
金刚石修整滚轮.pdf

努力****元恺


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金刚石修整滚轮.pdf
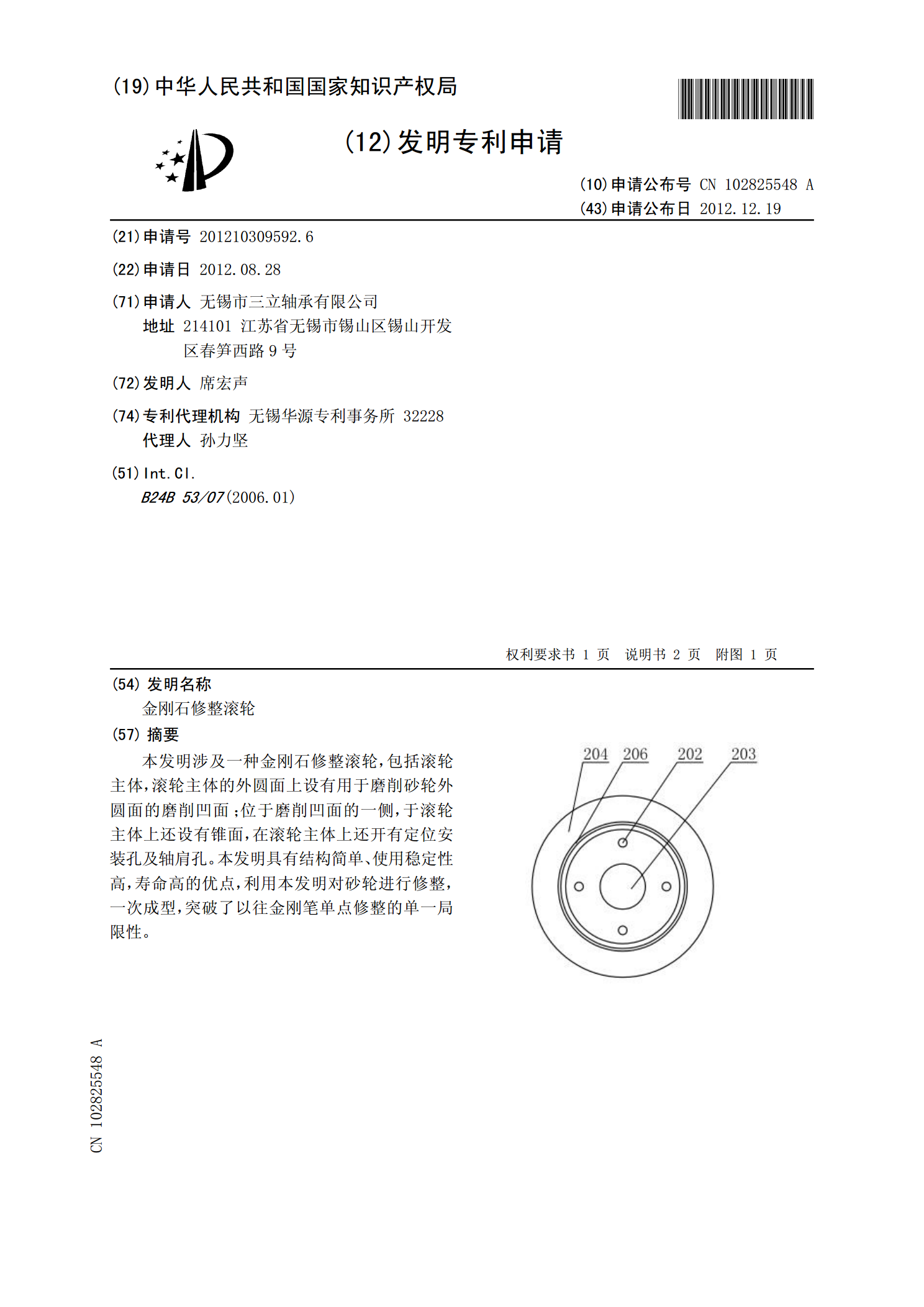
本发明涉及一种金刚石修整滚轮,包括滚轮主体,滚轮主体的外圆面上设有用于磨削砂轮外圆面的磨削凹面;位于磨削凹面的一侧,于滚轮主体上还设有锥面,在滚轮主体上还开有定位安装孔及轴肩孔。本发明具有结构简单、使用稳定性高,寿命高的优点,利用本发明对砂轮进行修整,一次成型,突破了以往金刚笔单点修整的单一局限性。

一种金刚石滚轮砂轮修整器装置.pdf
本发明提供了一种金刚石滚轮砂轮修整器装置,其包括U型支架、主轴部件、滚轮驱动电机部件、垂直调整、水平调整板、高度调整及角度调整等。电机通过减震器和U型支架减少电机振动对金刚石滚轮修整砂轮的振动影响。其特点是装置操作简单,对操作工人的技术要求不高,加工的产品精度一致性好,质量稳定,能显著提高生产效率和产品质量,降低制造成本,容易实现磨削加工自动化。与传统的单点金刚石笔修整相比,生产效率大幅度提高,且加工出的零件表面质量和精度更高,特别适合高精度、大批量生产中。
一种砂轮外圆修整用金刚石滚轮装置.pdf
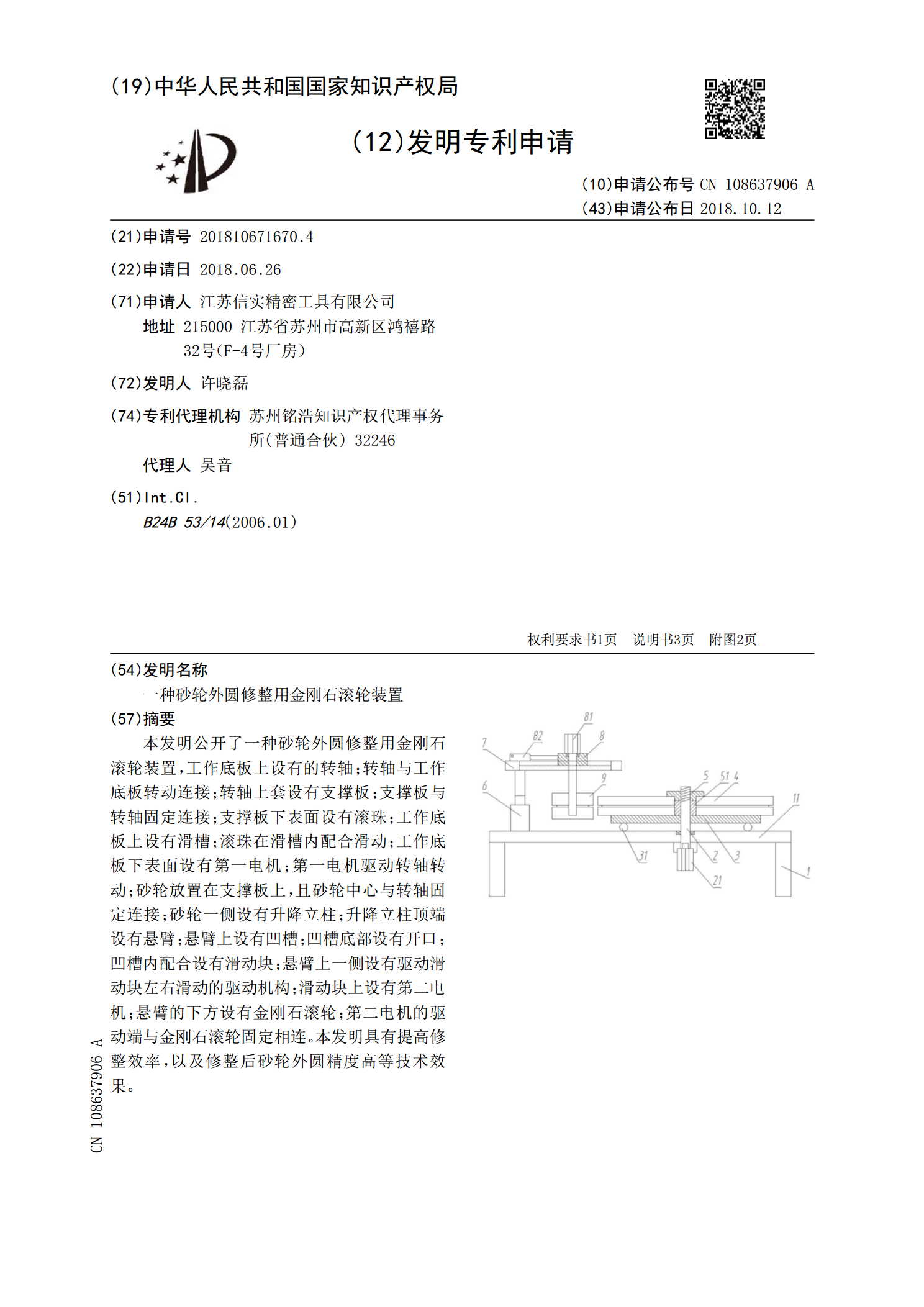
本发明公开了一种砂轮外圆修整用金刚石滚轮装置,工作底板上设有的转轴;转轴与工作底板转动连接;转轴上套设有支撑板;支撑板与转轴固定连接;支撑板下表面设有滚珠;工作底板上设有滑槽;滚珠在滑槽内配合滑动;工作底板下表面设有第一电机;第一电机驱动转轴转动;砂轮放置在支撑板上,且砂轮中心与转轴固定连接;砂轮一侧设有升降立柱;升降立柱顶端设有悬臂;悬臂上设有凹槽;凹槽底部设有开口;凹槽内配合设有滑动块;悬臂上一侧设有驱动滑动块左右滑动的驱动机构;滑动块上设有第二电机;悬臂的下方设有金刚石滚轮;第二电机的驱动端与金刚石
修整砂轮的金刚石滚轮的成型工艺以及石墨基体.pdf
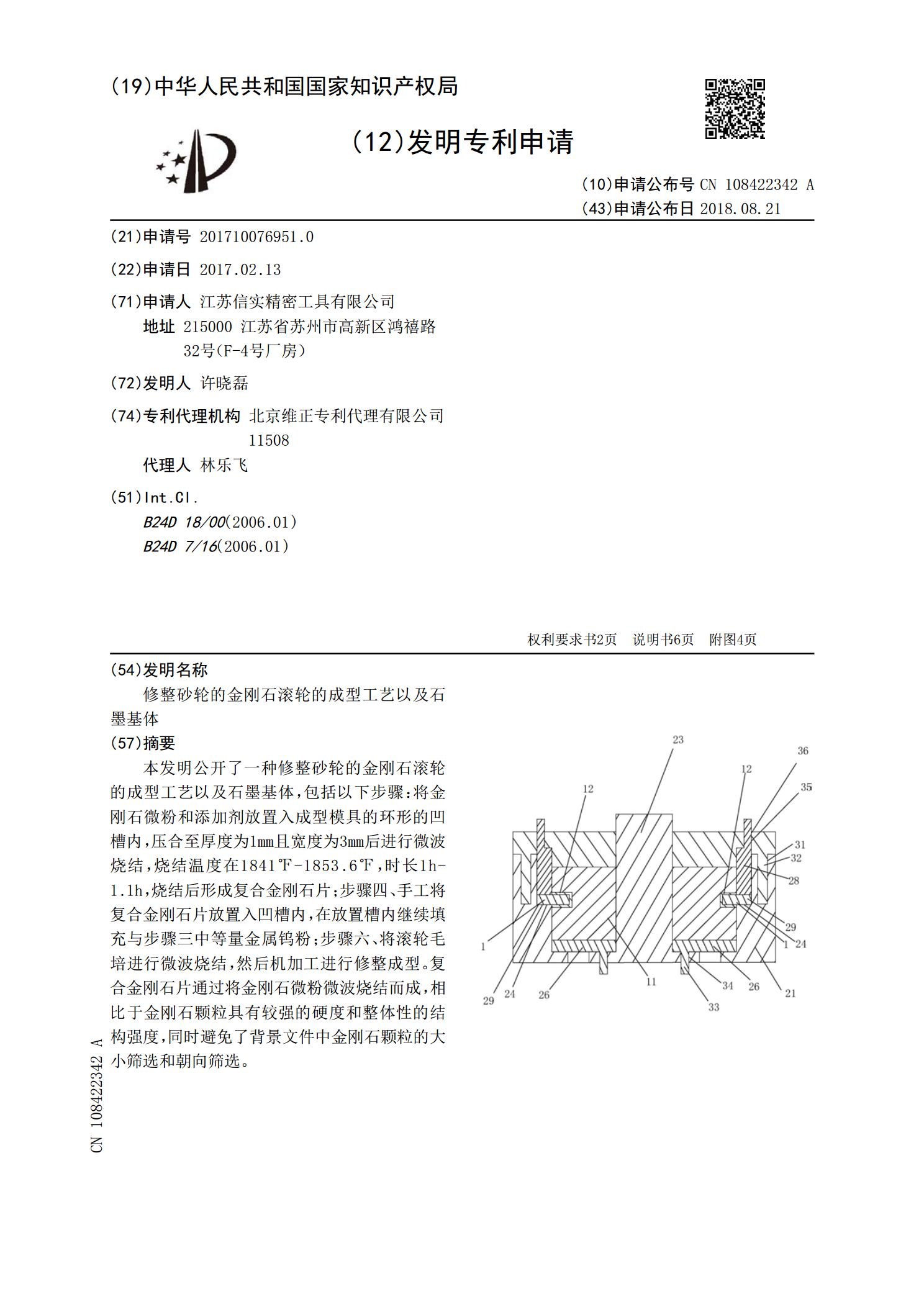
本发明公开了一种修整砂轮的金刚石滚轮的成型工艺以及石墨基体,包括以下步骤:将金刚石微粉和添加剂放置入成型模具的环形的凹槽内,压合至厚度为1㎜且宽度为3㎜后进行微波烧结,烧结温度在1841℉‑1853.6℉,时长1h‑1.1h,烧结后形成复合金刚石片;步骤四、手工将复合金刚石片放置入凹槽内,在放置槽内继续填充与步骤三中等量金属钨粉;步骤六、将滚轮毛培进行微波烧结,然后机加工进行修整成型。复合金刚石片通过将金刚石微粉微波烧结而成,相比于金刚石颗粒具有较强的硬度和整体性的结构强度,同时避免了背景文件中金刚石颗粒
基于金刚石滚轮修整磨床的数字化检测系统.pdf
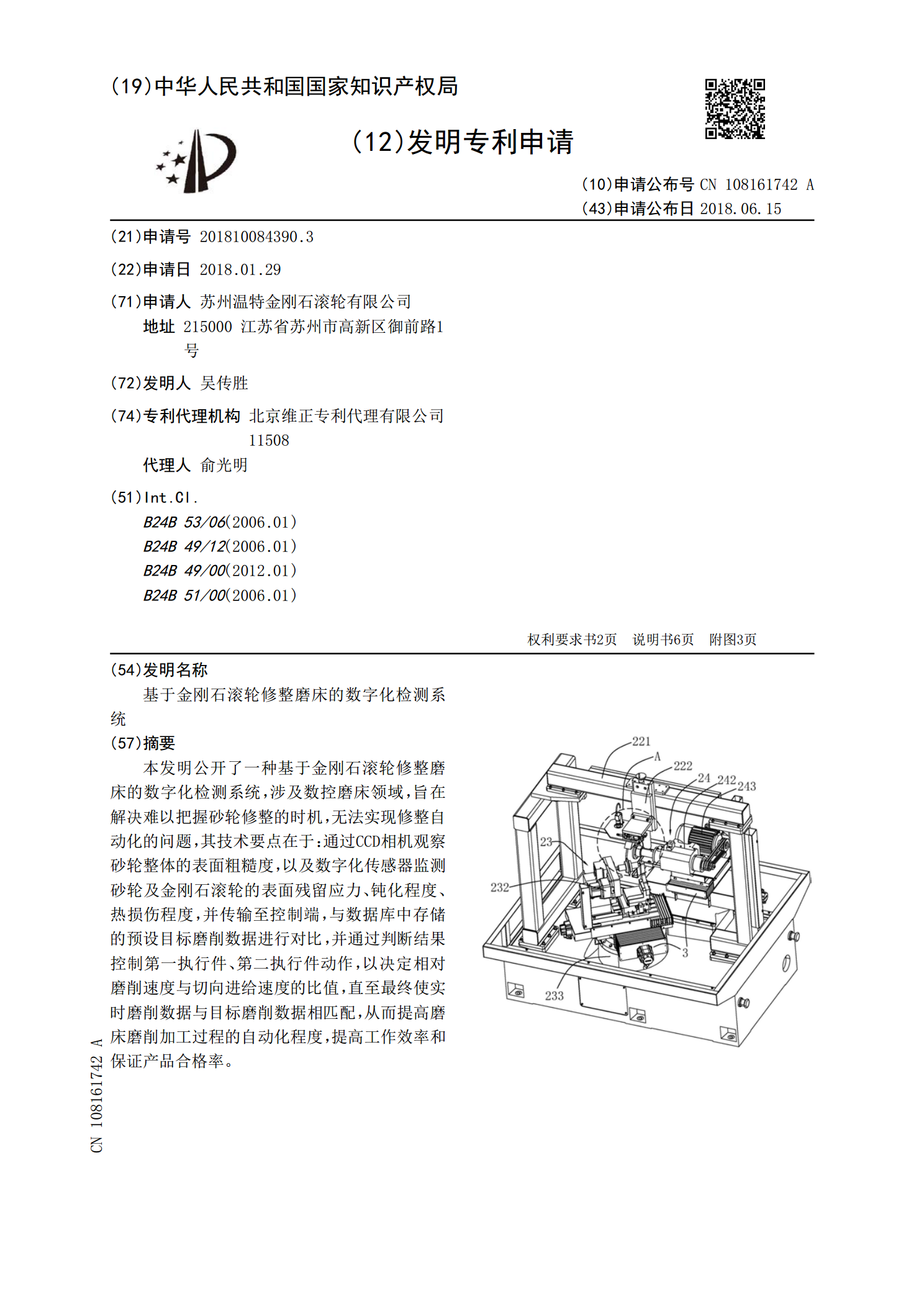
本发明公开了一种基于金刚石滚轮修整磨床的数字化检测系统,涉及数控磨床领域,旨在解决难以把握砂轮修整的时机,无法实现修整自动化的问题,其技术要点在于:通过CCD相机观察砂轮整体的表面粗糙度,以及数字化传感器监测砂轮及金刚石滚轮的表面残留应力、钝化程度、热损伤程度,并传输至控制端,与数据库中存储的预设目标磨削数据进行对比,并通过判断结果控制第一执行件、第二执行件动作,以决定相对磨削速度与切向进给速度的比值,直至最终使实时磨削数据与目标磨削数据相匹配,从而提高磨床磨削加工过程的自动化程度,提高工作效率和保证产品