
混流式转轮焊接残余应力测试方法.pdf

一条****ee


1/9
2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

混流式转轮焊接残余应力测试方法.pdf
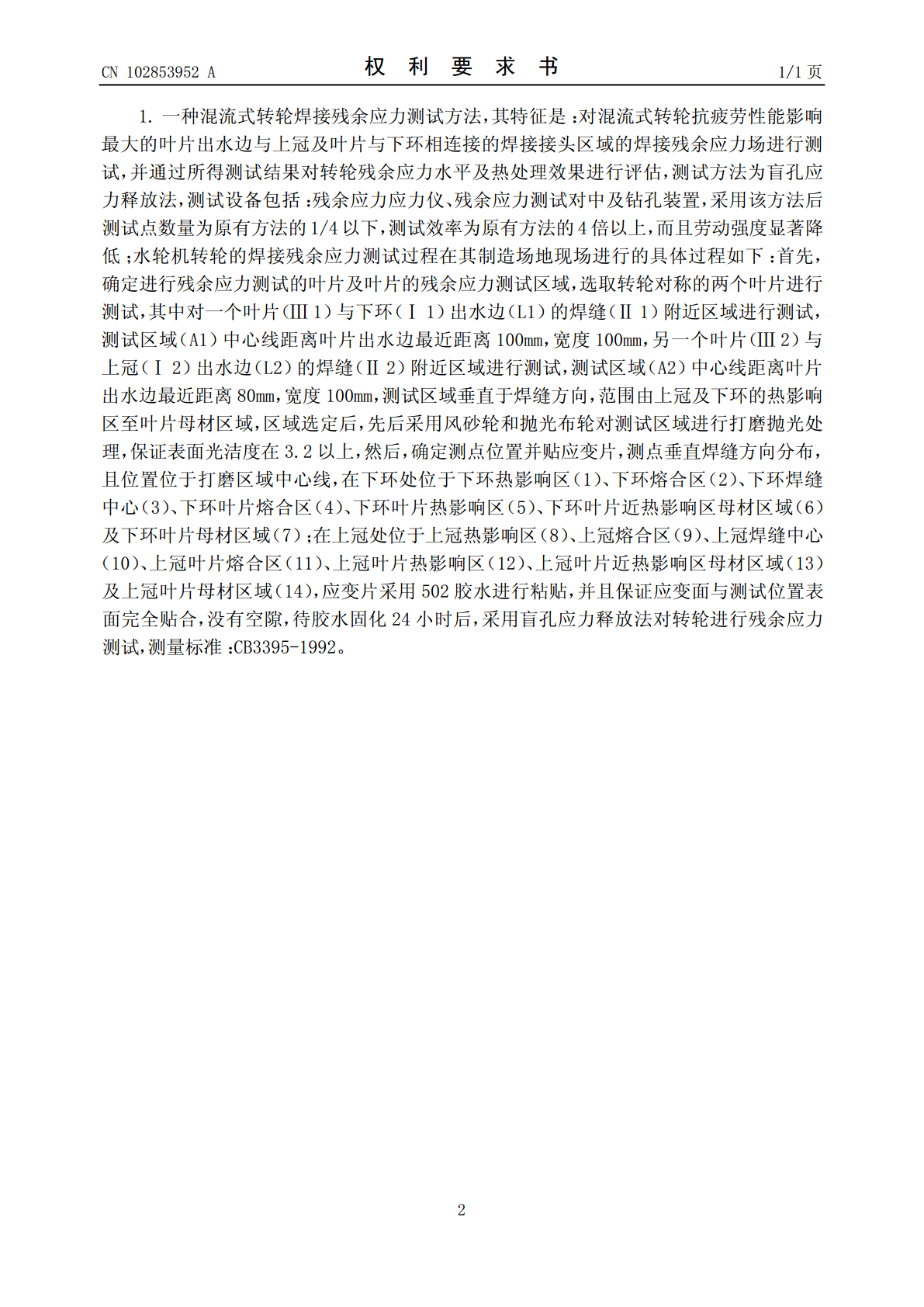
本发明公开了一种混流式转轮焊接残余应力测试方法,测试设备包括:残余应力应力仪、残余应力测试对中及钻孔装置,采用本发明后测试点数量为原有方法的1/4以下,测试效率为原有方法的4倍以上,而且劳动强度显著降低。本发明在提高转轮制造效率的同时缩短了转轮在焊后及热处理前的停留时间,避免了转轮接头区域冷裂问题的发生,有效提高了转轮制造质量和效率。

混流式转轮焊接残余应力测试新装置与新方法.docx
混流式转轮焊接残余应力测试新装置与新方法摘要:本文提出一种混流式转轮焊接残余应力测试的新装置和新方法。在这个设备中,将两种不同颜色的材料制成条状,分别放置在转轮接头附近,通过对条状材料所呈现的色差进行测试和分析,得出焊接残余应力的大小和方向,并进一步对焊接接头进行评估和分析。该设备和方法不仅可以准确测量出焊接接头的残余应力,还可以对焊接接头的质量进行快速和有效的评估,是焊接领域中的一种重要工具。关键词:混流式转轮、焊接接头、残余应力、测试装置、评估方法Introduction:Themeasurement

水轮机转轮焊接残余应力研究.docx
水轮机转轮焊接残余应力研究水轮机转轮焊接残余应力研究摘要:水轮机是水力发电系统中最重要的设备之一,其转轮的焊接质量直接关系到水轮机的性能和安全稳定运行。然而,焊接过程中会产生残余应力,对转轮的结构和性能造成潜在的威胁。本文探讨了水轮机转轮焊接残余应力的产生及其对转轮性能的影响,并提出了几种常用的残余应力分析方法。第一章引言1.1研究背景随着水力发电市场的快速发展,水轮机作为水力发电系统的核心设备,正日益受到关注。在水轮机的生产过程中,转轮是最关键的部件之一。转轮的焊接质量直接关系到水轮机的性能和安全稳定运

焊接残余应力测试方法的研究.docx
焊接残余应力测试方法的研究焊接残余应力是指焊接过程中产生的应力,在焊接完成后仍然存在于焊接接头中。这些残余应力可能导致焊接接头的变形、裂纹和失效。因此,对焊接残余应力的测试方法进行研究和探索具有重要的工程意义。一、引言焊接是常用的金属连接工艺,广泛应用于工业制造、建筑和航空航天等领域。然而,焊接过程中产生的热效应和材料变形可能导致残余应力的产生和积累。残余应力是焊接接头中的一种内部应力状态,对焊接接头的性能和可靠性具有重要影响。因此,研究焊接残余应力的测试方法具有重要的理论和实际意义。二、焊接残余应力的来
混流式转轮叶片的焊接定位装置及其定位测量方法.pdf
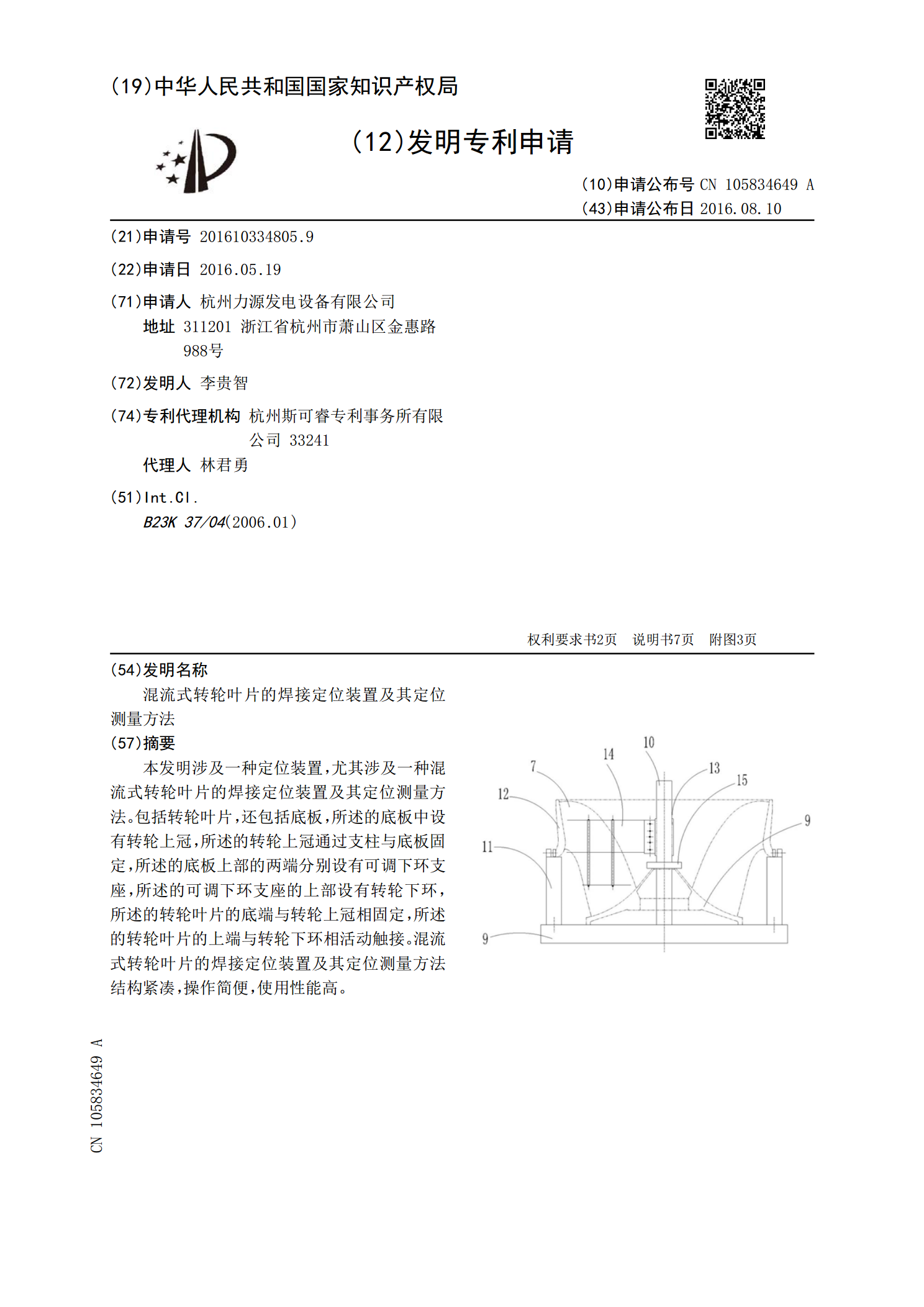
本发明涉及一种定位装置,尤其涉及一种混流式转轮叶片的焊接定位装置及其定位测量方法。包括转轮叶片,还包括底板,所述的底板中设有转轮上冠,所述的转轮上冠通过支柱与底板固定,所述的底板上部的两端分别设有可调下环支座,所述的可调下环支座的上部设有转轮下环,所述的转轮叶片的底端与转轮上冠相固定,所述的转轮叶片的上端与转轮下环相活动触接。混流式转轮叶片的焊接定位装置及其定位测量方法结构紧凑,操作简便,使用性能高。