
热镀锌长杆内吹同步冷却工艺.pdf

含秀****66


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热镀锌长杆内吹同步冷却工艺.pdf
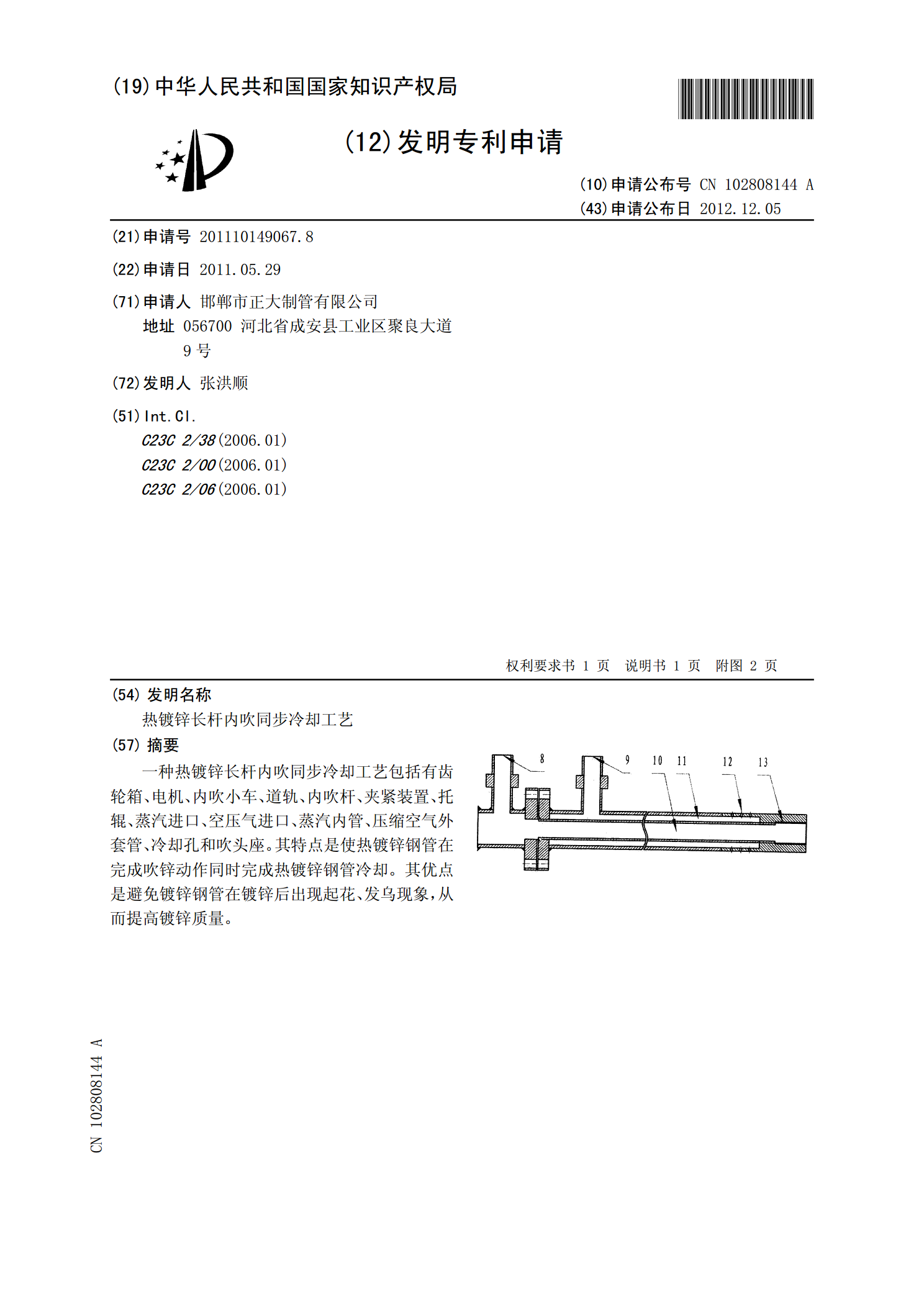
一种热镀锌长杆内吹同步冷却工艺包括有齿轮箱、电机、内吹小车、道轨、内吹杆、夹紧装置、托辊、蒸汽进口、空压气进口、蒸汽内管、压缩空气外套管、冷却孔和吹头座。其特点是使热镀锌钢管在完成吹锌动作同时完成热镀锌钢管冷却。其优点是避免镀锌钢管在镀锌后出现起花、发乌现象,从而提高镀锌质量。

内冷却钻头成型工艺.pdf
本发明公开一种内冷却钻头成型工艺,包括:将金属粉末和成型剂加入至密炼机中密炼,密炼均匀后取出冷却,再经破碎机破碎以获得注射成型用的喂料;将喂料加入注塑机料筒并加热至熔融状态,待加热熔融后再将所述喂料注入模具内冷却成型;将注射成型后的胚料加热,所述胚料包括刀柄端和刀刃端,拧旋时,将所述刀柄端夹紧固定并旋转所述刀刃端,以获得螺旋刀刃和螺旋排屑槽部分的螺旋体;将保温拧旋得到的胚料经溶剂浸泡,以使成型剂部分溶解于溶剂中;将脱脂后的胚料置于真空烧结炉内烧结,去除剩余的成型剂并加热;烧结后的胚料形成钻头形状,在工具磨

长杆镀铬设备及工艺.docx
长杆镀铬设备及工艺长杆镀铬设备及工艺摘要:本文主要介绍了长杆镀铬设备及其工艺,包括设备的组成、工艺流程、工艺参数以及质量要求等。同时,还对该设备及工艺在工业生产中的应用前景进行了展望。关键词:长杆镀铬;设备;工艺;应用前景一、引言长杆镀铬是一种常见的表面处理工艺,广泛应用于航空、汽车、家具等行业。该工艺可以提高杆件的耐腐蚀性能,增加杆件的光泽度,提高杆件的使用寿命。二、设备的组成长杆镀铬设备主要由以下几个部分组成:1.清洗槽:用于杆件的预处理,清除杆件表面的污垢和氧化物。2.酸洗槽:用于去除杆件表面的铁锈

超长杆镀铬工艺.docx
超长杆镀铬工艺超长杆镀铬工艺摘要:超长杆镀铬工艺是指在金属杆的表面上涂覆一层镀铬层的工艺过程。本文主要介绍超长杆镀铬工艺的原理、过程以及应用。首先,介绍了镀铬工艺的背景和意义,然后详细讲解了超长杆镀铬工艺的步骤和条件。然后,探讨了超长杆镀铬工艺在汽车、航空等领域的应用,并展望了未来该工艺的发展方向。最后,总结了超长杆镀铬工艺的优缺点,并提出了需要进一步研究的问题。1.引言镀铬是一种常用的表面处理方法,可以提高金属材料的耐腐蚀性、硬度和美观度。超长杆镀铬工艺是在传统的镀铬工艺基础上进行了改进,可以应用于更长
钢丝热镀锌冷却装置.pdf
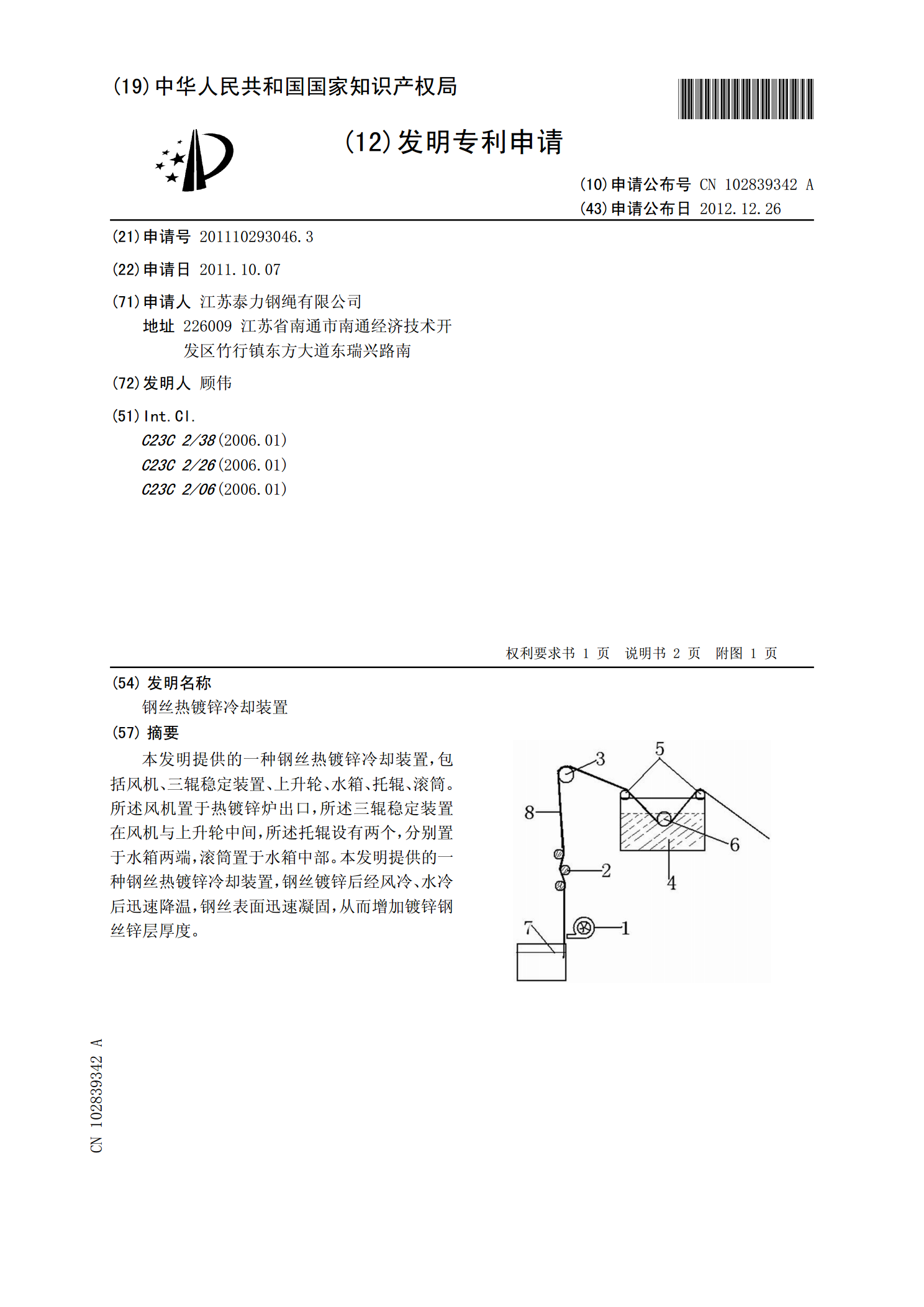
本发明提供的一种钢丝热镀锌冷却装置,包括风机、三辊稳定装置、上升轮、水箱、托辊、滚筒。所述风机置于热镀锌炉出口,所述三辊稳定装置在风机与上升轮中间,所述托辊设有两个,分别置于水箱两端,滚筒置于水箱中部。本发明提供的一种钢丝热镀锌冷却装置,钢丝镀锌后经风冷、水冷后迅速降温,钢丝表面迅速凝固,从而增加镀锌钢丝锌层厚度。