
一种单体活塞环铸造用覆膜砂砂型及其制作方法.pdf

一只****生物


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种单体活塞环铸造用覆膜砂砂型及其制作方法.pdf
本发明涉及一种单体活塞环铸造用覆膜砂砂型及其制作方法,包括圆形盘体、设置在圆形盘体上的浇注系统、挡环和出气孔,浇注系统包括直浇口、内浇口以及横浇道和冒口,直浇口贯穿在圆形盘体的中部,设置在圆形盘体正面的内浇口通过横浇道与直浇口相通,内浇口与环体槽相通,冒口与内浇口相对设置,冒口通过两个以上的斜浇口与环体槽相通;圆形盘体正面的外周设有高出砂型表面的挡环,在横浇道与冒口之间的环体槽内侧,沿横浇道轴线对称设有四个以上贯穿圆形盘体的出气孔。本发明所制的活塞环质量稳定,成品率高,活塞环铸件轮廓清晰,尺寸精度高,表面

一种砂型铸造覆膜砂处理设备及其使用方法.pdf
本发明公开了一种砂型铸造覆膜砂处理设备及其使用方法,包括装配箱体,所述装配箱体的内壁底部固定安装有高度便调机构,所述装配箱体的内部设置有热法处理机构,所述装配箱体的外壁一侧固定安装有物料搅拌机构,所述装配箱体的外表壁固定安装有喷涂机构,所述高度便调机构包括支撑架,所述支撑架的底部固定安装在装配箱体的内壁底部,所述支撑架的内部设置有螺纹杆,所述支撑架的底部固定安装有伺服电机A,所述伺服电机A的输出端与螺纹杆的底部相连接,设备采用整合式处理覆膜砂的方法,有效替换传统处理方式存在的不足,避免砂层表面喷涂的覆膜砂
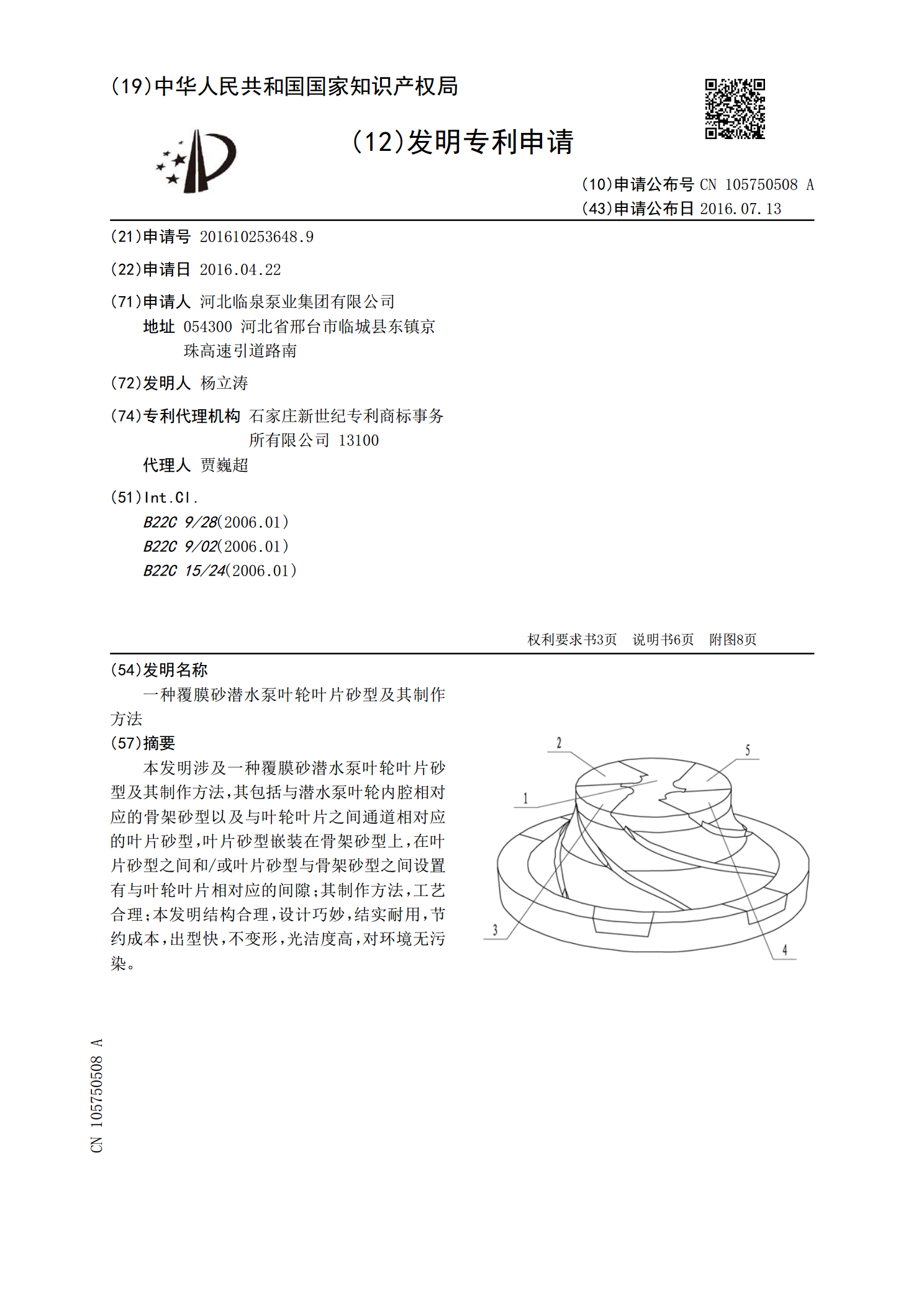
一种覆膜砂潜水泵叶轮叶片砂型及其制作方法.pdf
本发明涉及一种覆膜砂潜水泵叶轮叶片砂型及其制作方法,其包括与潜水泵叶轮内腔相对应的骨架砂型以及与叶轮叶片之间通道相对应的叶片砂型,叶片砂型嵌装在骨架砂型上,在叶片砂型之间和/或叶片砂型与骨架砂型之间设置有与叶轮叶片相对应的间隙;其制作方法,工艺合理;本发明结构合理,设计巧妙,结实耐用,节约成本,出型快,不变形,光洁度高,对环境无污染。
一种铸造用再生覆膜砂及其制备方法.pdf
本发明涉及再生覆膜砂技术领域,具体为一种铸造用再生覆膜砂及其制备方法,包括以下工艺:(1)将旧砂依次进行湿法再生和热法再生,得到再生砂;(2)再生覆膜砂的制备:将再生砂加热,加入树脂、固化剂、硬脂酸钙,搅拌,降温,得到再生覆膜砂;树脂包括双酚A型异氰酸酯、双马来酰亚胺、苯并噁嗪树脂和酚醛树脂。本发明通过湿法再生和热法再生工艺的结合,对旧砂进行再生,提高所制再生砂的质量;利用再生覆膜砂的树脂体系,2,2′?二烯丙基双酚A、烯丙基胺、多聚甲醛共聚,生成含烯丙基的苯并噁嗪树脂,能够与酚醛树脂交联,促进形成三嗪环
覆膜砂潜水泵叶轮叶片砂型的制作方法.pdf
本发明涉及一种覆膜砂潜水泵叶轮叶片砂型及其制作方法,其包括与潜水泵叶轮内腔相对应的骨架砂型以及与叶轮叶片之间通道相对应的叶片砂型,叶片砂型嵌装在骨架砂型上,在叶片砂型之间和/或叶片砂型与骨架砂型之间设置有与叶轮叶片相对应的间隙;其制作方法,工艺合理;本发明结构合理,设计巧妙,结实耐用,节约成本,出型快,不变形,光洁度高,对环境无污染。