
一种多线切割机导轮的开槽方法.pdf

书生****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种多线切割机导轮的开槽方法.pdf
本发明公开了一种多线切割机导轮的开槽方法,包括以下步骤:1)对导轮进行精车操作,将导轮表面加工平整光滑;2)对导轮进行开槽操作:开槽刀在导轮上挤压入刀,先用刀尖修型削出导轮槽型的一侧面,到达导轮槽型的谷底时,再用开槽刀的刀尖和与导轮槽型另一侧面对应的刀刃修型削出导轮槽型的另一侧面,以此修型车削的方式沿导轮轴向在预设开槽宽度内依次加工出导轮槽型;其中,开槽刀的刀尖角度小于槽型角度。由于开槽刀的刀尖角度小于槽型角度,以不离开导轮表面的修型车削开槽方式加工出导轮槽型,在加工导轮槽型时,相邻已开导轮槽型不受开槽刀
一种多线切割导轮的开槽方法.pdf
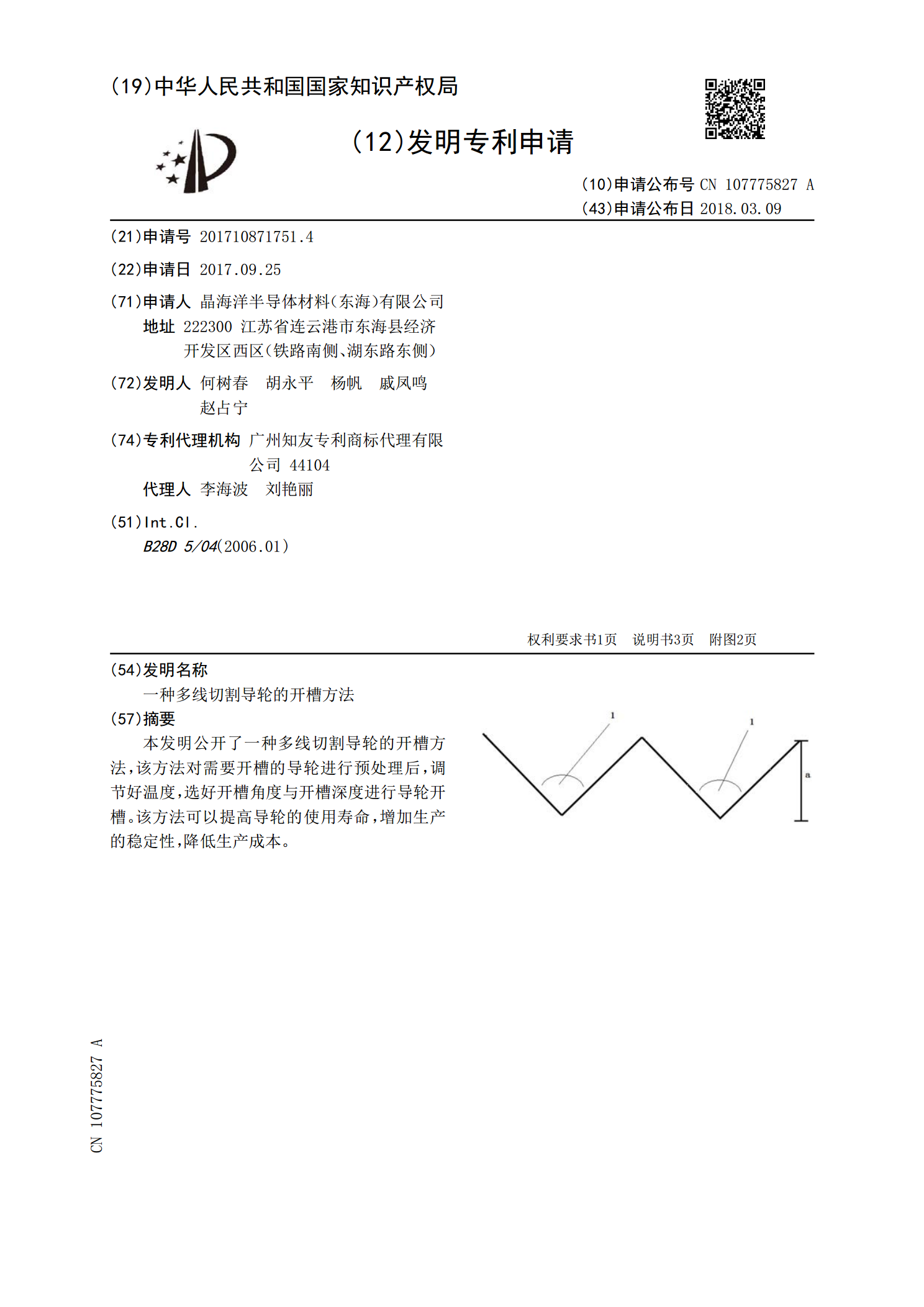
本发明公开了一种多线切割导轮的开槽方法,该方法对需要开槽的导轮进行预处理后,调节好温度,选好开槽角度与开槽深度进行导轮开槽。该方法可以提高导轮的使用寿命,增加生产的稳定性,降低生产成本。
多槽一次成型金刚线导轮开槽方法.pdf
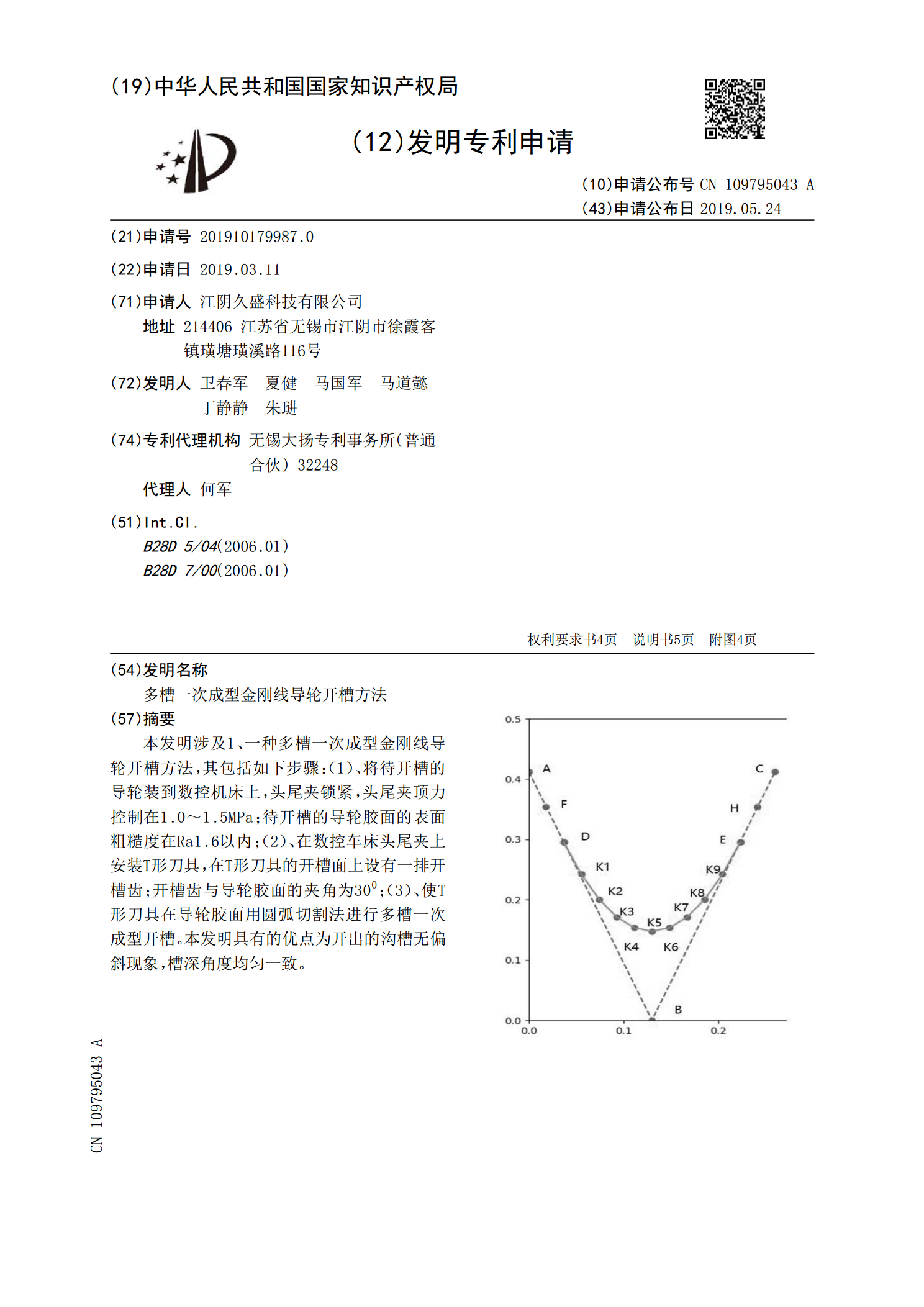
本发明涉及1、一种多槽一次成型金刚线导轮开槽方法,其包括如下步骤:(1)、将待开槽的导轮装到数控机床上,头尾夹锁紧,头尾夹顶力控制在1.0~1.5MPa;待开槽的导轮胶面的表面粗糙度在Ra1.6以内;(2)、在数控车床头尾夹上安装T形刀具,在T形刀具的开槽面上设有一排开槽齿;开槽齿与导轮胶面的夹角为30
切割导轮及其开槽方法、开槽机、多线切割设备.pdf
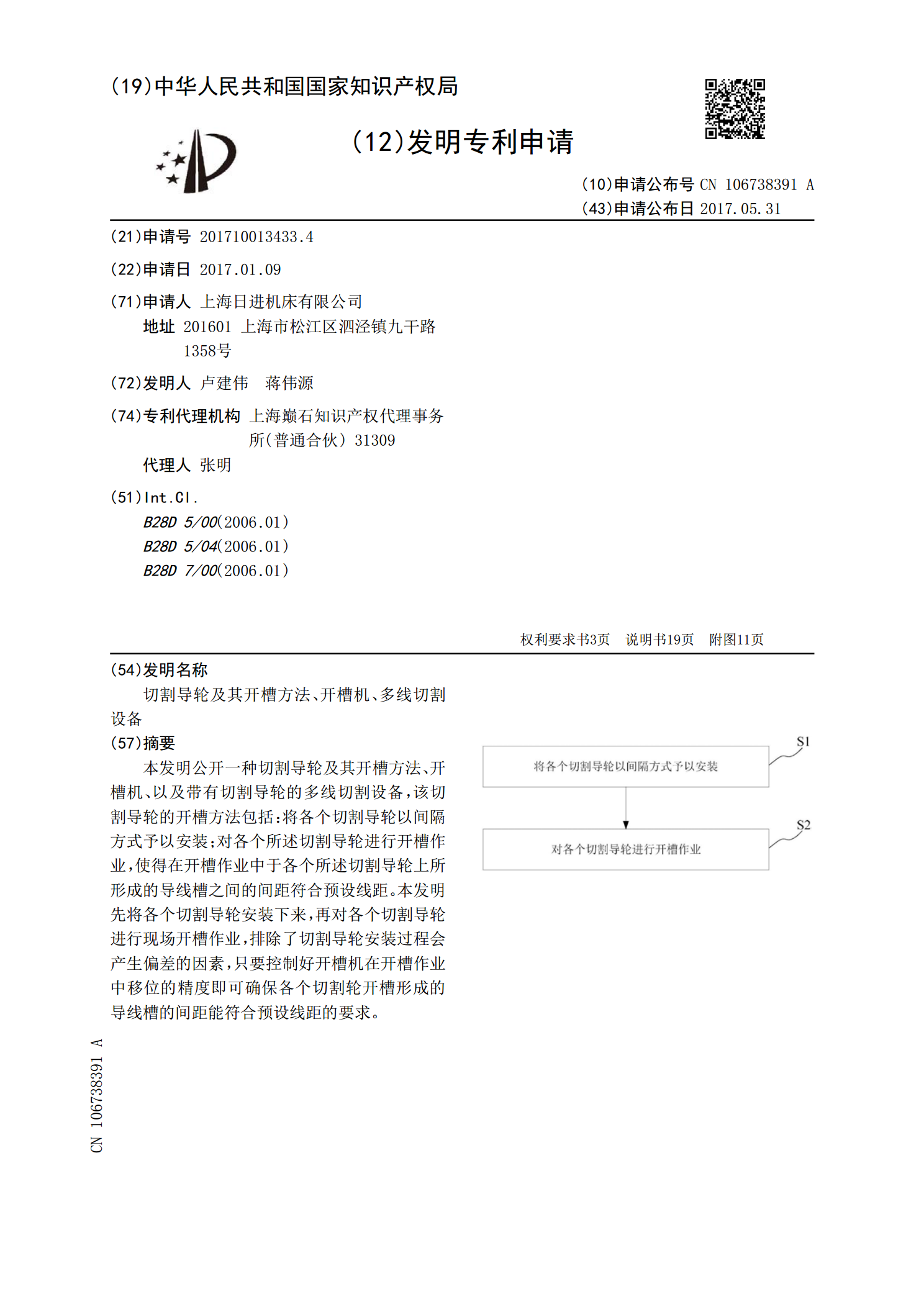
本发明公开一种切割导轮及其开槽方法、开槽机、以及带有切割导轮的多线切割设备,该切割导轮的开槽方法包括:将各个切割导轮以间隔方式予以安装;对各个所述切割导轮进行开槽作业,使得在开槽作业中于各个所述切割导轮上所形成的导线槽之间的间距符合预设线距。本发明先将各个切割导轮安装下来,再对各个切割导轮进行现场开槽作业,排除了切割导轮安装过程会产生偏差的因素,只要控制好开槽机在开槽作业中移位的精度即可确保各个切割轮开槽形成的导线槽的间距能符合预设线距的要求。
一种改进的多线切割机走线导轮部装.pdf
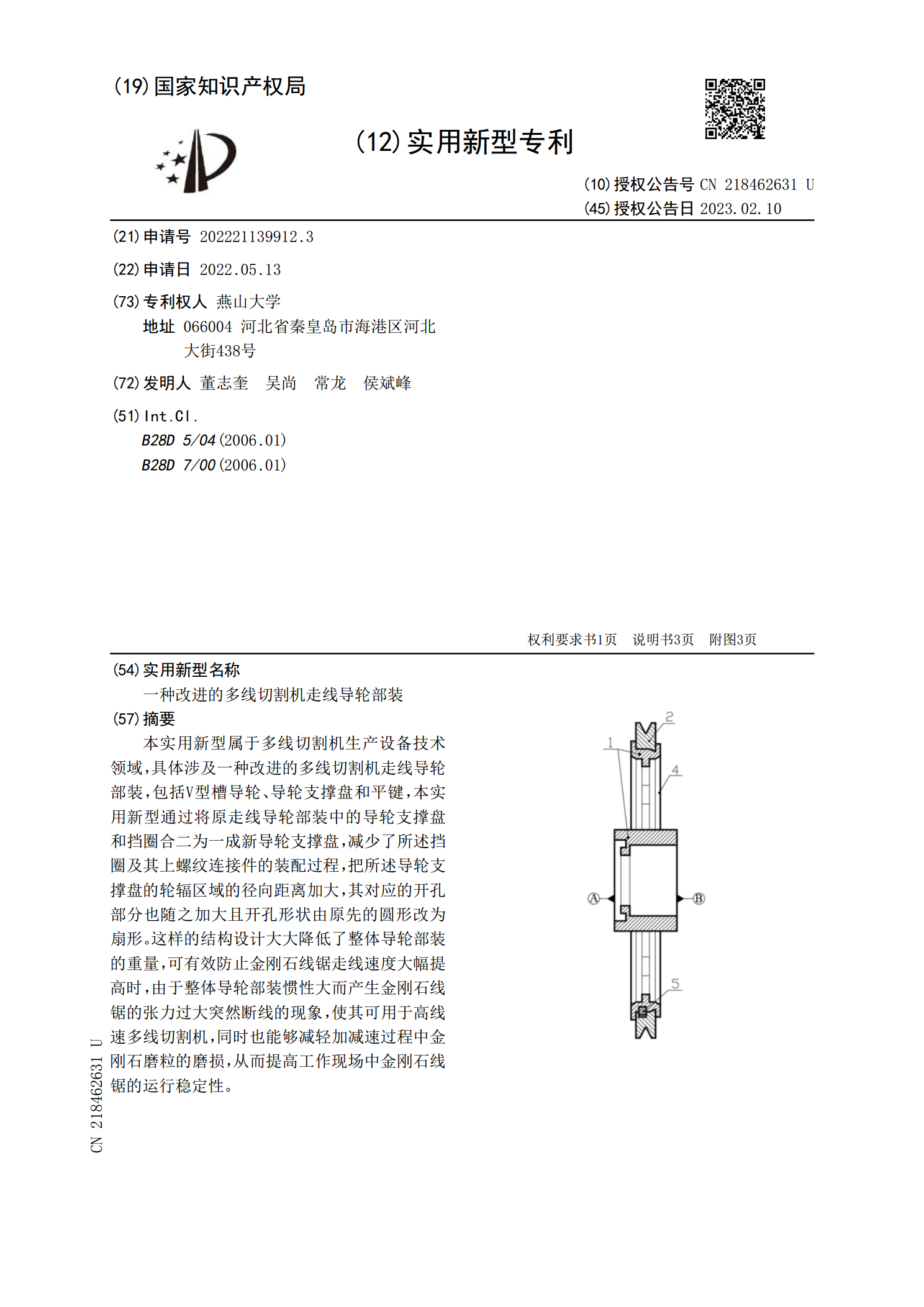
本实用新型属于多线切割机生产设备技术领域,具体涉及一种改进的多线切割机走线导轮部装,包括V型槽导轮、导轮支撑盘和平键,本实用新型通过将原走线导轮部装中的导轮支撑盘和挡圈合二为一成新导轮支撑盘,减少了所述挡圈及其上螺纹连接件的装配过程,把所述导轮支撑盘的轮辐区域的径向距离加大,其对应的开孔部分也随之加大且开孔形状由原先的圆形改为扇形。这样的结构设计大大降低了整体导轮部装的重量,可有效防止金刚石线锯走线速度大幅提高时,由于整体导轮部装惯性大而产生金刚石线锯的张力过大突然断线的现象,使其可用于高线速多线切割机,