
一种空心夹层结构及其制造方法.pdf

慧红****ad


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种空心夹层结构及其制造方法.pdf
本发明涉及一种空心夹层结构及其制造方法,其中,所述夹层结构内部为中空腔或由中空腔和实心结构组成,所述中空腔内具有加强筋,所述夹层结构的上面板和下面板之间具有中空腔,所述加强筋包括设置在上面板上的上面板加强筋,以及设置在下面板上的下面板加强筋,本发明在空心夹层结构的生产过程中分别对上面板和下面板的内部的加强筋结构进行加工,然后再进行扩散焊接,最后对其外部轮廓进行加工完成对空心夹层结构的制造,可以简化夹层结构的工艺过程,提高其成品率,降低其生产成本,并且表面质量好,无弱连接,产品的重心可调,可以增加局部位置的
夹层结构件及其制造方法.pdf
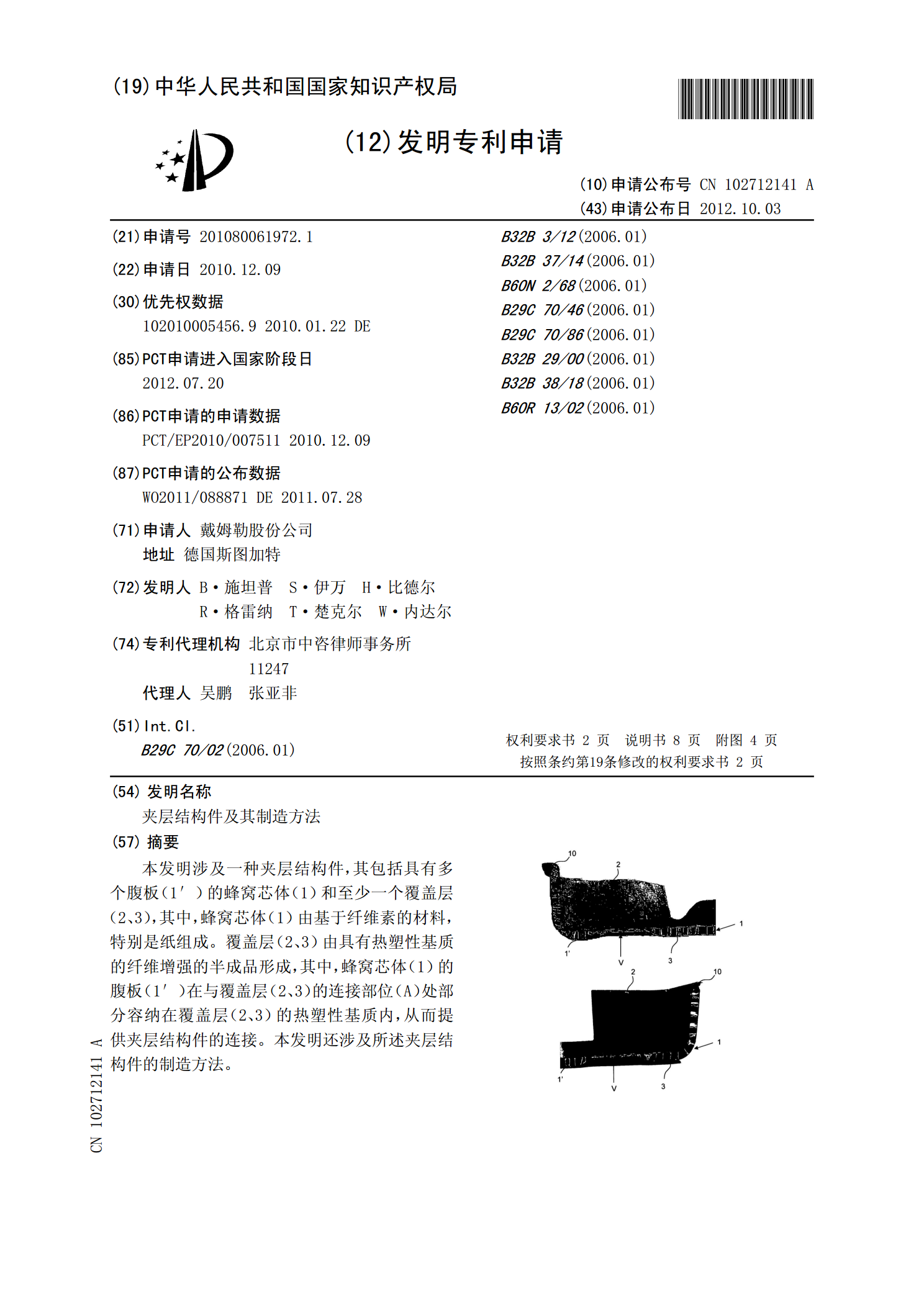
本发明涉及一种夹层结构件,其包括具有多个腹板(1′)的蜂窝芯体(1)和至少一个覆盖层(2、3),其中,蜂窝芯体(1)由基于纤维素的材料,特别是纸组成。覆盖层(2、3)由具有热塑性基质的纤维增强的半成品形成,其中,蜂窝芯体(1)的腹板(1′)在与覆盖层(2、3)的连接部位(A)处部分容纳在覆盖层(2、3)的热塑性基质内,从而提供夹层结构件的连接。本发明还涉及所述夹层结构件的制造方法。

一种三层空心叶片结构及其制造方法.pdf
本发明涉及一种三层空心叶片结构及其制造方法。该方法包括:通过机械或化学加工方法,在两侧的蒙皮内表面加工出多个凸台;在蒙皮内表面上凸台以外的部位涂覆扩散连接隔离剂;通过机械或化学加工方法,加工出变截面厚度的斜削芯板;在斜削芯板的厚度变窄端加工进气槽;将中间芯板装夹于有凸台的两侧蒙皮之间,在形成的三层叠层结构四周焊接封边;将组合封边后的三层叠层结构经真空封装后放置于热等压炉中进行扩散连接,使中间芯板和两侧的蒙皮在凸台部位实现连接;通过芯板上的进气槽向扩散连接后的三层叠层结构内部充入惰性气体进行超塑成形,使芯板
一种钛合金空心夹层结构的制备方法.pdf
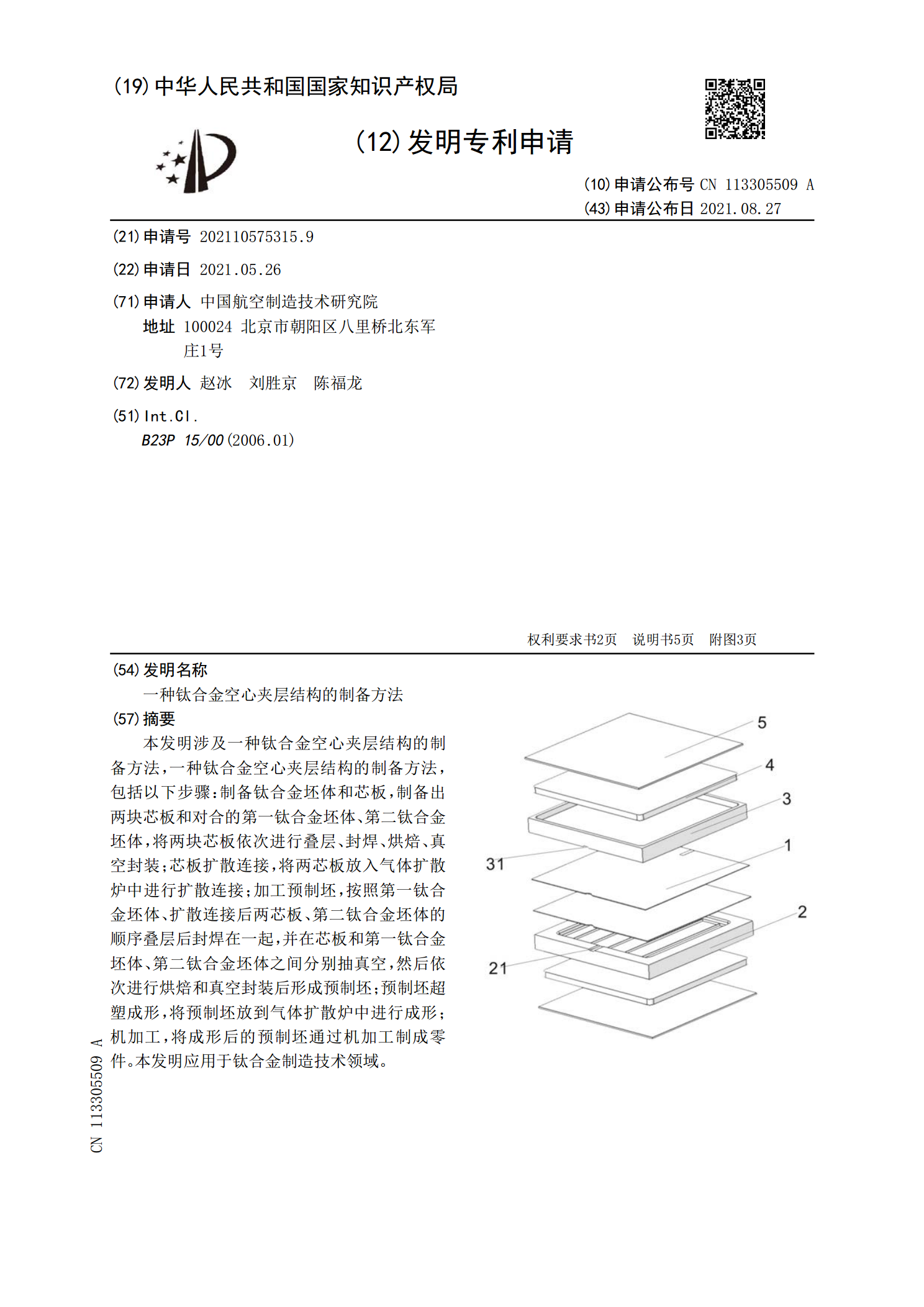
本发明涉及一种钛合金空心夹层结构的制备方法,一种钛合金空心夹层结构的制备方法,包括以下步骤:制备钛合金坯体和芯板,制备出两块芯板和对合的第一钛合金坯体、第二钛合金坯体,将两块芯板依次进行叠层、封焊、烘焙、真空封装;芯板扩散连接,将两芯板放入气体扩散炉中进行扩散连接;加工预制坯,按照第一钛合金坯体、扩散连接后两芯板、第二钛合金坯体的顺序叠层后封焊在一起,并在芯板和第一钛合金坯体、第二钛合金坯体之间分别抽真空,然后依次进行烘焙和真空封装后形成预制坯;预制坯超塑成形,将预制坯放到气体扩散炉中进行成形;机加工,将

夹层结构面板及制造方法.pdf
描述了夹层结构的噪声衰减和/或结构面板以及使用超声焊接制造这种面板的方法。该方法包括:接收背衬构件、片材和蜂窝状结构;在所述背衬构件和所述片材之间组装所述蜂窝状结构;以及将所述背衬构件和所述片材超声焊接在一起。