
双圆盘刀库结构.pdf

一吃****昕靓

1/10
2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双圆盘刀库结构.pdf
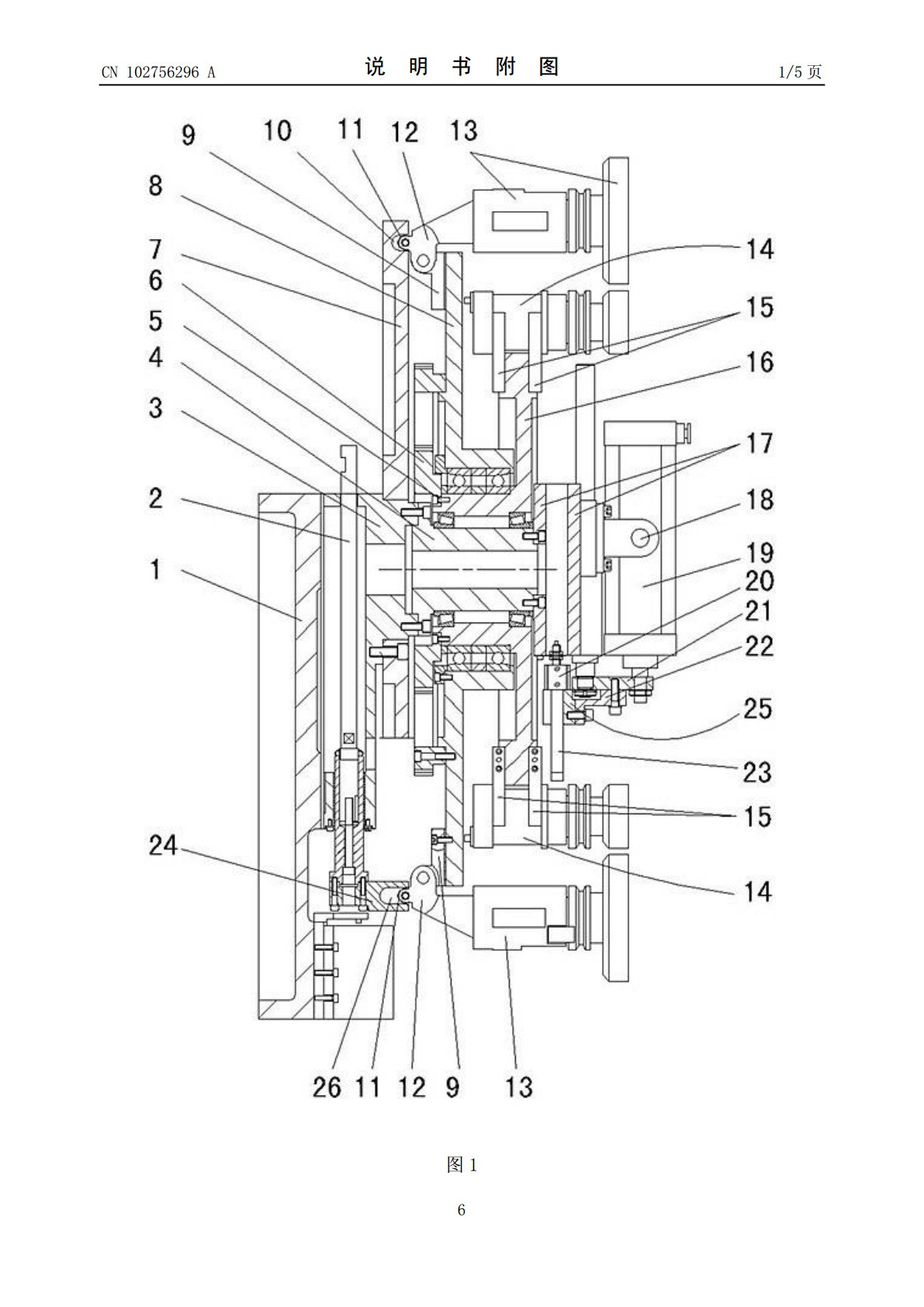
双圆盘刀库结构,包括刀库连接体,箱体、中心轴、定位盘、外刀盘、外刀套,外刀套端头的滚轮与定位盘周边侧面上的定位槽相配;在箱体下方连接有倒刀块,倒刀块接拉杆;双圆盘刀库结构还包括内刀盘,内刀盘的中心部分位于中心轴和外刀盘的中心孔之间,在内刀盘与中心轴和外刀盘之间均设有轴承,在内刀盘的盘体周边通过内刀套夹爪装夹有多个内刀套;在中心轴的端头通过气缸支架和销轴安装有推刀气缸,与推刀气缸相配的活塞杆外端头通过法兰盘连接有与内刀套相配的夹推刀爪装置;在外刀盘的周边上其中一个外刀套支撑耳连接有交换刀夹,交换刀夹上有与内

圆盘刀库.pdf
本发明公开了一种圆盘刀库,包括转动盘,所述转动盘的外边缘上等间距设有多个可相对其上下转动的刀套,所述转动盘还安装有用于抓取刀具的机械手,所述转动盘的背面等间距设有多个圆柱凸轮和一个柱形转轴,所有圆柱凸轮形成一圆环,所述转轴的表面设有一可使圆柱凸轮插入的螺旋形凹槽。本发明解决了现有技术中圆盘刀库对刀具行程控制不够精确的问题,通过步进电机驱动柱形转轴,有柱形转轴的转动带动圆柱凸轮运转,从而使刀具发生转动,根据不同刀具的需要来控制步进电机,从而实现了对刀具行程的精确控制,减少刀具位置与机械手夹取位置的误差。
加工中心机圆盘刀库.pdf
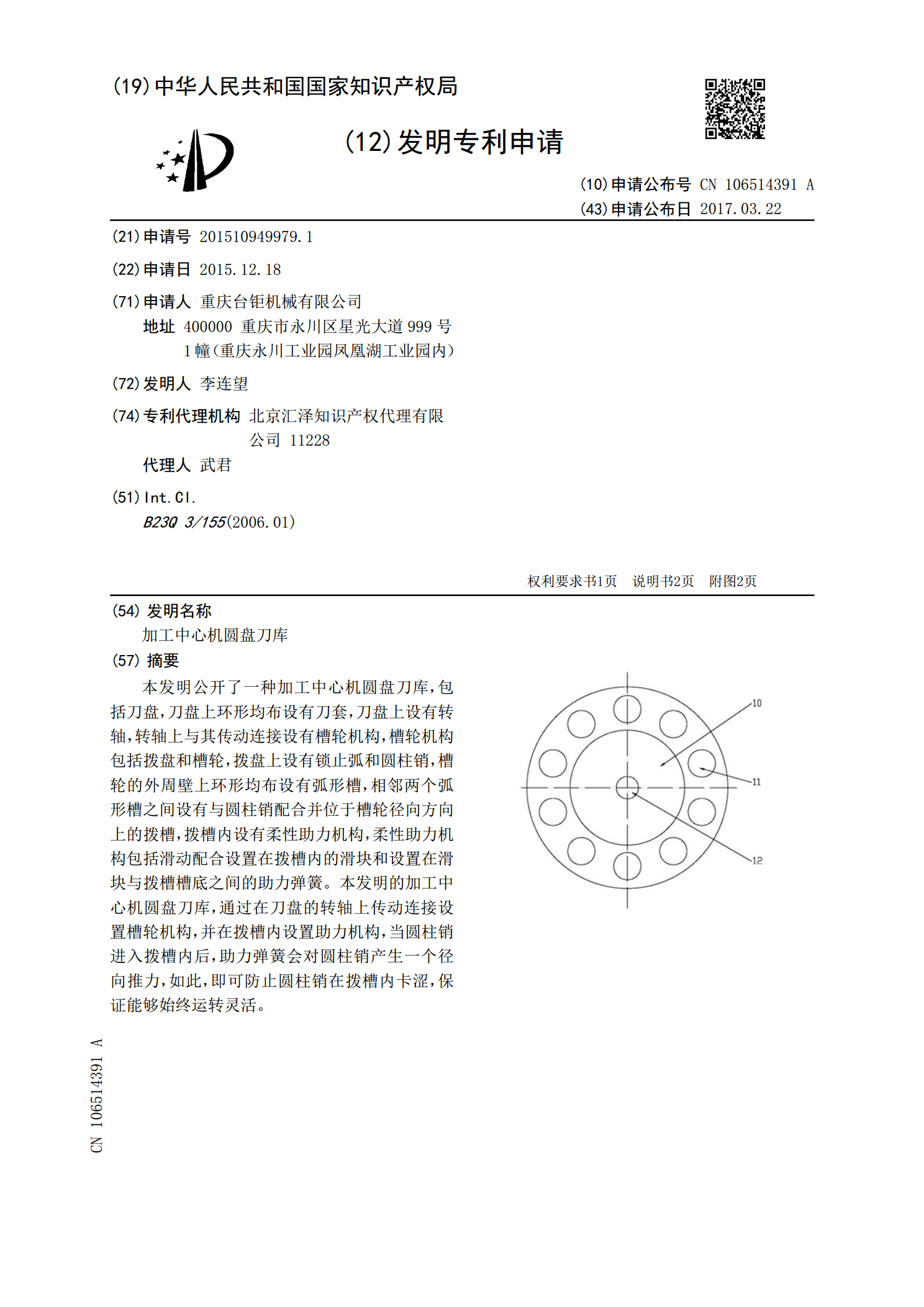
本发明公开了一种加工中心机圆盘刀库,包括刀盘,刀盘上环形均布设有刀套,刀盘上设有转轴,转轴上与其传动连接设有槽轮机构,槽轮机构包括拨盘和槽轮,拨盘上设有锁止弧和圆柱销,槽轮的外周壁上环形均布设有弧形槽,相邻两个弧形槽之间设有与圆柱销配合并位于槽轮径向方向上的拨槽,拨槽内设有柔性助力机构,柔性助力机构包括滑动配合设置在拨槽内的滑块和设置在滑块与拨槽槽底之间的助力弹簧。本发明的加工中心机圆盘刀库,通过在刀盘的转轴上传动连接设置槽轮机构,并在拨槽内设置助力机构,当圆柱销进入拨槽内后,助力弹簧会对圆柱销产生一个径

数控加工中心机圆盘刀库.pdf
本发明公开了一种数控加工中心机圆盘刀库,包括刀盘,所述刀盘上环形均布设有刀套,所述刀盘上设有转轴,所述转轴上与其传动连接设有槽轮机构,所述槽轮机构包括拨盘和槽轮,所述拨盘上设有锁止弧和圆柱销,所述槽轮的外周壁上环形均布设有与所述锁止弧配合并与所述刀套一一对应的弧形槽,相邻两个所述弧形槽之间设有与所述圆柱销配合并位于所述槽轮径向方向上的拨槽,所述拨槽内设有柔性助力机构,所述柔性助力机构包括滑动配合设置在所述拨槽内的滑块和设置在所述滑块与所述拨槽槽底之间的助力弹簧;所述圆柱销上套装设有与其旋转配合的滚轮Ⅰ,所

双层圆盘式刀库装置.pdf
本发明涉及一种配套于数控机床上的双层圆盘式刀库装置,包括刀库底座、刀库支架、刀套夹盘、刀盘基座、刀套、对刀仪;刀库底座连结安装在机床上,刀库支架连结在刀库底座的一端,刀盘基座通过螺栓连结在支架上;刀库底座另一端安装对刀仪;两件刀套夹盘安放在刀盘基座上,中间用刀盘隔套隔开;两层刀套夹盘夹住刀套座夹,并用螺栓固定;刀盘压环压在上层刀套夹盘上面。本发明,整体重量轻,结构紧凑、合理,具有结构刚性好、装刀量大、存换刀速度快、准确度高、运行噪音小、安装维护方便等优点。