
一种全自动销轴倒角设备及方法.pdf

一只****呀盟


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种全自动销轴倒角设备及方法.pdf
本发明提供一种全自动销轴倒角设备及方法,包括送料装置、倒角装置、驱动装置、落料区,所述送料装置与倒角装置垂直设置,驱动装置同时驱动送料装置和倒角装置,落料区位于所述倒角装置轴线下方。所述倒角装置包括A区、B区、C区,A区和B区位于送料装置中线两侧,A区固定,B区可移动,C区设置在B区下方;送料装置包括销轴下料区、送料区、挡板区;驱动装置包括倒角驱动轴、倒角凸轮、送料驱动轴、送料凸轮,所述倒角驱动轴和送料驱动轴通过两个45度角的锥形齿轮连接。使用本发明提供的全自动销轴倒角设备和倒角方法,能够自动完成大量销轴

一种工业销轴倒角小型设备.pdf
本发明涉及一种小型设备,尤其涉及一种工业销轴倒角小型设备。本发明的目的是提供一种能够实现自动倒角和效率高的工业销轴倒角小型设备。技术方案如下:一种工业销轴倒角小型设备,包括有底座、旋转机构和走刀机构,底座上设有旋转机构,底座和旋转机构之间连接有走刀机构。通过旋转机构和走刀机构之间的配合,可以实现对销轴进行转动,同时能够对销轴进行打磨。

一种销轴倒角机构.pdf
一种销轴倒角机构,所述的倒角结构为丝杠结构,所述的倒角结构包括丝杠A与丝杠B;所述的支架包括支架主体、定位板与压板,所述的定位板设置在压板的下方,所述的压板后方还设置有砂轮;所述的丝杠A与丝杠B设置在压板的下方;所述的传动结构包括传动齿轮与介轮,所述的传动齿轮与介轮啮合传动;所述的丝杠A上设置有丝杠A传动齿轮,所述的丝杠B上还设置丝杠B传动齿轮;所述的传动齿轮与丝杠B传动齿轮啮合传动,所述的介轮与丝杠A传动齿轮啮合。本发明的工件工件可在丝杠A与丝杠B中间进行前进和转动,可以帮助销轴360°的旋转倒角;当工
销轴连续滚轧倒角机.pdf
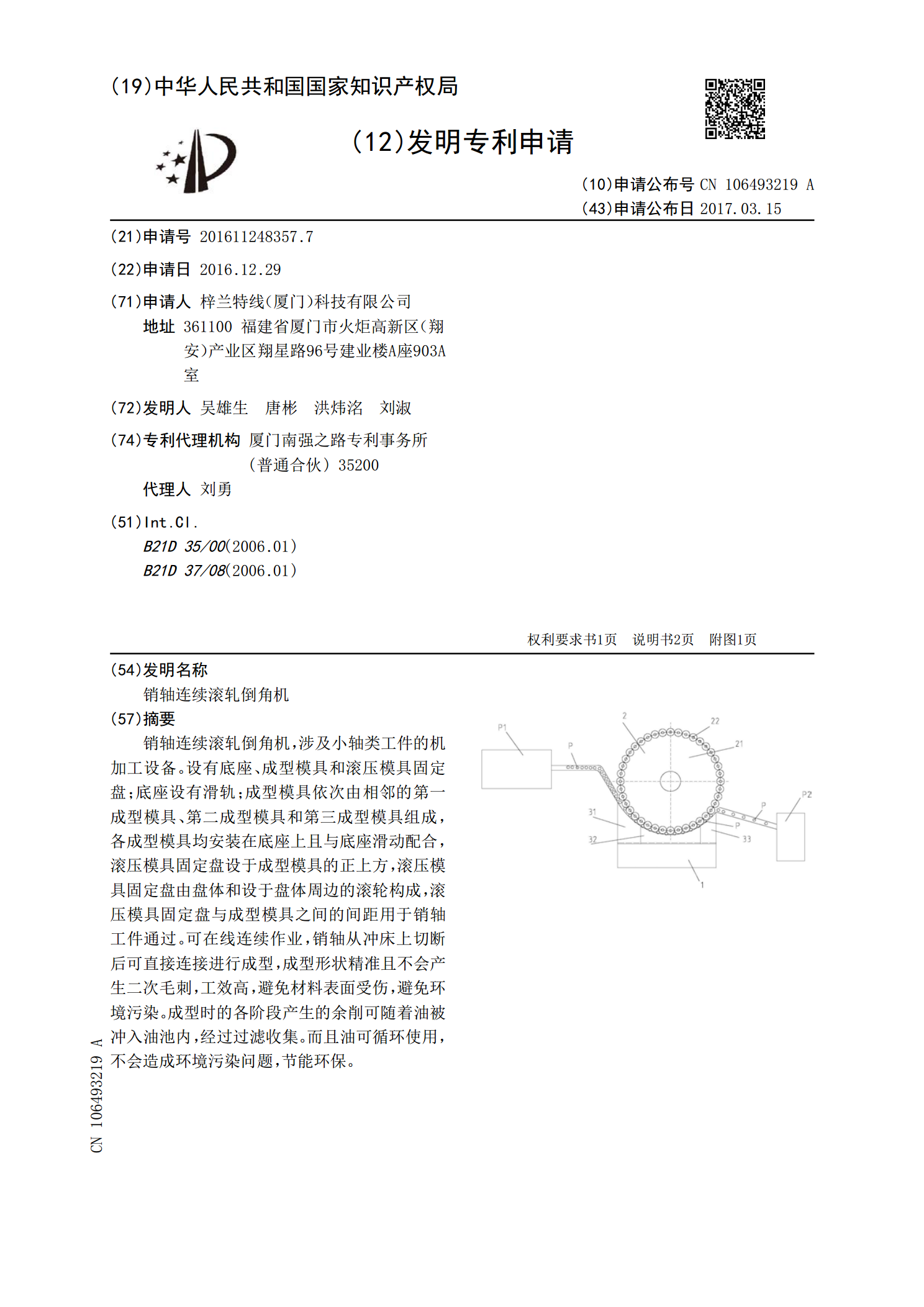
销轴连续滚轧倒角机,涉及小轴类工件的机加工设备。设有底座、成型模具和滚压模具固定盘;底座设有滑轨;成型模具依次由相邻的第一成型模具、第二成型模具和第三成型模具组成,各成型模具均安装在底座上且与底座滑动配合,滚压模具固定盘设于成型模具的正上方,滚压模具固定盘由盘体和设于盘体周边的滚轮构成,滚压模具固定盘与成型模具之间的间距用于销轴工件通过。可在线连续作业,销轴从冲床上切断后可直接连接进行成型,成型形状精准且不会产生二次毛刺,工效高,避免材料表面受伤,避免环境污染。成型时的各阶段产生的余削可随着油被冲入油池内

一种钢管全自动倒角设备.pdf
本发明涉及一种钢管全自动倒角设备,包括料仓1,自动进料机构2,自动夹持机构3,自动倒角机构4,自动清洗机构5,自动出料机构6,单片机控制器7。在机械加工过程中,机械切割后的钢管工件边缘留有不同程度的毛刺,需要对该毛刺进行倒角去除毛刺并进行灰尘清洗后再进入到下一道工序,本发明涉及的一种钢管全自动倒角设备能够实现钢管倒角和清洗的自动化连续生产,降低工作人员的劳动强度,提高生产线的整体加工效率。此种钢管全自动倒角设备结构设计简单,车间占地面积较小,制造成本较低,它还有便于操作、后期维护方便的特点,具有广阔的应用