
一种进料装置.pdf

飞飙****ng


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种进料装置及进料方法.pdf
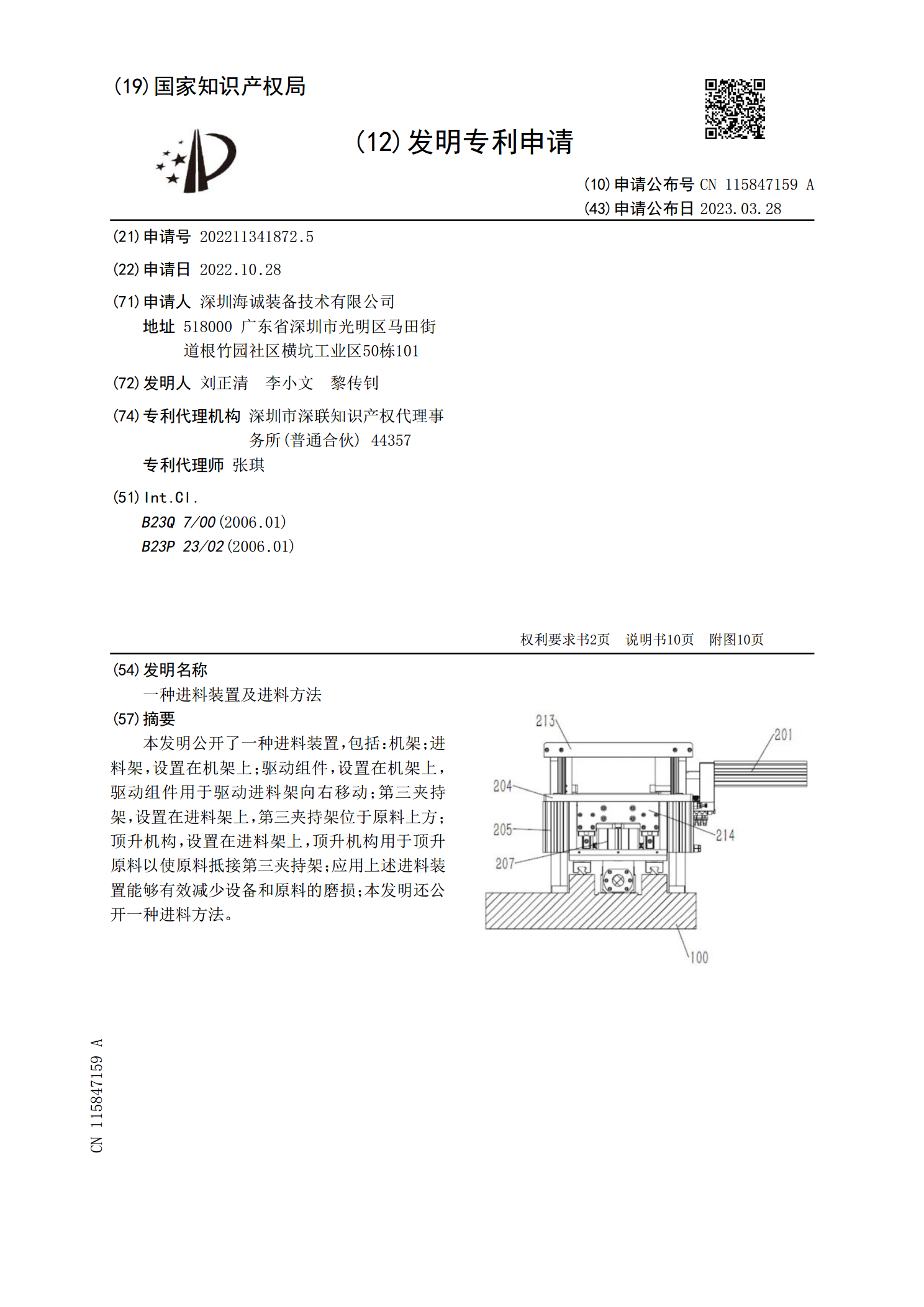
本发明公开了一种进料装置,包括:机架;进料架,设置在机架上;驱动组件,设置在机架上,驱动组件用于驱动进料架向右移动;第三夹持架,设置在进料架上,第三夹持架位于原料上方;顶升机构,设置在进料架上,顶升机构用于顶升原料以使原料抵接第三夹持架;应用上述进料装置能够有效减少设备和原料的磨损;本发明还公开一种进料方法。
一种进料装置.pdf
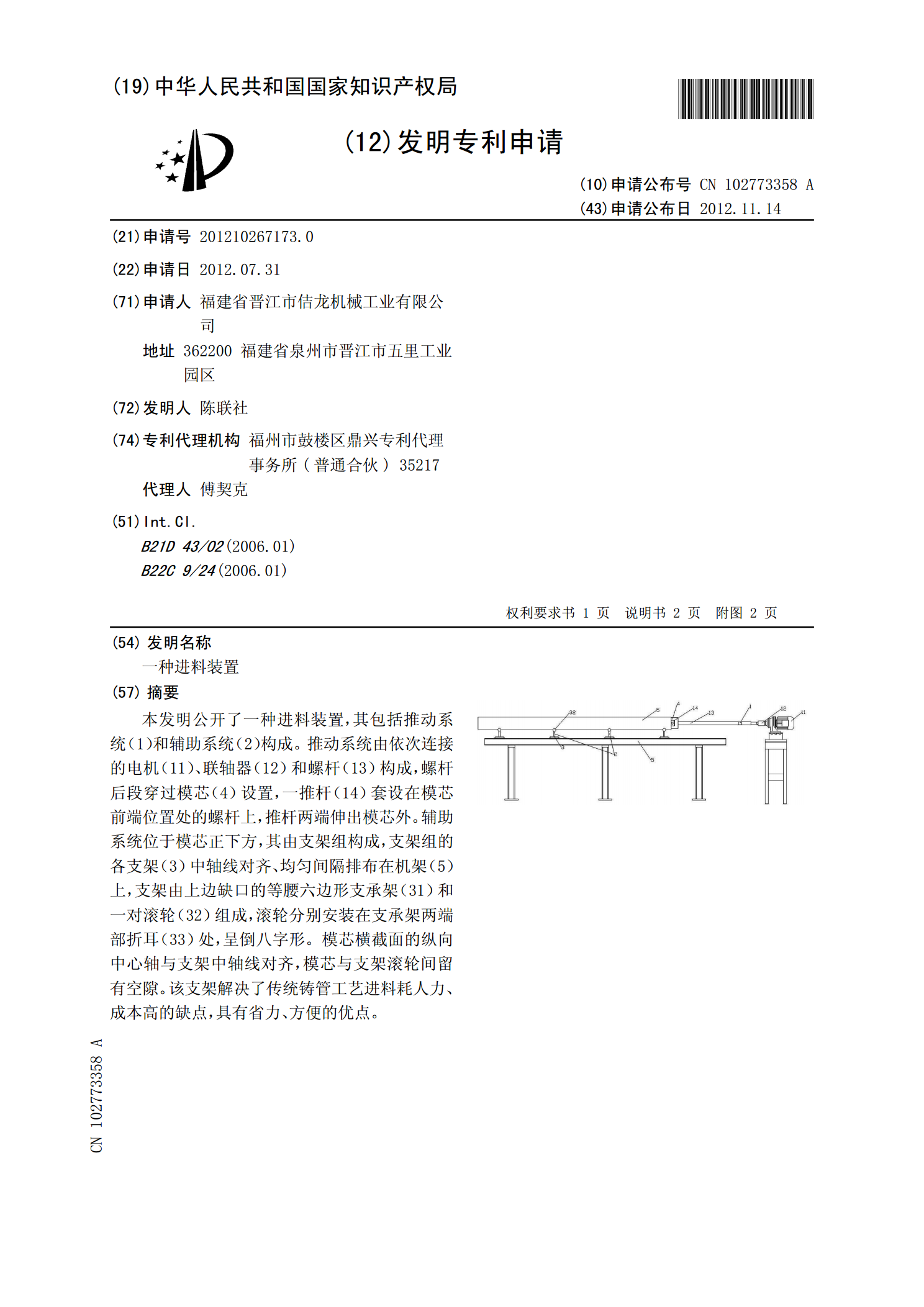
本发明公开了一种进料装置,其包括推动系统(1)和辅助系统(2)构成。推动系统由依次连接的电机(11)、联轴器(12)和螺杆(13)构成,螺杆后段穿过模芯(4)设置,一推杆(14)套设在模芯前端位置处的螺杆上,推杆两端伸出模芯外。辅助系统位于模芯正下方,其由支架组构成,支架组的各支架(3)中轴线对齐、均匀间隔排布在机架(5)上,支架由上边缺口的等腰六边形支承架(31)和一对滚轮(32)组成,滚轮分别安装在支承架两端部折耳(33)处,呈倒八字形。模芯横截面的纵向中心轴与支架中轴线对齐,模芯与支架滚轮间留有空隙
一种进料装置.pdf
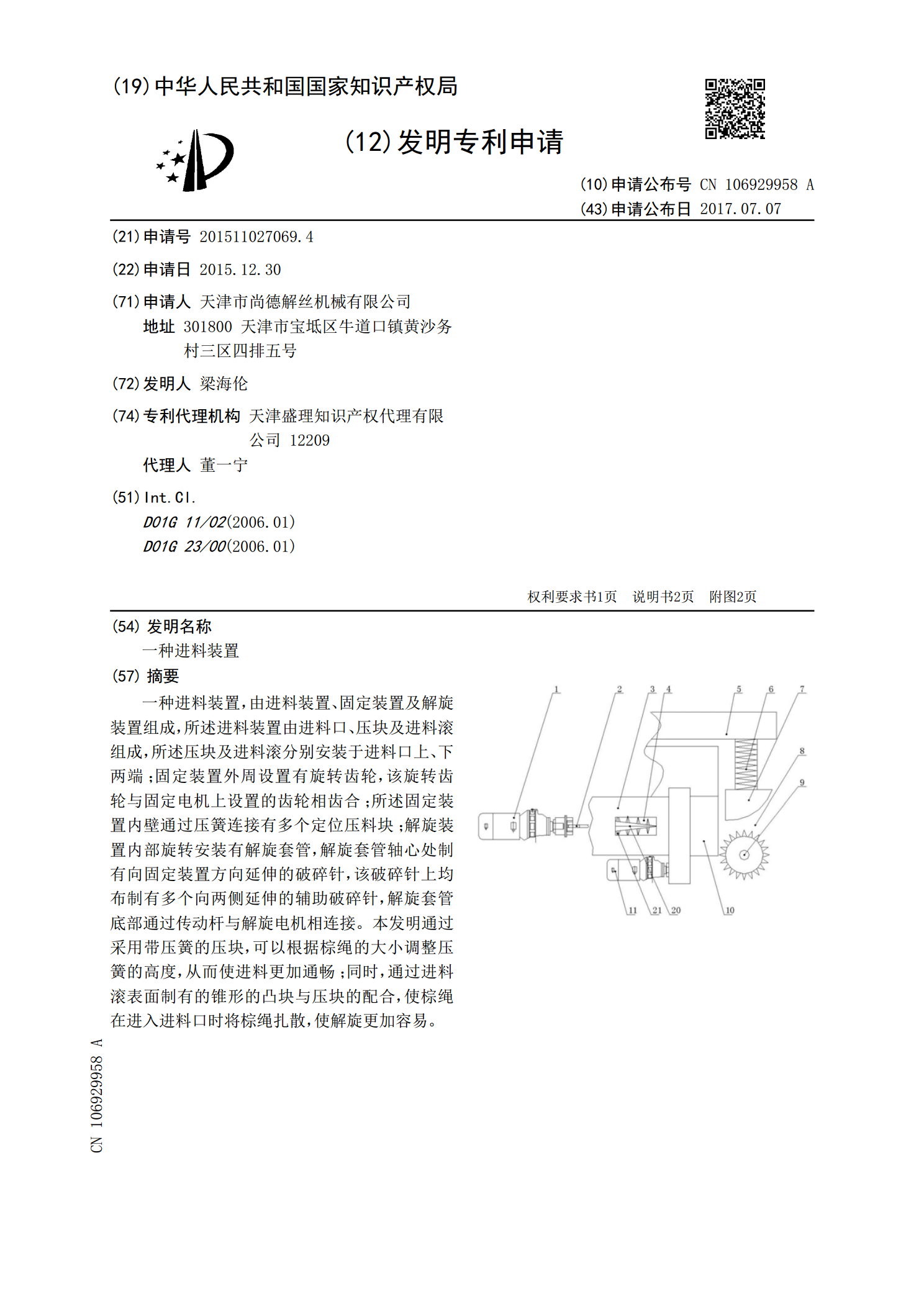
一种进料装置,由进料装置、固定装置及解旋装置组成,所述进料装置由进料口、压块及进料滚组成,所述压块及进料滚分别安装于进料口上、下两端;固定装置外周设置有旋转齿轮,该旋转齿轮与固定电机上设置的齿轮相齿合;所述固定装置内壁通过压簧连接有多个定位压料块;解旋装置内部旋转安装有解旋套管,解旋套管轴心处制有向固定装置方向延伸的破碎针,该破碎针上均布制有多个向两侧延伸的辅助破碎针,解旋套管底部通过传动杆与解旋电机相连接。本发明通过采用带压簧的压块,可以根据棕绳的大小调整压簧的高度,从而使进料更加通畅;同时,通过进料滚
一种进料装置.pdf
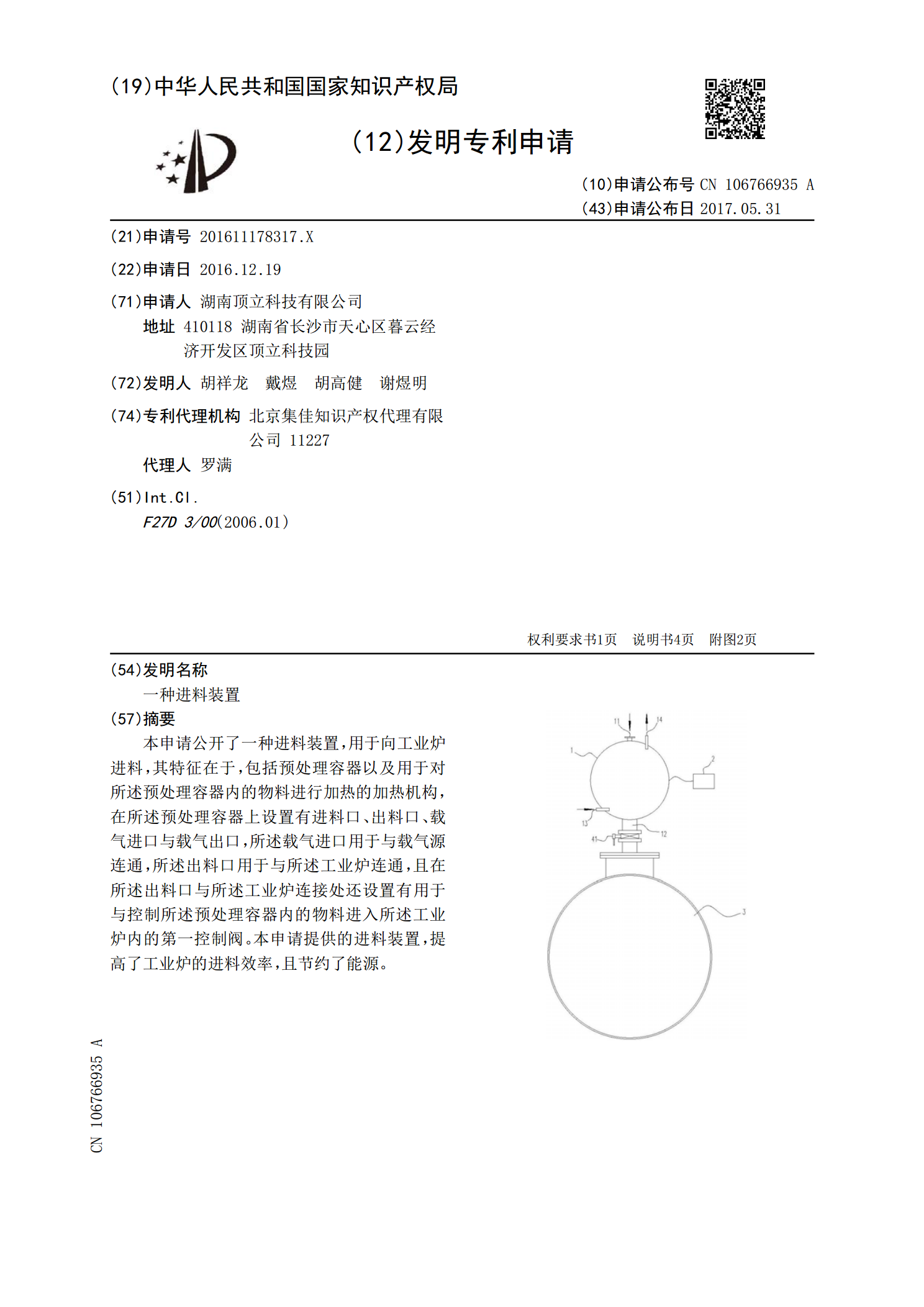
本申请公开了一种进料装置,用于向工业炉进料,其特征在于,包括预处理容器以及用于对所述预处理容器内的物料进行加热的加热机构,在所述预处理容器上设置有进料口、出料口、载气进口与载气出口,所述载气进口用于与载气源连通,所述出料口用于与所述工业炉连通,且在所述出料口与所述工业炉连接处还设置有用于与控制所述预处理容器内的物料进入所述工业炉内的第一控制阀。本申请提供的进料装置,提高了工业炉的进料效率,且节约了能源。
一种进料装置.pdf
本实用新型公开了一种进料装置,包括:机架;进料架,设置在机架上;驱动组件,设置在机架上,驱动组件用于驱动进料架向右移动;第三夹持架,设置在进料架上,第三夹持架位于原料上方;顶升机构,设置在进料架上,顶升机构用于顶升原料以使原料抵接第三夹持架;应用上述进料装置能够有效减少设备和原料的磨损。