
一种带材表面处理装置.pdf

书生****66


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带材表面处理装置.pdf
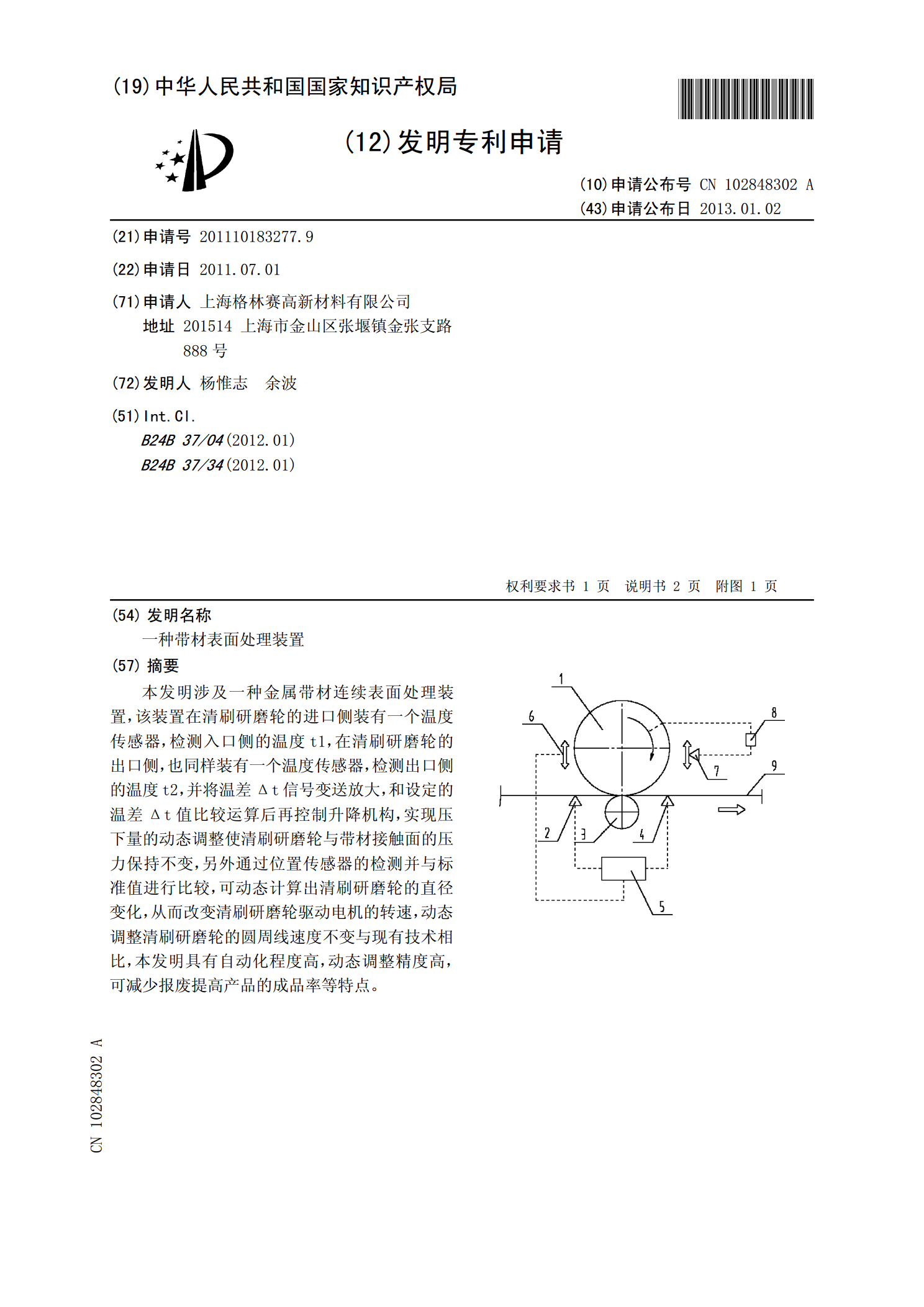
本发明涉及一种金属带材连续表面处理装置,该装置在清刷研磨轮的进口侧装有一个温度传感器,检测入口侧的温度t1,在清刷研磨轮的出口侧,也同样装有一个温度传感器,检测出口侧的温度t2,并将温差Δt信号变送放大,和设定的温差Δt值比较运算后再控制升降机构,实现压下量的动态调整使清刷研磨轮与带材接触面的压力保持不变,另外通过位置传感器的检测并与标准值进行比较,可动态计算出清刷研磨轮的直径变化,从而改变清刷研磨轮驱动电机的转速,动态调整清刷研磨轮的圆周线速度不变与现有技术相比,本发明具有自动化程度高,动态调整精度高,

一种轧制带材表面清理装置.pdf
本发明涉及冶金工厂的冷连轧机技术领域,提供了一种轧制带材表面清理装置,包括用于输送轧制带材的至少两座轧机机架,于两座所述轧机机架之间设有清洗组件,所述清洗组件包括可容纳清洗液的清洗槽,所述清洗槽具有供待清理的轧制带材进入槽内的槽入口以及供清理后的轧制带材出来的槽出口;沿所述槽入口至所述槽出口方向,于所述清洗槽内依次安设洗刷轧制带材表面污渍的洗刷组件以及冲洗轧制带材表面污渍的冲洗组件。本发明的一种轧制带材表面清理装置,在轧机段设置清理的部件,配置工艺流程短,并通过多道清理工序,可以有效清理轧制带材表面的残留

一种用于对带材表面脱脂防锈处理的带材清洗系统.pdf
本发明公开了一种用于对带材表面脱脂防锈处理的带材清洗系统,包括清洗池和设于所述清洗池内的转辊,所述清洗池顶部设有安装曝气装置,所述清洗池内壁上设有加热块,所述清洗池侧壁上设有出水口,所述清洗池顶部设有箱体,所述箱体底部设有第一连接板,所述第一连接板插入到所述清洗池内,所述第一连接板上设有与所述箱体相通的空腔,所述空腔侧壁上设有喷气孔,所述箱体内设有随所述转辊转动做上下运动的第一推板;在第一连接板和曝气装置的相互配合下,分别对金属带材顶面和底面做清洗,提升碱性溶液对金属带材的清洗效果,可有效的将金属带材表面
一种带材表面氧化层铣磨装置.pdf
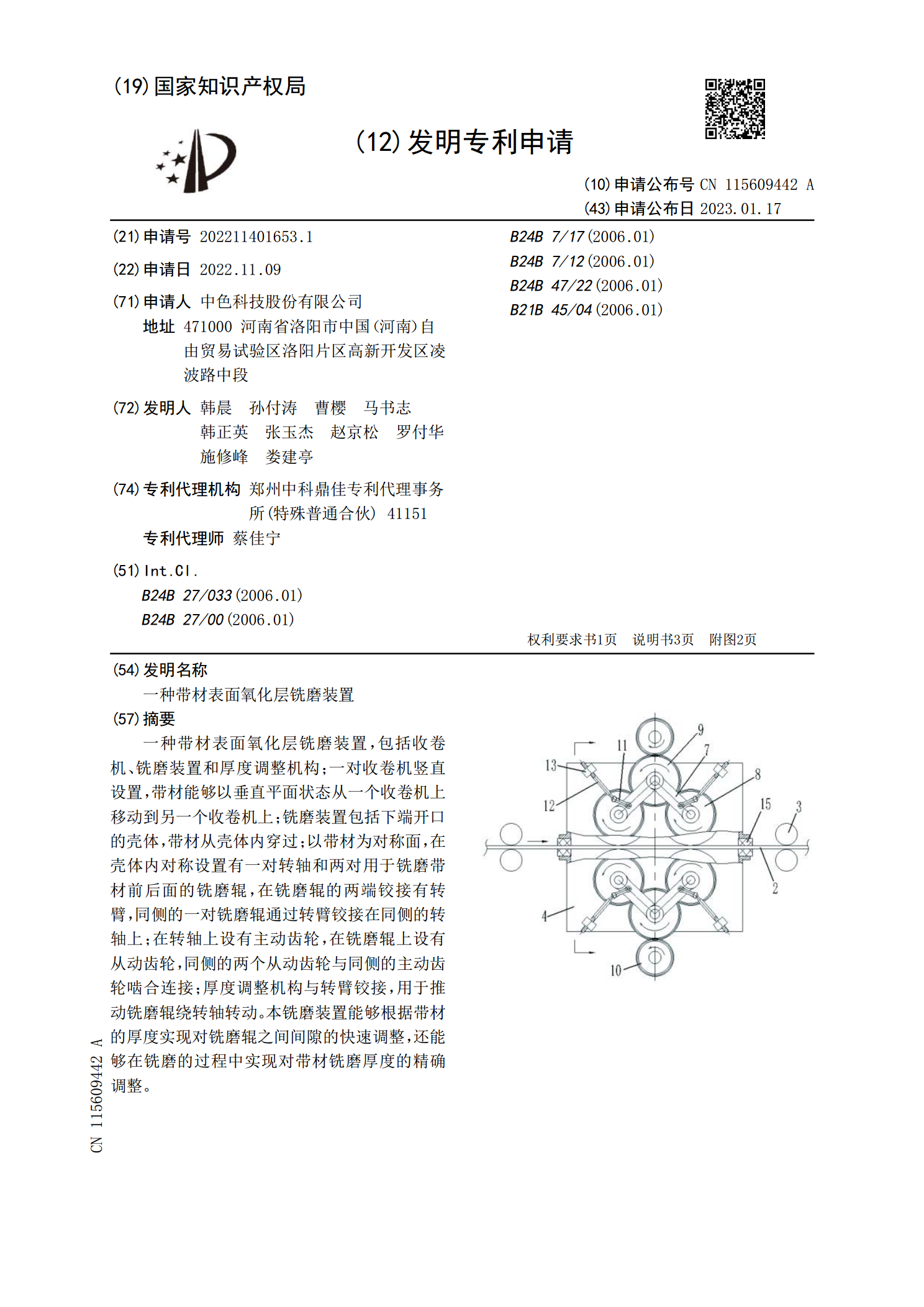
一种带材表面氧化层铣磨装置,包括收卷机、铣磨装置和厚度调整机构;一对收卷机竖直设置,带材能够以垂直平面状态从一个收卷机上移动到另一个收卷机上;铣磨装置包括下端开口的壳体,带材从壳体内穿过;以带材为对称面,在壳体内对称设置有一对转轴和两对用于铣磨带材前后面的铣磨辊,在铣磨辊的两端铰接有转臂,同侧的一对铣磨辊通过转臂铰接在同侧的转轴上;在转轴上设有主动齿轮,在铣磨辊上设有从动齿轮,同侧的两个从动齿轮与同侧的主动齿轮啮合连接;厚度调整机构与转臂铰接,用于推动铣磨辊绕转轴转动。本铣磨装置能够根据带材的厚度实现对铣

一种金属片材的表面处理方法及装置.pdf
本发明公开了一种金属片材的表面处理方法及装置,是在金属片材进行覆膜或热转印工序前,对其待覆合的表面进行至少一次的机械打磨。还公开了一种金属片材的表面处理装置,包括用于输送金属片材的牵引装置,还包括至少一组打磨轮组,所述打磨轮组包括位于金属片材待覆合表面一侧的打磨轮和位于金属片材另一表面一侧的支撑轮,所述打磨轮和支撑轮相对布置。本发明能使金属片材表面不存在色差以及油渍、污物,而且在进行后续涂胶和热转印或覆膜工序后,热转印层或覆膜层能随粘胶层更好的粘附在金属片材表面,大幅提高产品质量。