
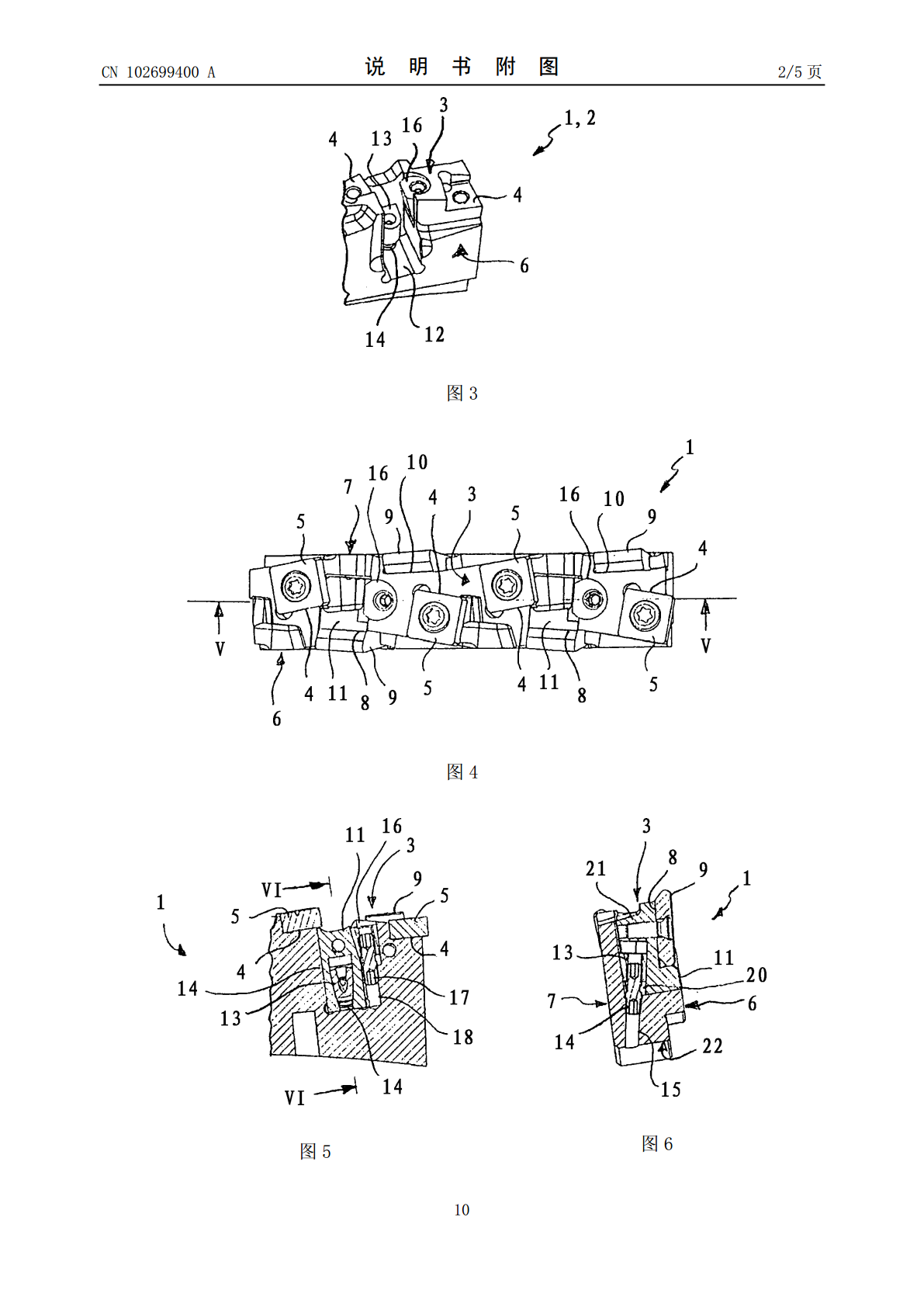
用于车削/车拉削或外铣削的刀具.pdf

篷璐****爱吗


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于车削/车拉削或外铣削的刀具.pdf
在此详细说明了一种用于对工件进行车削/车拉削或外铣削的刀具。这种刀具包括一个盘状的拉削轮(2)或者这样一个拉削轮(2)的至少一个区段(1)。在每种情况下,用于切削刃尖(9)的至少一个切削刃尖保持夹具(8,10)在各自的情况下在一个邻近圆周表面(3)的区域中被提供在该拉削轮(29)或者区段(1)的这些端面(6,7)上。在这两个端面中的至少一个(6)上,这个或者每个切削刃尖保持夹具(8)是形成在一个夹头(11)之中,该夹头相对于该拉削轮(2)或者区段(1)、通过一个轴向夹紧楔(13)是轴向可调节的。在这种情况
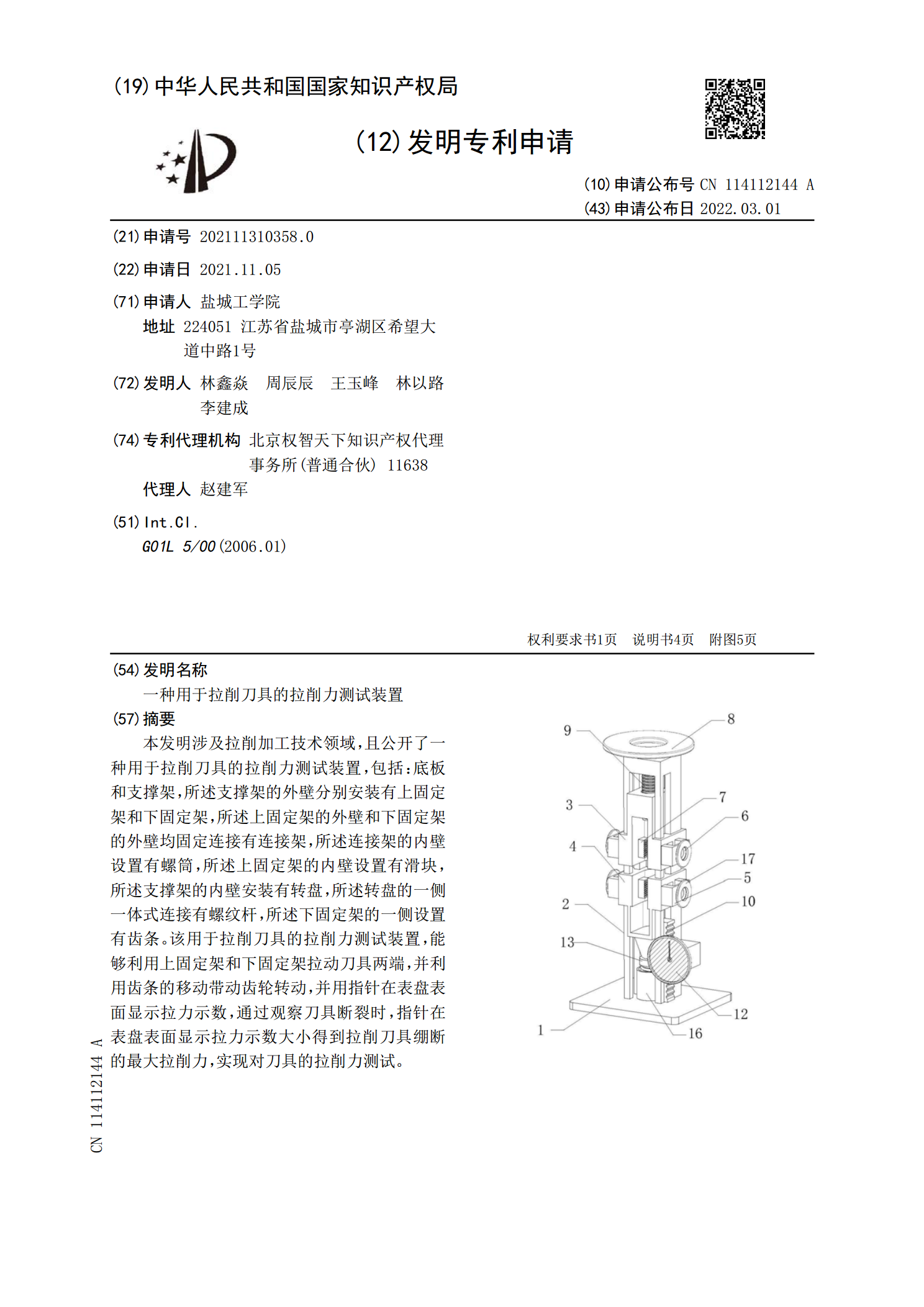
一种用于拉削刀具的拉削力测试装置.pdf
本发明涉及拉削加工技术领域,且公开了一种用于拉削刀具的拉削力测试装置,包括:底板和支撑架,所述支撑架的外壁分别安装有上固定架和下固定架,所述上固定架的外壁和下固定架的外壁均固定连接有连接架,所述连接架的内壁设置有螺筒,所述上固定架的内壁设置有滑块,所述支撑架的内壁安装有转盘,所述转盘的一侧一体式连接有螺纹杆,所述下固定架的一侧设置有齿条。该用于拉削刀具的拉削力测试装置,能够利用上固定架和下固定架拉动刀具两端,并利用齿条的移动带动齿轮转动,并用指针在表盘表面显示拉力示数,通过观察刀具断裂时,指针在表盘表面显

用于齿轮铣削的铣削刀具.pdf
一种铣削刀具,用于滚铣有齿的工件,包括:刀具本体,其具有固定端、相对的外端以及周边表面。刀具本体包括在周边表面处沿具有恒定螺距的螺旋线接连布置的大量分离的刀座。相应的大量可更换的铣削刀片包括下侧、形成切屑表面的相对的上侧、周向边缘侧、两对主切削刃。切屑表面在包括主切削刃的延伸平面中延伸。每个刀座被形成为接纳铣削刀片中的一个并包括支撑表面,该支撑表面允许对从刀具本体突出、用于与工件的切痕切削接合的铣削刀片进行支撑。每个铣削刀片的切屑表面的延伸平面的法线与螺旋线的在螺旋线与该延伸平面相交的位置处的切线平行。
项目二车削加工教案.pdf
机械学院教案用纸课程章节名称主题二车削加工一、专业能力目标①初步选择加工方法和分析工艺过程的能力。②材料选择能力。③掌握切削加工操作规范和安全文明生产知识。④工艺文件的编制能力。⑤机床、刀具、夹具、量具等正确合理选择的能力。⑥工具仪表的正确使用,如游标卡尺和千分尺等检具的正确使用方法。⑦具有对切削用量三要素进行正确选择的能力。⑧产品质量检测分析与项目完成后的评估总结报告的撰写能力。教学目的、要求二、方法能力目标①资讯过程。②决策过程。③计划过程。④实施过程。⑤检查过程。⑥评估过程。三、社会能力目标①情感态

项目三车削台阶轴.ppt
任务三车削台阶轴活动一学会装夹(1)在四爪单动卡盘上装夹工件活动一学会装夹活动一学会装夹活动一学会装夹活动一学会装夹活动二车削台阶轴刀片碎裂、工件弯曲、加工表面粗糙度值增大等。粗车时由于工件表面粗糙度值可大些,选取进给量时,在机床、工件、刀具允许的情况下尽量大些;这样可以缩短切削行程时间,提高生产效率。精车时,应考虑工件的表面粗糙度,进给量应选小些。(3)切削速度的选择当切削深度和进给量选好以后,切削速度也应选取较为合理的数值。应当做到既能发挥车刀的切削性能,又能发挥车床的潜力,并且保证加工表面质量和降低