
锥齿轮拉床夹具.pdf

绮兰****文章

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锥齿轮拉床夹具.pdf
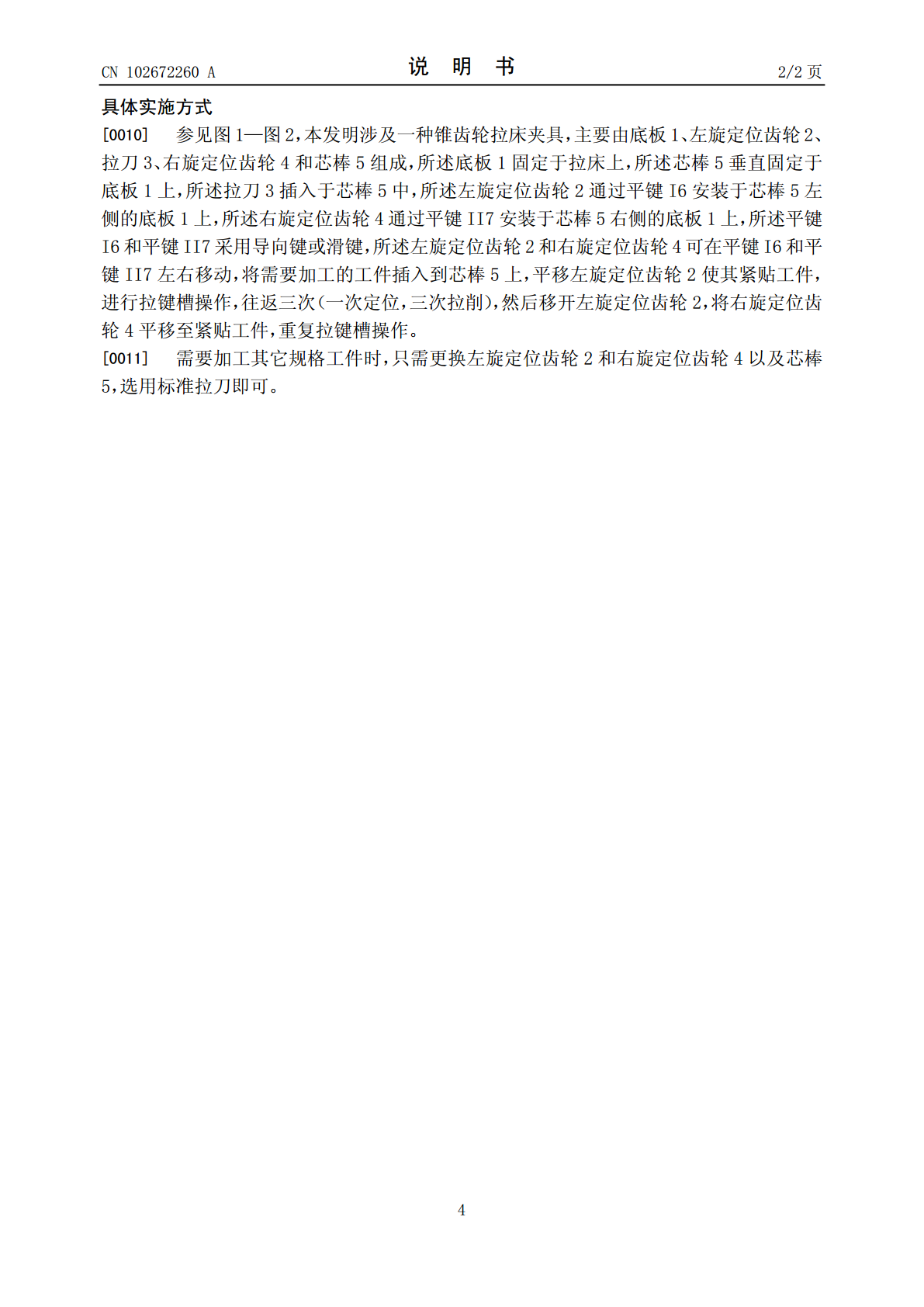
本发明涉及一种锥齿轮拉床夹具,其特征在于它包括底板(1)、左旋定位齿轮(2)、拉刀(3)、右旋定位齿轮(4)和芯棒(5),所述底板(1)固定于一拉床上,所述芯棒(5)垂直固定于底板(1)上,所述拉刀(3)插入于芯棒(5)中,所述左旋定位齿轮(2)通过平键I(6)安装于芯棒(5)左侧的底板(1)上,所述右旋定位齿轮(4)通过平键II(7)安装于芯棒(5)右侧的底板(1)上。本发明彻底解决了问题。不再由工人划线,解放其劳动力,消除配对误差;不再由线切割机床加工,用拉床加工,这样既保证了零件的精度,又保证了零件

锥齿轮座夹具设计.docx
辽宁工程技术大学机械制造技术基础课程设计题目:锥齿轮座机械加工工艺规程及钻φ52H7孔夹具设计班级:汽车08-1班姓名:于哲学号:0807130126指导教师:冷岳峰完成日期:2011/6/24任务书一、设计题目:锥齿轮座机械加工工艺规程及钻φ52H7孔夹具设计二、原始资料(1)被加工零件的零件图1张(2)生产类型:(中批或大批大量生产)三、上交材料1.所加工的零件图1张2.毛坯图1张3.编制机械加工工艺过程卡片1套4.编制所设计夹具对应的那道工序的机械加工工序卡片1套5.绘制夹具装配图(A0或A1)1张

锥孔齿轮滚齿夹具.pdf
本发明公开一种锥孔齿轮滚齿夹具,解决加工精度和效率问题。锥孔齿轮滚齿夹具由螺母⑴、平垫⑵、压盖⑶、间隔垫⑷、锥套⑸、耐油橡胶圈⑹、支撑座⑺、心轴⑻、底座⑼及螺钉⑽组成;支撑座⑺通过螺钉⑽紧固在底座⑼上,心轴⑻安装在支撑座⑺中心;心轴⑻中部套有锥套⑸,锥套⑸中间位置装配环状耐油橡胶圈⑹,心轴⑻上部安装压盖⑶,压盖⑶上部的心轴⑻上端安放平垫⑵、顶端拧着螺母⑴;心轴⑻放置工件Ⅰ⑾、工件Ⅱ⑿时,工件Ⅰ⑾、工件Ⅱ⑿之间加入间隔垫⑷。本夹具实现了一次加工两件,提高了滚齿效率;由于采用锥套及环状耐油橡胶圈,安装压盖,最

锥齿轮齿面定位夹具.pdf
本发明公开了一种锥齿轮齿面定位夹具,它包括法兰盘、托架、定位盘、拉杆、中盘、导向拉杆和压块。所述托架内层盘直连法兰盘,外层盘定位安装定位盘,外层盘面边沿均布径向限位块,在两只相邻的限位块之间设一只轴向通孔,每只通孔中都配装导向拉杆。所述定位盘配装球头定位销,均布且等高的球头定位销构成齿面定位结构。所述中盘置于法兰盘与托架之间,中部轴孔配装的拉杆从法兰盘内孔后部引出,中盘边沿设有与托架边沿相对应的轴向通孔。所述导向拉杆串装中盘和托架构成联动结构,导向拉杆自由端配装的压块面朝工件,中段轴壁上设有凹槽,该凹槽与
锥齿轮精切齿定位夹具.pdf
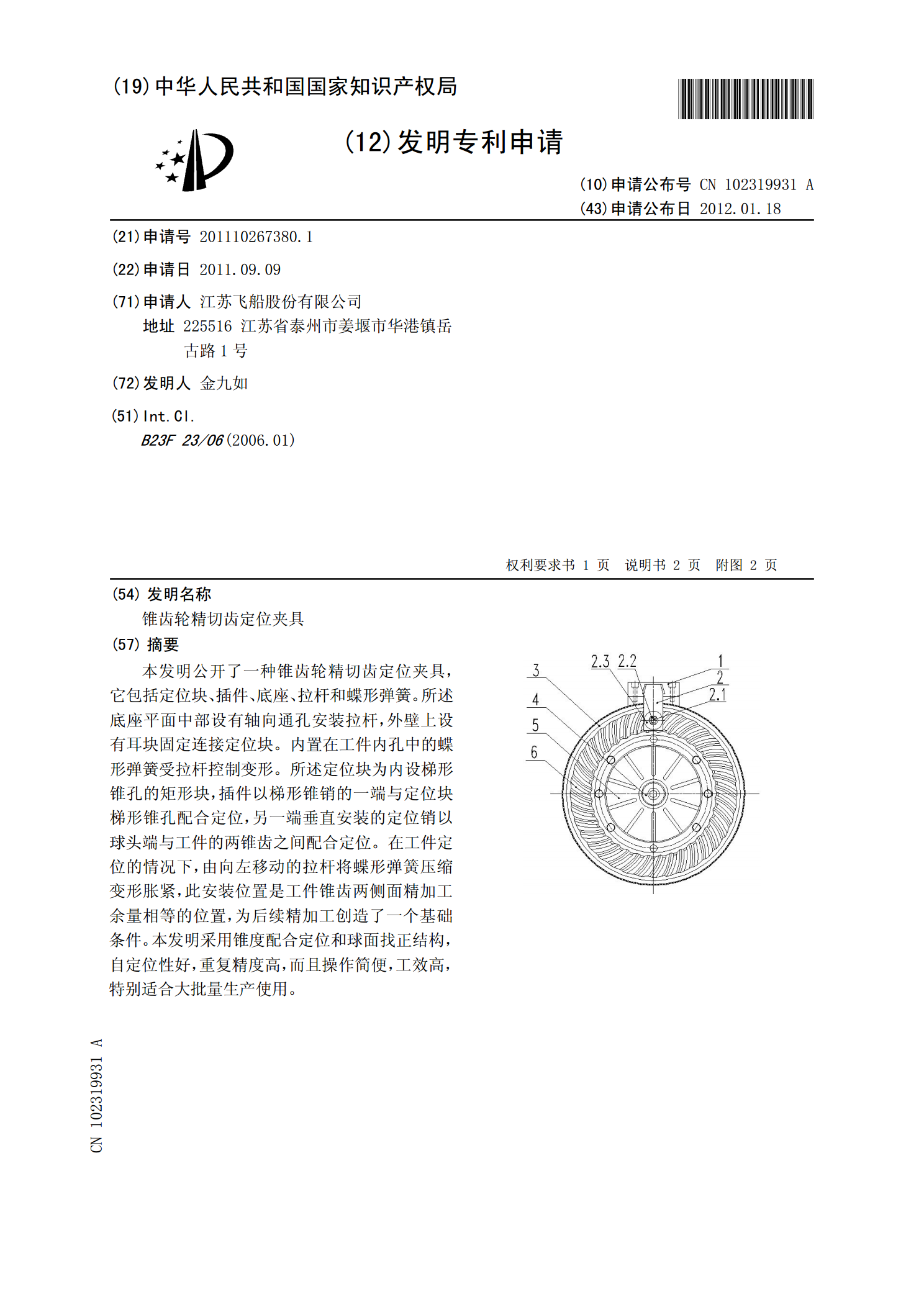
本发明公开了一种锥齿轮精切齿定位夹具,它包括定位块、插件、底座、拉杆和蝶形弹簧。所述底座平面中部设有轴向通孔安装拉杆,外壁上设有耳块固定连接定位块。内置在工件内孔中的蝶形弹簧受拉杆控制变形。所述定位块为内设梯形锥孔的矩形块,插件以梯形锥销的一端与定位块梯形锥孔配合定位,另一端垂直安装的定位销以球头端与工件的两锥齿之间配合定位。在工件定位的情况下,由向左移动的拉杆将蝶形弹簧压缩变形胀紧,此安装位置是工件锥齿两侧面精加工余量相等的位置,为后续精加工创造了一个基础条件。本发明采用锥度配合定位和球面找正结构,自定