
一种汽车饰件成型方法及其模具.pdf

高格****gu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车饰件成型方法及其模具.pdf
本发明公开了一种汽车饰件成型方法,包括片材挤出,轧辊碾平,热压成型,切边冲孔,开模取件。相应的,本发明同时也公开了一种汽车饰件成型模具,片材在模具内热压成型切边冲孔一体成型,可提高生产效率,降低生产成本,缩短生产周期,适用于汽车内外饰零部件,如车轮挡泥板、发动机底护板等。
一种汽车内饰膜片成型模具及其使用方法.pdf
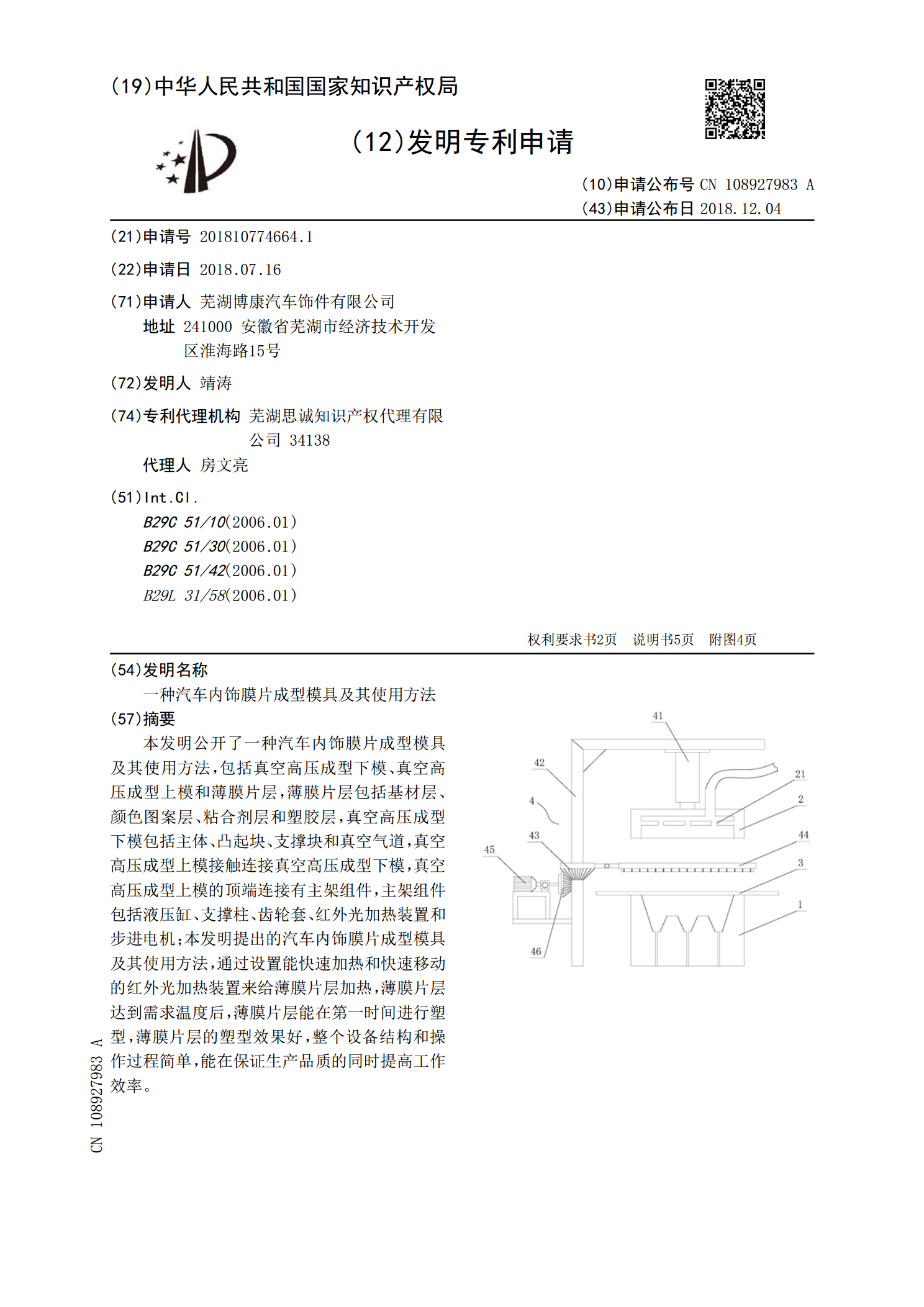
本发明公开了一种汽车内饰膜片成型模具及其使用方法,包括真空高压成型下模、真空高压成型上模和薄膜片层,薄膜片层包括基材层、颜色图案层、粘合剂层和塑胶层,真空高压成型下模包括主体、凸起块、支撑块和真空气道,真空高压成型上模接触连接真空高压成型下模,真空高压成型上模的顶端连接有主架组件,主架组件包括液压缸、支撑柱、齿轮套、红外光加热装置和步进电机;本发明提出的汽车内饰膜片成型模具及其使用方法,通过设置能快速加热和快速移动的红外光加热装置来给薄膜片层加热,薄膜片层达到需求温度后,薄膜片层能在第一时间进行塑型,薄膜

关于汽车内外饰件塑料成型模具的研究.docx
关于汽车内外饰件塑料成型模具的研究汽车内外饰件塑料成型模具是现代工业生产中不可或缺的重要组成部分。塑料成型技术发展至今已有数十年的历史,这项技术的成功离不开先进的模具加工技术的支持和质量保障。汽车饰件的质量与外观的好坏,直接关系到整个汽车的品牌形象和市场竞争力,因此汽车内外饰件塑料成型模具的研发和应用具有重要的意义。1.汽车内外饰件塑料成型模具的发展历程早期的汽车内外饰件一般是金属材料制成,较为原始和单一。随着塑料材料的发展和普及,以及塑料成型技术的不断进步,日本和欧美等国家开始了针对车身外观设计的广泛研
一种用于汽车快速成型件的压模模具及其使用方法.pdf
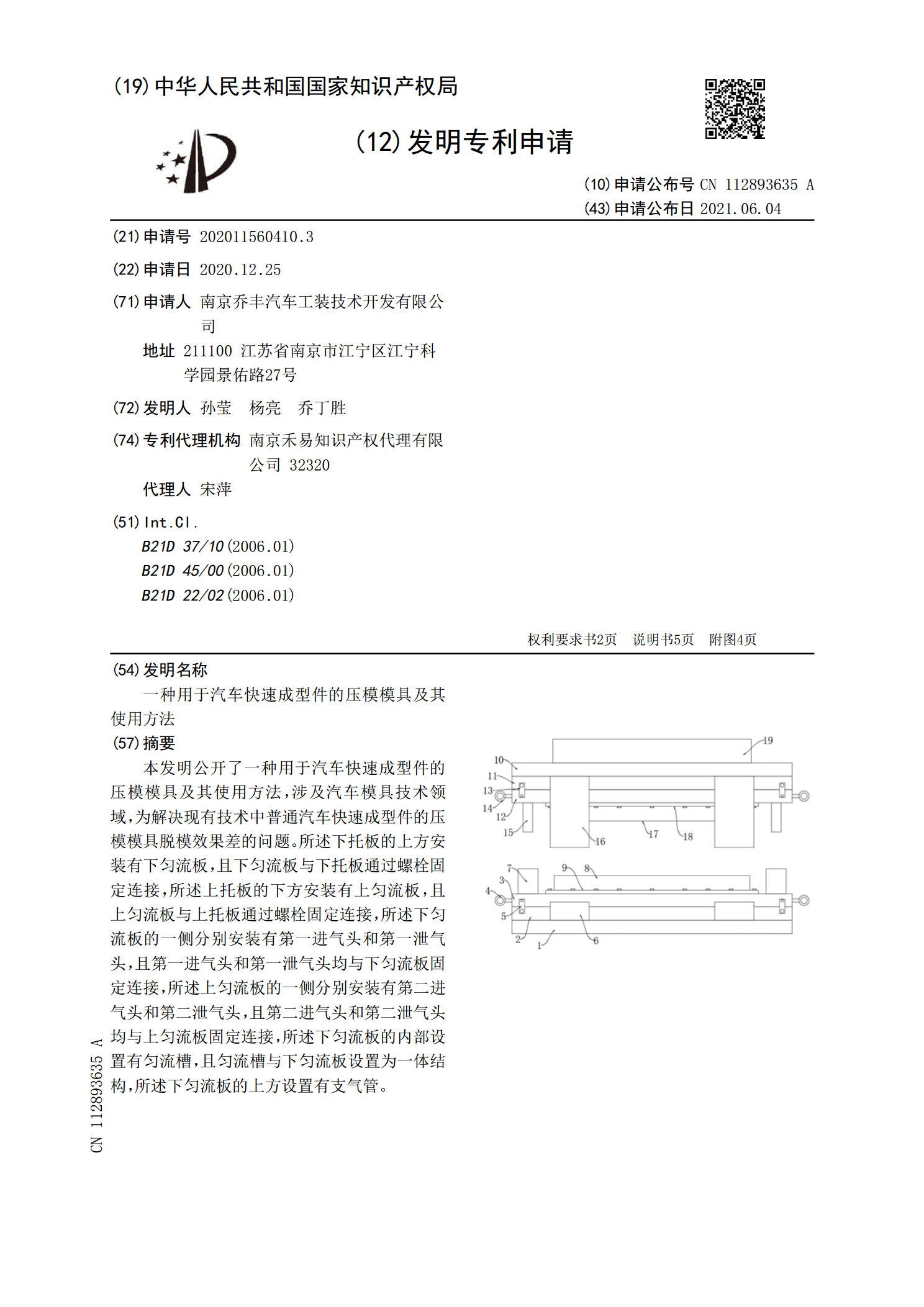
本发明公开了一种用于汽车快速成型件的压模模具及其使用方法,涉及汽车模具技术领域,为解决现有技术中普通汽车快速成型件的压模模具脱模效果差的问题。所述下托板的上方安装有下匀流板,且下匀流板与下托板通过螺栓固定连接,所述上托板的下方安装有上匀流板,且上匀流板与上托板通过螺栓固定连接,所述下匀流板的一侧分别安装有第一进气头和第一泄气头,且第一进气头和第一泄气头均与下匀流板固定连接,所述上匀流板的一侧分别安装有第二进气头和第二泄气头,且第二进气头和第二泄气头均与上匀流板固定连接,所述下匀流板的内部设置有匀流槽,且匀
一种汽车饰件及汽车饰件的制造方法.pdf
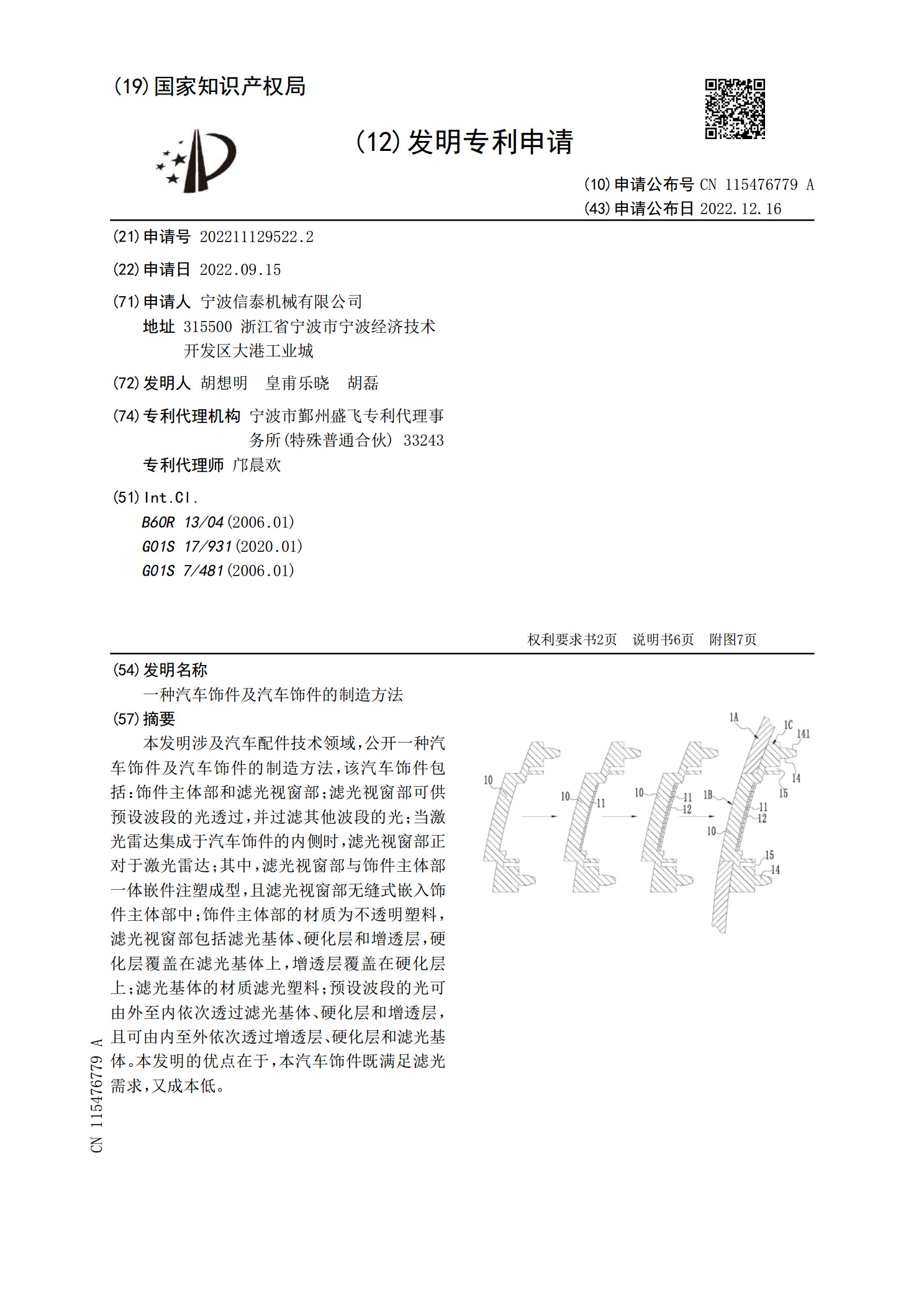
本发明涉及汽车配件技术领域,公开一种汽车饰件及汽车饰件的制造方法,该汽车饰件包括:饰件主体部和滤光视窗部;滤光视窗部可供预设波段的光透过,并过滤其他波段的光;当激光雷达集成于汽车饰件的内侧时,滤光视窗部正对于激光雷达;其中,滤光视窗部与饰件主体部一体嵌件注塑成型,且滤光视窗部无缝式嵌入饰件主体部中;饰件主体部的材质为不透明塑料,滤光视窗部包括滤光基体、硬化层和增透层,硬化层覆盖在滤光基体上,增透层覆盖在硬化层上;滤光基体的材质滤光塑料;预设波段的光可由外至内依次透过滤光基体、硬化层和增透层,且可由内至外依