
一种齿轮磨齿加工用装夹芯棒.pdf

篷璐****爱吗

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮磨齿加工用装夹芯棒.pdf
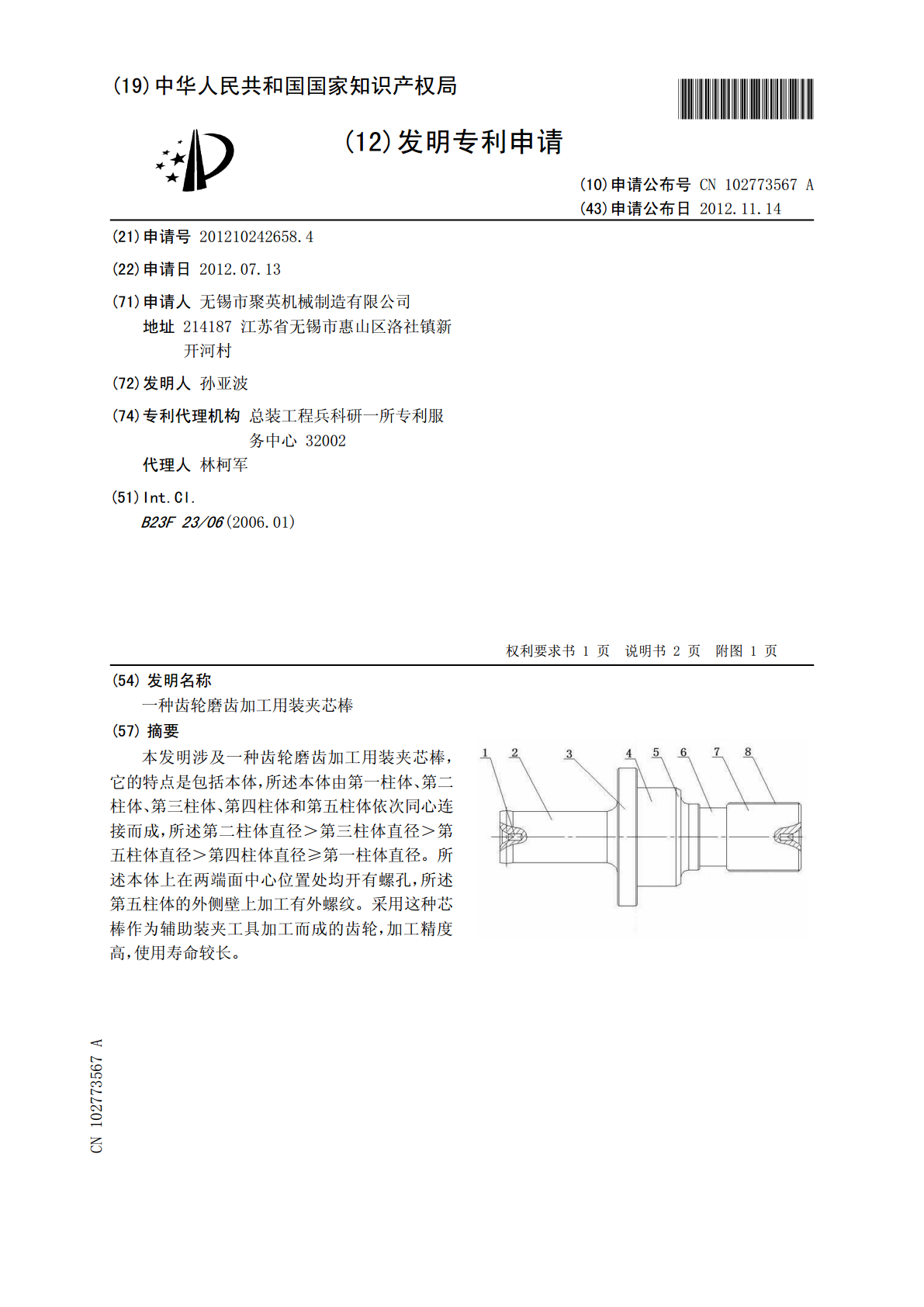
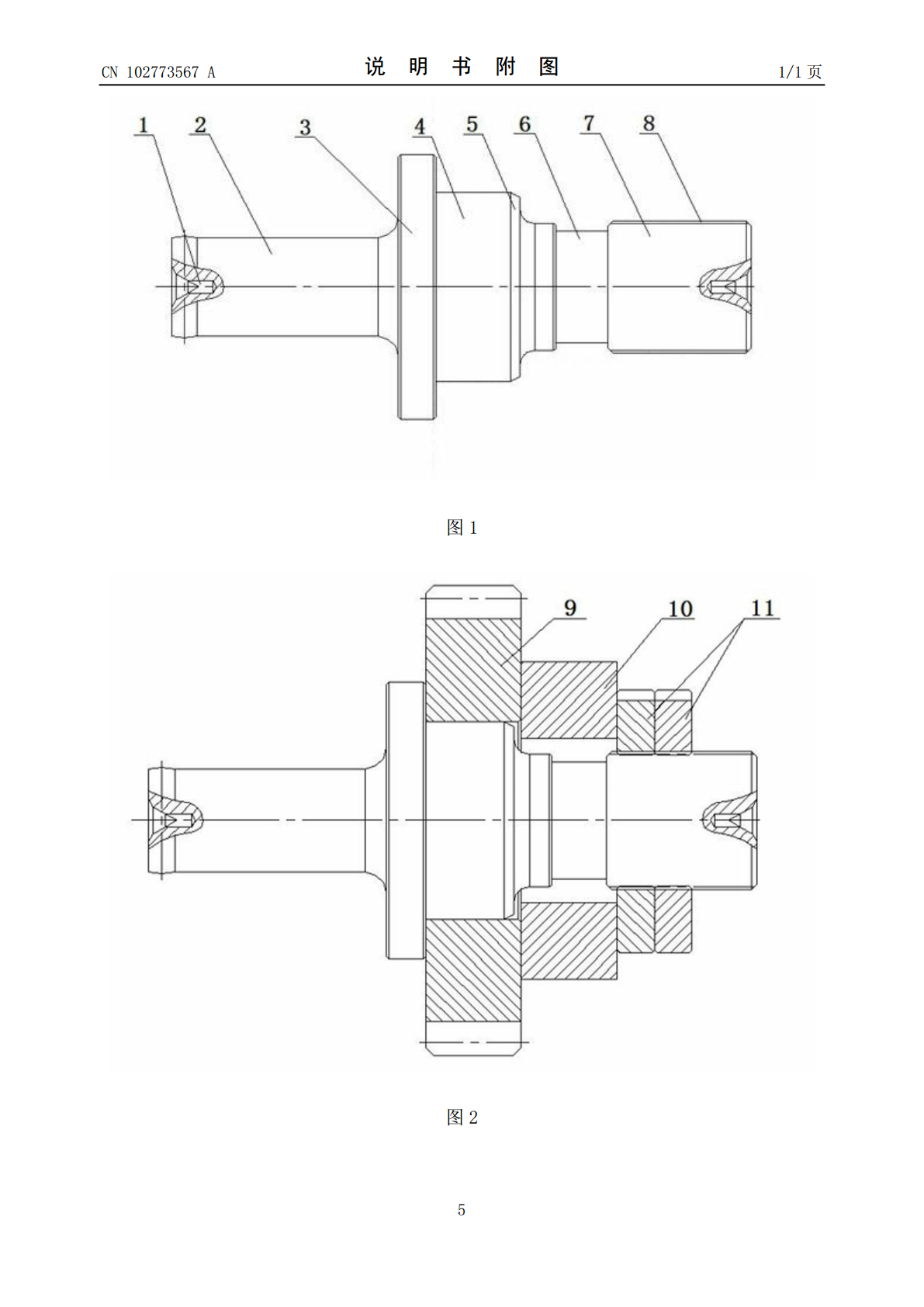
本发明涉及一种齿轮磨齿加工用装夹芯棒,它的特点是包括本体,所述本体由第一柱体、第二柱体、第三柱体、第四柱体和第五柱体依次同心连接而成,所述第二柱体直径>第三柱体直径>第五柱体直径>第四柱体直径≥第一柱体直径。所述本体上在两端面中心位置处均开有螺孔,所述第五柱体的外侧壁上加工有外螺纹。采用这种芯棒作为辅助装夹工具加工而成的齿轮,加工精度高,使用寿命较长。

一种磨齿机用齿轮装夹装置.pdf
本发明提出了一种磨齿机用齿轮装夹装置,包括:装夹本体,所述装夹本体上设置有与磨齿机紧固连接的连接盘,连接盘上表面设置有用于套接齿轮内孔的锥形台,所述锥形台外侧面上等间距设置有多个安装面;压紧组件,包括锁紧块、压紧盘、螺栓及螺母,所述锁紧块滑动设在所述安装面上,所述压紧盘的底面与锁紧块的顶面相贴合,所述螺母设置在压紧盘顶面,所述螺栓穿过连接盘、锥形台及压紧盘并与所述螺母相连接;其中,所述压紧盘在螺母锁紧作用力下下压锁紧块,使所述锁紧块沿锥形台侧面向外扩长以锁紧齿轮内孔。本发明通过压紧盘下压锁紧块来对齿轮内孔
一种能够快速装夹的磨齿芯轴及装夹卡套.pdf
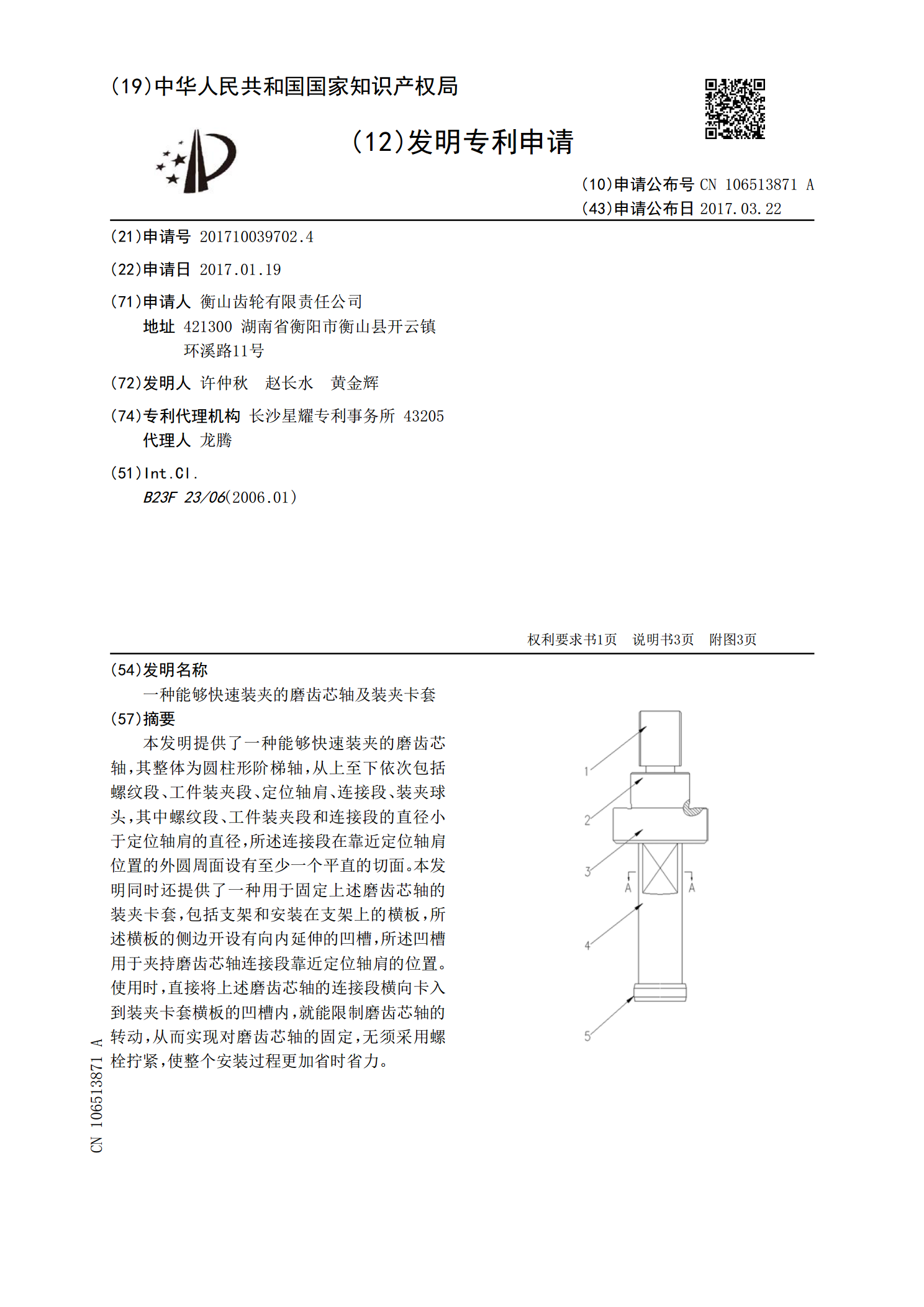
本发明提供了一种能够快速装夹的磨齿芯轴,其整体为圆柱形阶梯轴,从上至下依次包括螺纹段、工件装夹段、定位轴肩、连接段、装夹球头,其中螺纹段、工件装夹段和连接段的直径小于定位轴肩的直径,所述连接段在靠近定位轴肩位置的外圆周面设有至少一个平直的切面。本发明同时还提供了一种用于固定上述磨齿芯轴的装夹卡套,包括支架和安装在支架上的横板,所述横板的侧边开设有向内延伸的凹槽,所述凹槽用于夹持磨齿芯轴连接段靠近定位轴肩的位置。使用时,直接将上述磨齿芯轴的连接段横向卡入到装夹卡套横板的凹槽内,就能限制磨齿芯轴的转动,从而实
大端面齿轮磨齿加工用芯轴组件.pdf
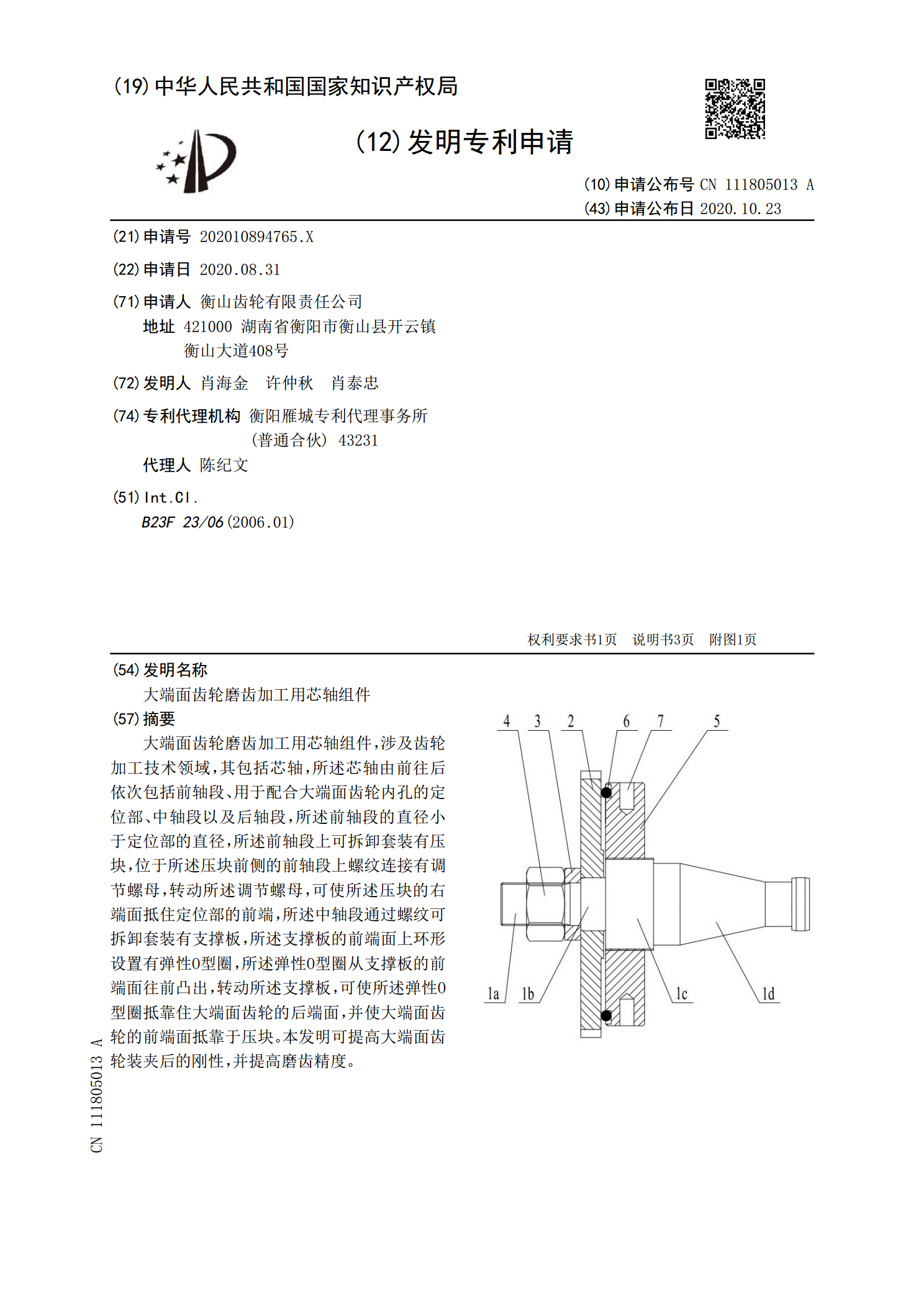
大端面齿轮磨齿加工用芯轴组件,涉及齿轮加工技术领域,其包括芯轴,所述芯轴由前往后依次包括前轴段、用于配合大端面齿轮内孔的定位部、中轴段以及后轴段,所述前轴段的直径小于定位部的直径,所述前轴段上可拆卸套装有压块,位于所述压块前侧的前轴段上螺纹连接有调节螺母,转动所述调节螺母,可使所述压块的右端面抵住定位部的前端,所述中轴段通过螺纹可拆卸套装有支撑板,所述支撑板的前端面上环形设置有弹性O型圈,所述弹性O型圈从支撑板的前端面往前凸出,转动所述支撑板,可使所述弹性O型圈抵靠住大端面齿轮的后端面,并使大端面齿轮的前

风力发电设备行星齿轮的磨齿装夹装置.pdf
一种风力发电设备行星齿轮的磨齿装夹装置,包括一用于支撑工件的夹具座、一轴定位压块,所述夹具座呈阶梯状圆柱,该阶梯状圆柱的底部为直径大于中段圆柱的安装定位底台,所述安装定位底台的圆周均布设有多个用于安装固定的径向开口槽,该阶梯状圆柱的上部为直径大于中段圆柱的工件定位台,所述工件定位台的上端设有圆环状对中定位台阶,该圆环状对中定位台阶的凸台部与安装定位底台为同心圆,该凸台部的直径比被加工齿轮的轴孔直径小0.05~0.1mm,所述圆环状对中定位台阶的水平面与安装定位底台的底面平行,所述圆环状对中定位台阶的圆心设