
双组分连续自动混胶机.pdf

冷霜****魔王


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双组分连续自动混胶机.pdf
本发明涉及一种新型双组分自动混胶机。该混胶机包括A料罐(31)、B料罐(32)、A料加料系统(33)、B料加料系统(34)、A料供料计量系统(35)、B料供料计量系统(36)、静态混合系统(37)、喷胶头(38),其中,A、B料罐采用不锈钢夹套罐,夹套内设有加热装置和水循环系统,外加保温层。并设有液位控制、搅拌系统、加气充氮系统;加料系统由齿轮泵组和气控球阀、单向阀组成;供料计量系统由伺服主轴电机、齿轮泵、流量计、控制阀组成,齿轮泵直接由伺服主轴电机驱动,采用PLC伺服驱动控制流量,连续供料、连续喷胶。本
自动混胶机.pdf
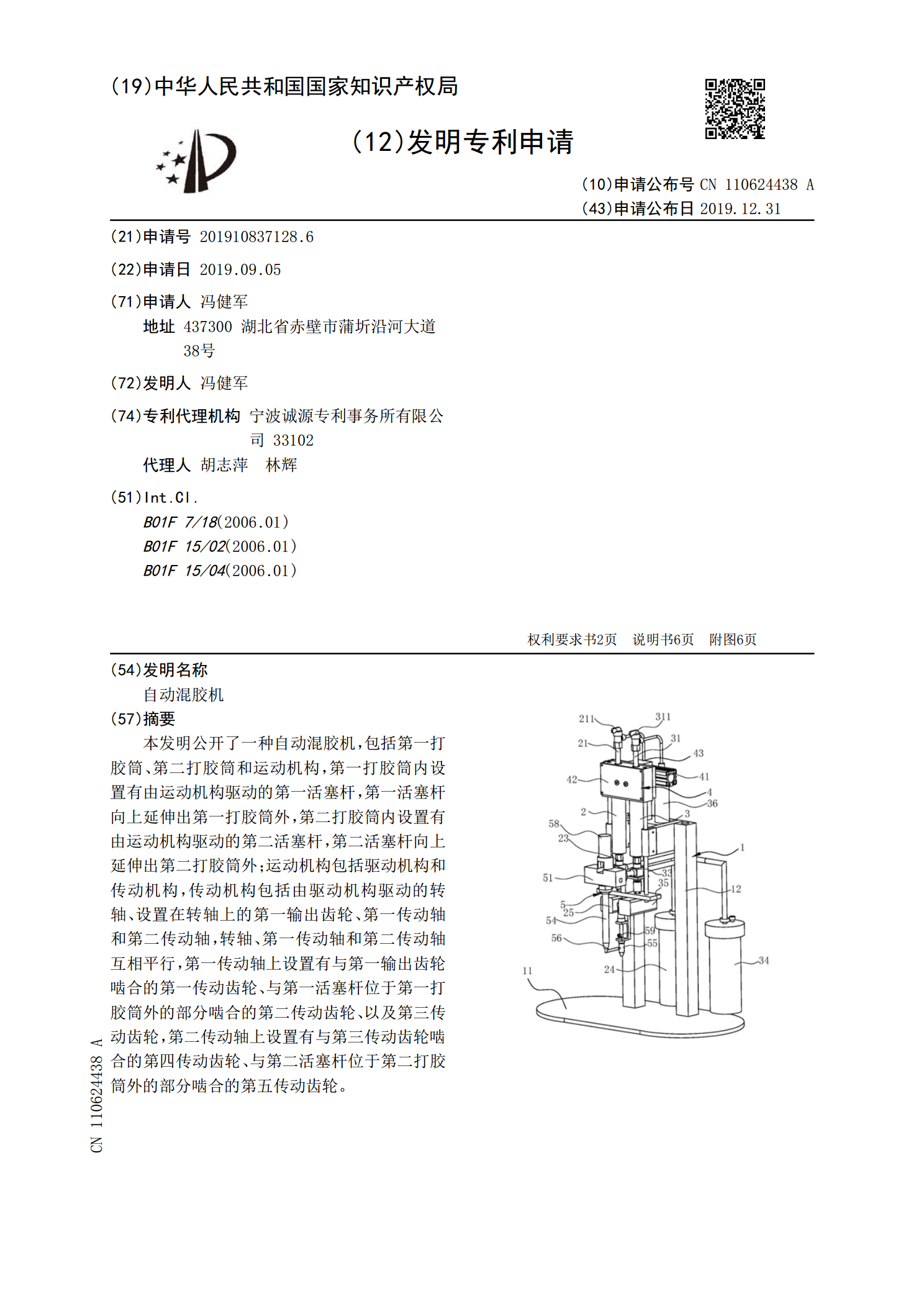
本发明公开了一种自动混胶机,包括第一打胶筒、第二打胶筒和运动机构,第一打胶筒内设置有由运动机构驱动的第一活塞杆,第一活塞杆向上延伸出第一打胶筒外,第二打胶筒内设置有由运动机构驱动的第二活塞杆,第二活塞杆向上延伸出第二打胶筒外;运动机构包括驱动机构和传动机构,传动机构包括由驱动机构驱动的转轴、设置在转轴上的第一输出齿轮、第一传动轴和第二传动轴,转轴、第一传动轴和第二传动轴互相平行,第一传动轴上设置有与第一输出齿轮啮合的第一传动齿轮、与第一活塞杆位于第一打胶筒外的部分啮合的第二传动齿轮、以及第三传动齿轮,第二

一种新型双组分混合轮胎自动喷胶机.pdf
本发明公开了一种用于轮胎喷胶的双组分混合轮胎喷胶机,其主要包括控制装置1、机架2、储料装置3、加热装置4、供胶装置5、喷胶装置6、定位装置7、驱动装置8和清洗装置9等构成。其中储料装置3通过储料桶一31、储料桶二32和清洗剂桶33储存组分一、组分二和清洗剂,两种组分加热到70°后由供胶装置5按照固定比例输送到喷胶装置6,两种组分在混合室中混合均匀,然后喷胶头均匀的喷涂在轮胎内壁上,驱动装置8的A段供轮胎喷胶,B段供轮胎冷却。本发明提供的喷胶机能够实现两种组分胶料的均匀混合,快速达到胶液所需温度,实现了喷涂

一种双液自动施胶机的连续式送胶系统.pdf
本发明提供一种送胶精度高、性价比高和可提高工作效率的双液自动施胶机的连续式送胶系统;该系统包括控制器及与控制器连接的自动泵胶系统一和自动泵胶系统二;自动泵胶系统一是指采用电动往复泵的自动泵胶系统一,自动泵胶系统二是指采用齿轮泵的自动泵胶系统二。本发明的双液自动施胶机的连续式送胶系统能有效解决对含填料的组分胶水(或粘性大的胶水或浓度高的胶水)进行送胶的可行性和连续性的问题,实现送胶系统能将双组分胶水按需要的配比自动送胶,从而降低各行业的用胶成本。本发明的送胶系统能使国内的生产双液施胶机的生产厂家摆脱进口设备

一种用于炭毡的连续自动喷胶机.pdf
本发明涉及喷胶设备,具体为一种用于炭毡的连续自动喷胶机。包括翻毡机构,机架;所述的机架为矩形结构,且机架上设有若干运输单元,所述的运输单元的机架两端设有齿轮运输棍,上方设有倒U型的喷胶支撑架及齿轮运输辊,所述的喷胶支撑架上安装有喷胶机构,若干网带组成了运输辊;所述的最下端的运输机架的外侧设有炭毡挤压机构,所述的翻毡机构由翻毡浸润机构、炭毡浸润机构组成,且每组翻毡机构的下端设有网带清洗机构,翻毡机构通过调整上下链条角度和链条速度使炭毡平稳翻毡,其每组翻毡机构的下端与相邻的翻毡机构相交。其有益效果在于:实现高