
电子组件的波峰焊接工艺(1).docx

论文****可爱


1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共57页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电子组件的波峰焊接工艺(1).docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:电子组件的波峰焊接工艺在电子组件的组装过程中焊接起到了相当重要的作用。它涉及到产品的性能、可靠性和质量等甚至影响到其后的每一工艺步骤。此外由于电子组件朝着轻、薄、小的方向快速发展为焊接工艺提出了一系列的难题为此电子制造业的各个厂家围绕SMT的焊接工艺展开了激烈的竞争旨在进一步提高焊接质量克服焊接中存在的短路、桥接、焊球和漏焊等缺陷从而提高产品质量满足市场需求。目前最广泛使用

电子组件的波峰焊接工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:电子组件的波峰焊接工艺在电子组件的组装过程中焊接起到了相当重要的作用。它涉及到产品的性能、可靠性和质量等甚至影响到其后的每一工艺步骤。此外由于电子组件朝着轻、薄、小的方向快速发展为焊接工艺提出了一系列的难题为此电子制造业的各个厂家围绕SMT的焊接工艺展开了激烈的竞争旨在进一步提高焊接质量克服焊接中存在的短路、桥接、焊球和漏焊等缺陷从而提高产品质量满足市场需求。目前最广泛使用

电子组件的波峰焊接工艺模板.doc
电子组件波峰焊接工艺在电子组件组装过程中,焊接起到了相当关键作用。它包含到产品性能、可靠性和质量等,甚至影响到其后每一工艺步骤。另外,因为电子组件朝着轻、薄、小方向快速发展,为焊接工艺提出了一系列难题,为此,电子制造业各个厂家围绕SMT焊接工艺展开了猛烈竞争,意在深入提升焊接质量,克服焊接中存在短路、桥接、焊球和漏焊等缺点,从而提升产品质量,满足市场需求。现在,最广泛使用焊接工艺关键有波峰焊接和再流焊接。波峰焊接工艺关键是用于通孔和多种不一样类型元件焊接,是一个关键群焊工艺。尽管波峰焊接工艺已经有多年历史
电子组件的波峰焊接工艺技术模板.doc
电子组件波峰焊接工艺在电子组件组装过程中,焊接起到了相当关键作用。它包含到产品性能、可靠性和质量等,甚至影响到其后每一工艺步骤。另外,因为电子组件朝着轻、薄、小方向快速发展,为焊接工艺提出了一系列难题,为此,电子制造业各个厂家围绕SMT焊接工艺展开了猛烈竞争,意在深入提升焊接质量,克服焊接中存在短路、桥接、焊球和漏焊等缺点,从而提升产品质量,满足市场需求。现在,最广泛使用焊接工艺关键有波峰焊接和再流焊接。波峰焊接工艺关键是用于通孔和多种不一样类型元件焊接,是一个关键群焊工艺。尽管波峰焊接工艺已经有多年历史
波峰焊工艺-1.pdf
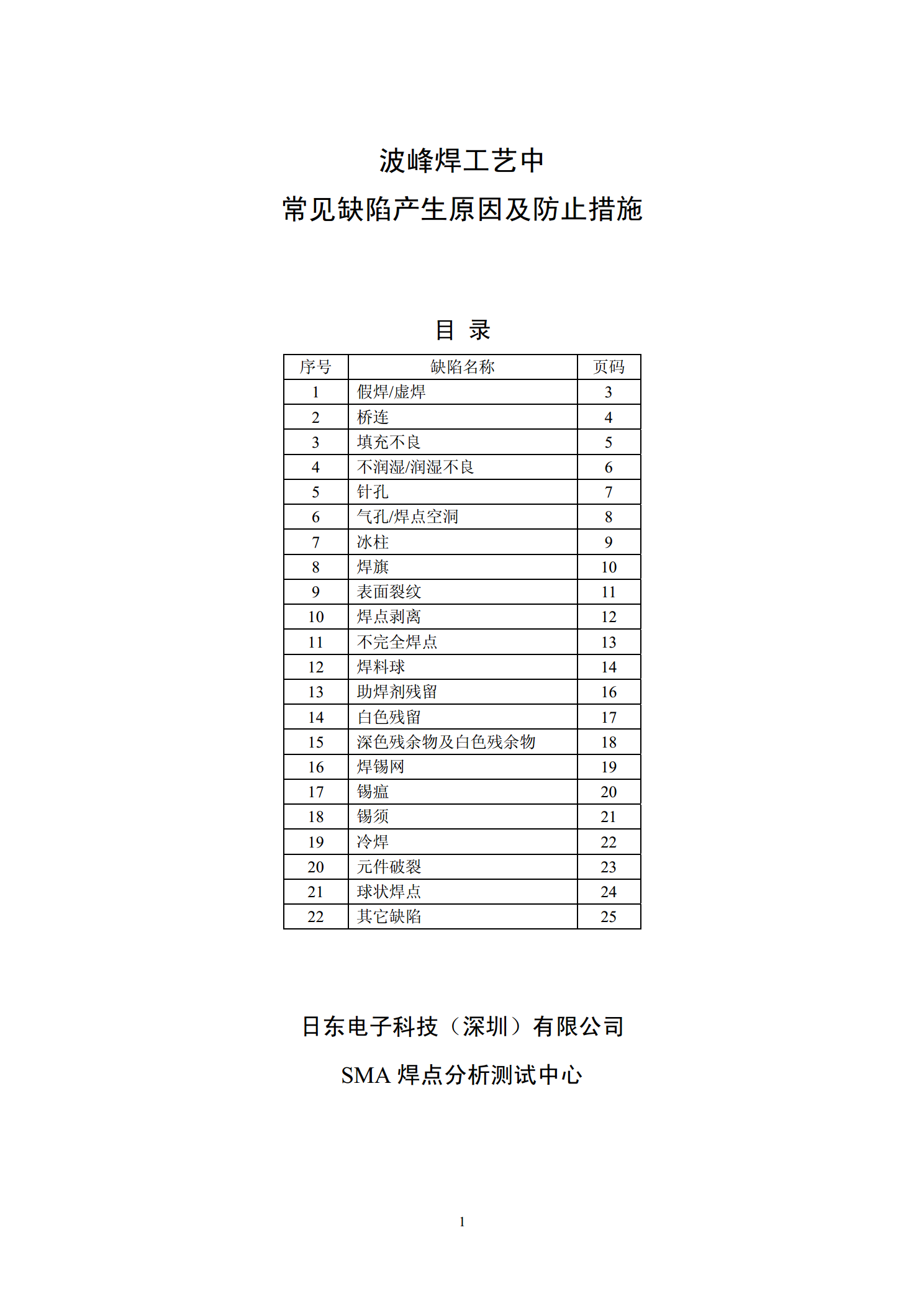
波峰焊工艺中常见缺陷产生原因及防止措施