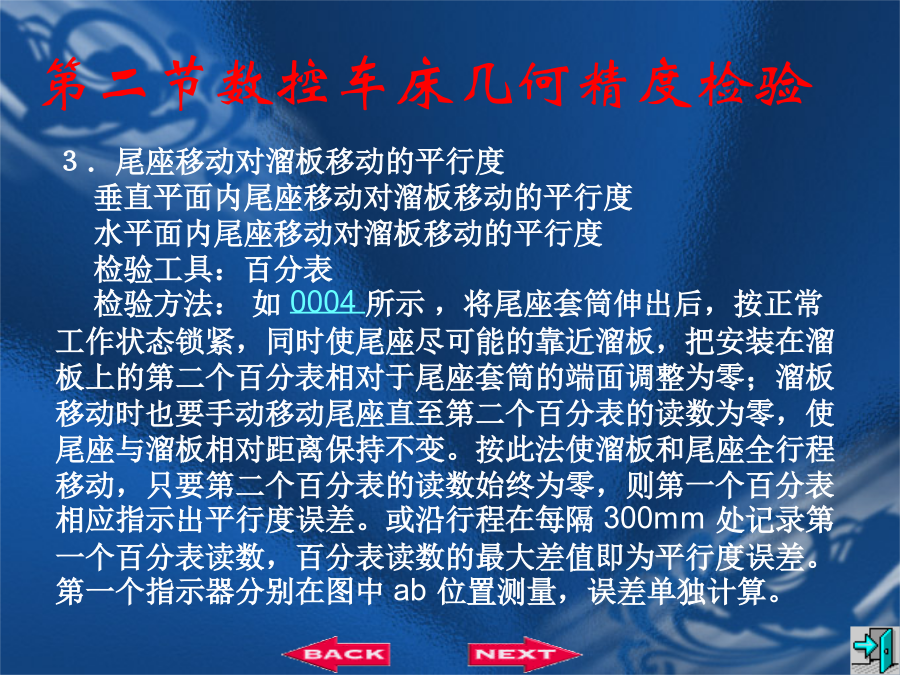
第二节数控车床几何精度检验第二节数控车床几何精度检验第二节数控车床几何精度检验3.尾座移动对溜板移动的平行度垂直平面内尾座移动对溜板移动的平行度水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如0004所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指
数控车床精度检验分解.ppt
第二节数控车床几何精度检验第二节数控车床几何精度检验第二节数控车床几何精度检验3.尾座移动对溜板移动的平行度垂直平面内尾座移动对溜板移动的平行度水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如0004所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指

数控车床精检验分解学习教案.pptx
会计学第二节数控车床几何(jǐhé)精度检验第二节数控车床几何(jǐhé)精度检验3.尾座移动对溜板移动的平行度垂直平面内尾座移动对溜板移动的平行度水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如0004所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相

数控车床几何精检验分解学习教案.pptx
会计学1.床身导轨的直线度和平行(píngxíng)度(2)横向导轨调平后,床身导轨的平行度检验工具:精密水平仪检验方法:如0002所示,水平仪沿X轴向放在溜板上,在导轨上移动溜板,记录(jìlù)水平仪读数,其读数最大值即为床身导轨的平行度误差。//垂直平面内尾座移动对溜板移动的平行度水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如0004所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对(xiāngduì)于尾座套筒的端面调整为零;溜

数控车床精度加工.docx
数控车床精度加工关于数控车床精度加工关于数控车床精度加工是小编为大家带来的论文范文,欢迎阅读。摘要:在数控机床生产加工中,精度控制对产品质量具有重要影响。加工精度则由机床的精度、编程精度、伺服精度以及插补精度决定。为提高机床精度,在其设计环节通过CAD设计和计算机模拟技术可以有效提高机床加工精度。在使用过程中通过加强对机台的保养,保持良好状态,保持数控机床的高精度要求。关键词:几何精度精度补偿误差分析1、数控机精度分析目前对数控数控机床的分类主要包括集合精度、位置精度以及加工精度。数控机床材质的刚度和工作