
一种鞋垫的制作方法.pdf

Do****76


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种鞋垫的制作方法.pdf
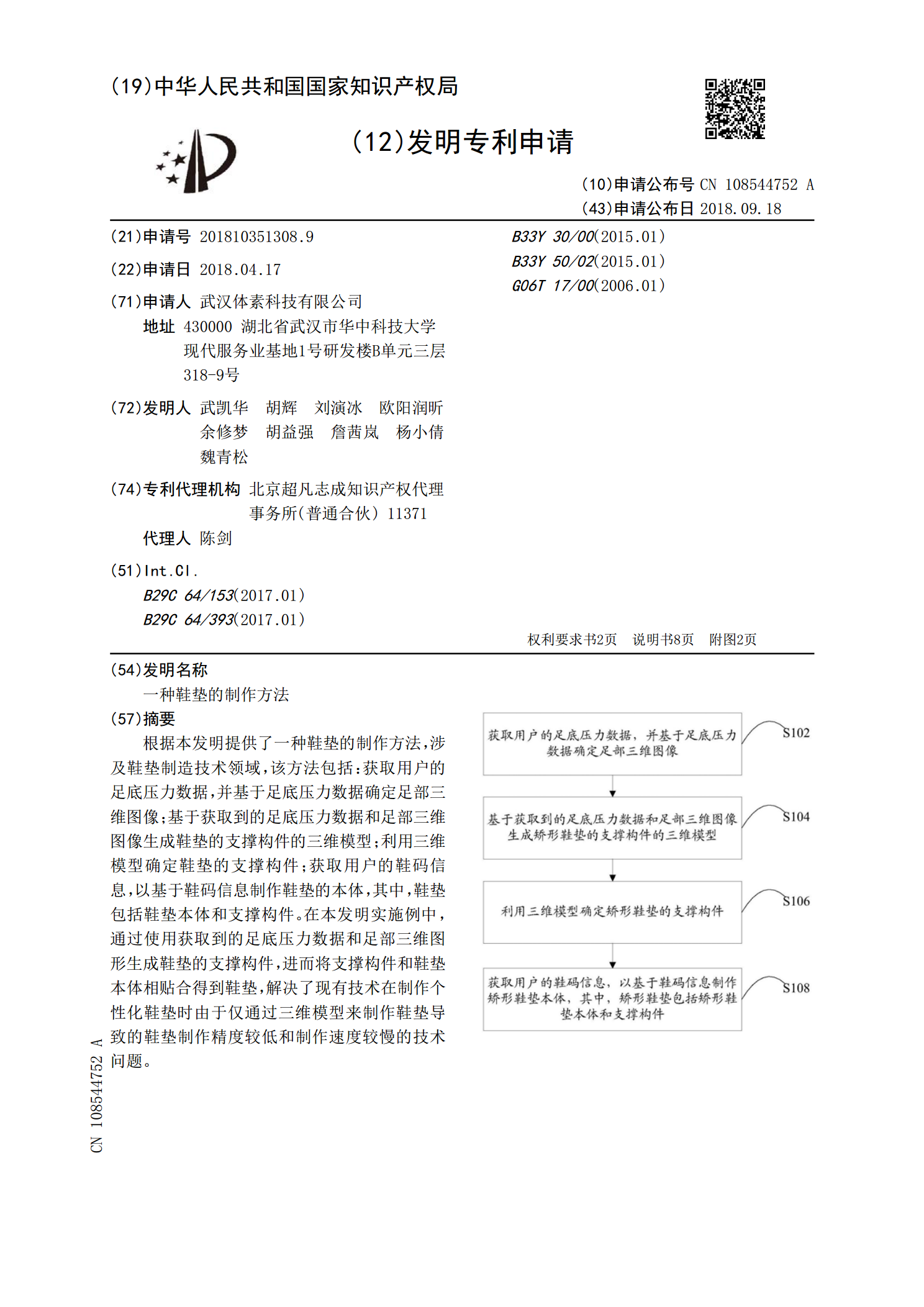
根据本发明提供了一种鞋垫的制作方法,涉及鞋垫制造技术领域,该方法包括:获取用户的足底压力数据,并基于足底压力数据确定足部三维图像;基于获取到的足底压力数据和足部三维图像生成鞋垫的支撑构件的三维模型;利用三维模型确定鞋垫的支撑构件;获取用户的鞋码信息,以基于鞋码信息制作鞋垫的本体,其中,鞋垫包括鞋垫本体和支撑构件。在本发明实施例中,通过使用获取到的足底压力数据和足部三维图形生成鞋垫的支撑构件,进而将支撑构件和鞋垫本体相贴合得到鞋垫,解决了现有技术在制作个性化鞋垫时由于仅通过三维模型来制作鞋垫导致的鞋垫制作精

一种鞋垫的制作方法.pdf
本发明公开了一种鞋垫的制作方法,如下步骤:准备好EVA颗粒材料;将EVA颗粒材料放入模具中进行小模发泡,温度控制在170-175度之间,时间180-250秒;冷却定型,制成鞋垫底层;在鞋垫底层的表面放上布料层,布料层的底面有热熔胶膜,通过红外烤箱内部的滚轮进行压合,红外烤箱中的温度控制在170-200度之间;对贴合好的鞋垫进行修边,制得成品。通过采用小模发泡工艺制作底层,底层的弹性好,采用红外烤箱压合两层,不需要再进行刷胶工艺,压合质量高,生产效率高。

一种保健鞋垫的制作方法.pdf
本发明涉及保健用品领域,具体是一种中药保健鞋垫,其制作工序为:1.取迷迭香10份,防风20份,细辛5份,草乌15份,蒲公英15份,大黄10份,薄荷5份,去除杂质,清洗干净;2.将上述药物粉碎,微波中高火处理90s,加水,料液比:1∶20,沸水提取90min,过滤,滤液浓缩,得到浓缩液;3.将上述浓缩液微波烘干,得到中药有效成分固体,研磨制粉,得到药粉,要求100%过10目筛;4.上述药粉加入50份滑石粉,混合均匀,将混合粉末按鞋垫制作要求缝制在鞋垫中;本发明所述的中药保健鞋垫,制作方法简便、药物组合合理、
一种护足保健鞋垫药膏配方及鞋垫制作方法.pdf
本发明公开了一种护足保健鞋垫药膏配方,所述药膏配方成分包括:白芨15份、白芷15份、地肤子15份、苦参15份、魔芋15份,本发明的有益效果是:改善足底微循环,排出体内毒素,化足底老茧,养足美足,收足底异味,筋通络,活血杀菌。

一种定制化鞋垫的制作方法.pdf
一种定制化鞋垫的制作方法,首先将蘸有石膏水的棉布裹在受试者足部,形成一个环绕式容器,待干燥变硬后取下;其次向干燥的容器中浇注石膏水,待干燥后取出石膏模型,即为足底阳模,对其做光滑打磨处理,并在足弓部位垫高制作足底模型;接着将足弓部位垫高后的足底阳模倒扣在密闭空间内的垫板上,把比鞋垫净尺寸外轮廓大5mm的EVA片材放入烘箱,加热后放到足弓部位垫高后的足底阳模上,对所述密闭空间进行抽真空,将EVA片材塑造成与足底形状贴合的鞋垫;最后从密闭空间中取出成型的EVA片材,根据足底形状进行裁剪、毛边打磨抛光处理,即可