
车辆用车轮制造用的铸型及车辆用车轮的制造方法.pdf

邻家****曼玉


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

车辆用车轮制造用的铸型及车辆用车轮的制造方法.pdf
本发明涉及车辆用车轮制造用的铸型和车轮用车轮的制造方法。本发明提供能够以质量的不均和气孔极其少的状态制造车辆用车轮的技术。车辆用车轮制造用的铸型具有内腔和熔融金属流道,内腔具有向大致水平方向扩展的圆盘成形部(51)、和从圆盘成形部(51)的外周边缘(17)向上方延伸的轮圈成形部(53),轮圈成形部(53)具有内腔(50)的轮圈壁厚(W)从上方向下方减少的轮圈壁厚变化区域(L)。

车辆用车轮制造用的铸型.pdf
本发明提供车辆用车轮制造用的铸型,能够局部地加快熔融金属的凝固速度,且能够反复使用。车辆用车轮制造用的铸型(S)具有内腔(50)和熔融金属流道,内腔(50)具有圆盘成形部(51)和轮圈成形部(53),形成内腔(50)的壁面的一部分的部件使用散热部件(41),该散热部件(41)包含热导率比形成内腔(50)的壁面的其他部分的部件还高的材质,散热部件(41)设置成能够向内腔(50)的内部移动。

铁道车辆车轮轮坯用钢、铁道车辆车轮及制造方法.pdf
本发明公开了一种铁道车辆车轮轮坯用钢,以重量百分比计含有:C:0.1~0.25%,Si:0.7~1.2%,Mn:1.5~2.2%,Cr:0.5~1%,Ni:0.3~0.8%,Mo:0.2~0.4%,余量为Fe及不可避免的杂质。该轮坯用钢在获得高强度的同时保持高韧性。本发明还提供了该轮坯的制造方法以及用该轮坯制成的铁道车辆车轮。
车轮支承用轴承单元的制造方法及制造装置以及车辆的制造方法.pdf
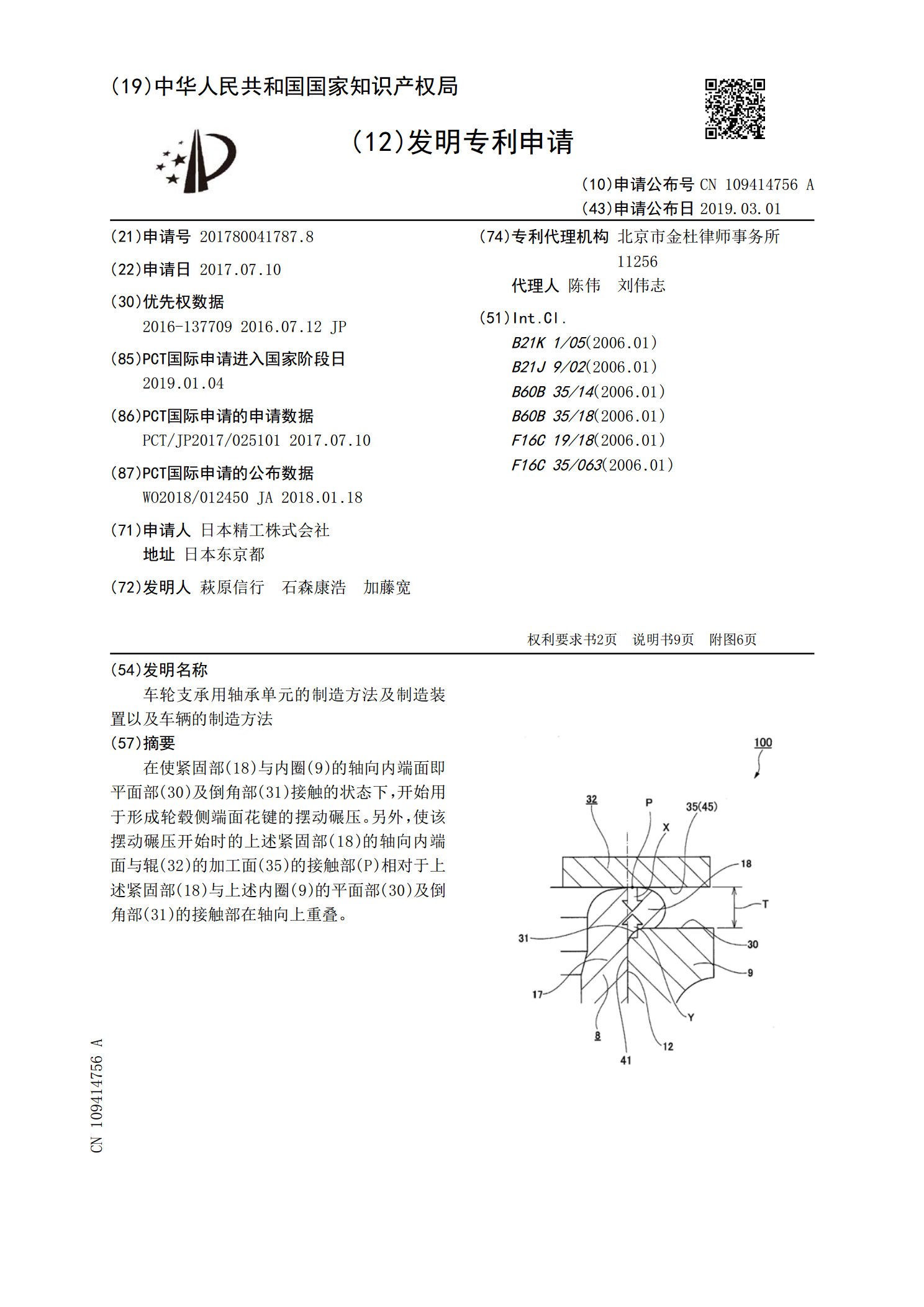
在使紧固部(18)与内圈(9)的轴向内端面即平面部(30)及倒角部(31)接触的状态下,开始用于形成轮毂侧端面花键的摆动碾压。另外,使该摆动碾压开始时的上述紧固部(18)的轴向内端面与辊(32)的加工面(35)的接触部(P)相对于上述紧固部(18)与上述内圈(9)的平面部(30)及倒角部(31)的接触部在轴向上重叠。

车辆用车轮及车辆用车轮的制造方法.pdf
本发明的车辆用车轮(1)在表面侧胎圈座部(12)的径向内方沿车轮的周向连续地设置中空状的空洞部和实心状的非空洞部(22),该非空洞部(22)具有比阀孔(41)的孔截面宽的截面而且在非空洞部(22)设置了阀孔(41)。由此,与在空洞部设置阀孔(41)的车轮相比,用来确保气密性的密封结构不会变得复杂,空气阀门(101)的安装结构可以简化。而且,按照这样的车辆用车轮(1)的制造方法,由于在非空洞部(22)形成阀孔(41),所以,能对切削加工中产生的切削粉末进入并残留在空洞部内的情形加以抑制。