
混流式转轮叶片的焊接定位装置及其定位测量方法.pdf

Ma****57

1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
混流式转轮叶片的焊接定位装置及其定位测量方法.pdf
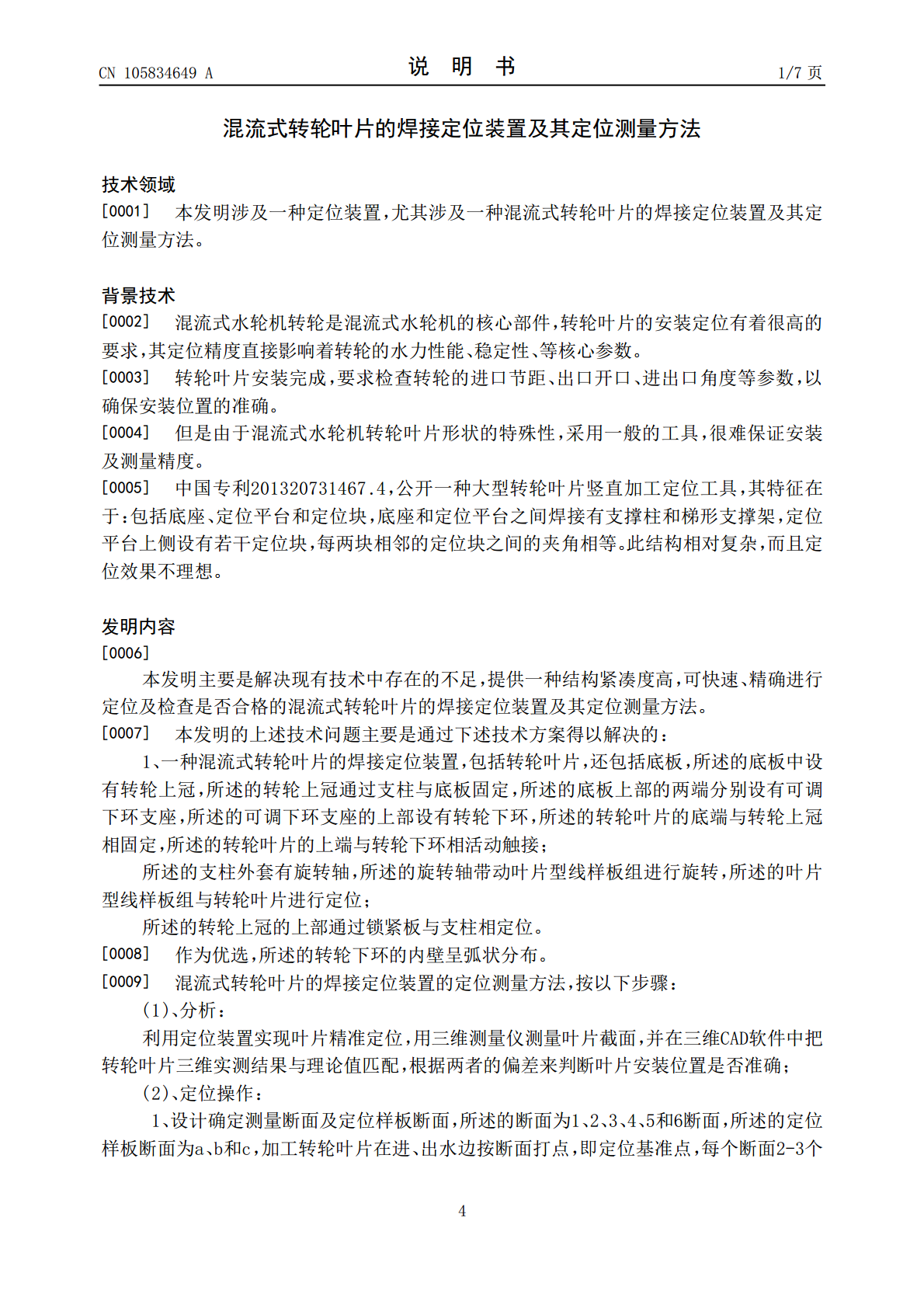
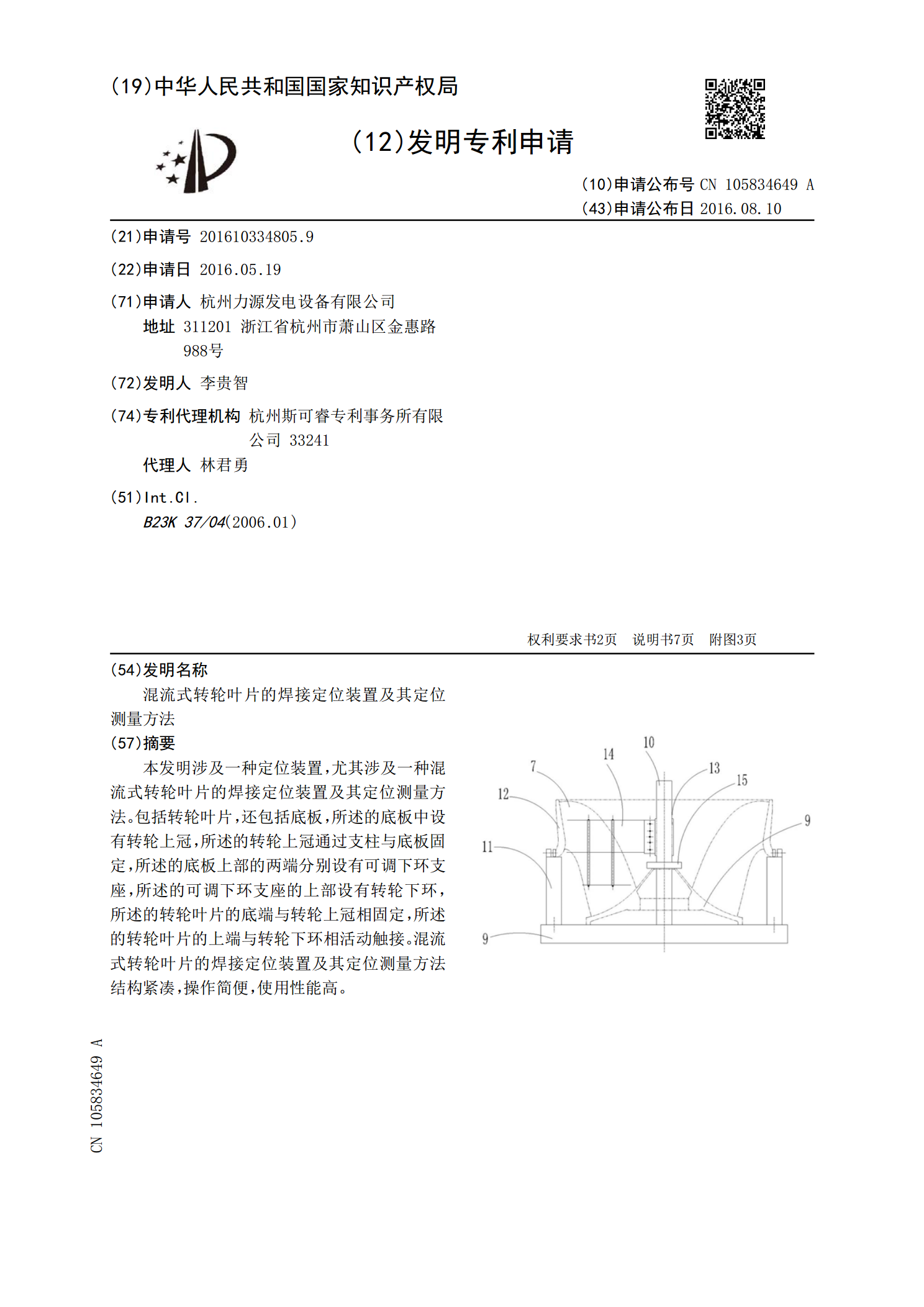
本发明涉及一种定位装置,尤其涉及一种混流式转轮叶片的焊接定位装置及其定位测量方法。包括转轮叶片,还包括底板,所述的底板中设有转轮上冠,所述的转轮上冠通过支柱与底板固定,所述的底板上部的两端分别设有可调下环支座,所述的可调下环支座的上部设有转轮下环,所述的转轮叶片的底端与转轮上冠相固定,所述的转轮叶片的上端与转轮下环相活动触接。混流式转轮叶片的焊接定位装置及其定位测量方法结构紧凑,操作简便,使用性能高。

混流式转轮叶片三维空间定位装配工装.pdf
本发明提供一种混流式转轮叶片三维空间定位装配工装,包括安装在转轮上冠中心孔处的底座,固定在底座上的中心柱,所述中心柱的外侧套有可绕中心柱的轴心线旋转的外柱套,所述外柱套的侧边固定有出水边检测基准板,出水边检测基准板上设有出水边检测基准平面,所述中心柱的上端设有可绕中心柱的轴心线旋转的紧固支座,连接管的一端固定在所述紧固支座上,所述连接管的另一端连接在进水边支架上,所述进水边支架上固定有进水边检测基准板,所述进水边检测基准板上设有进水边检测基准平面,所述出水边检测基准平面、进水边检测基准平面均穿过所述中心柱
混流式微小直径长短叶片转轮及其制造工艺.pdf
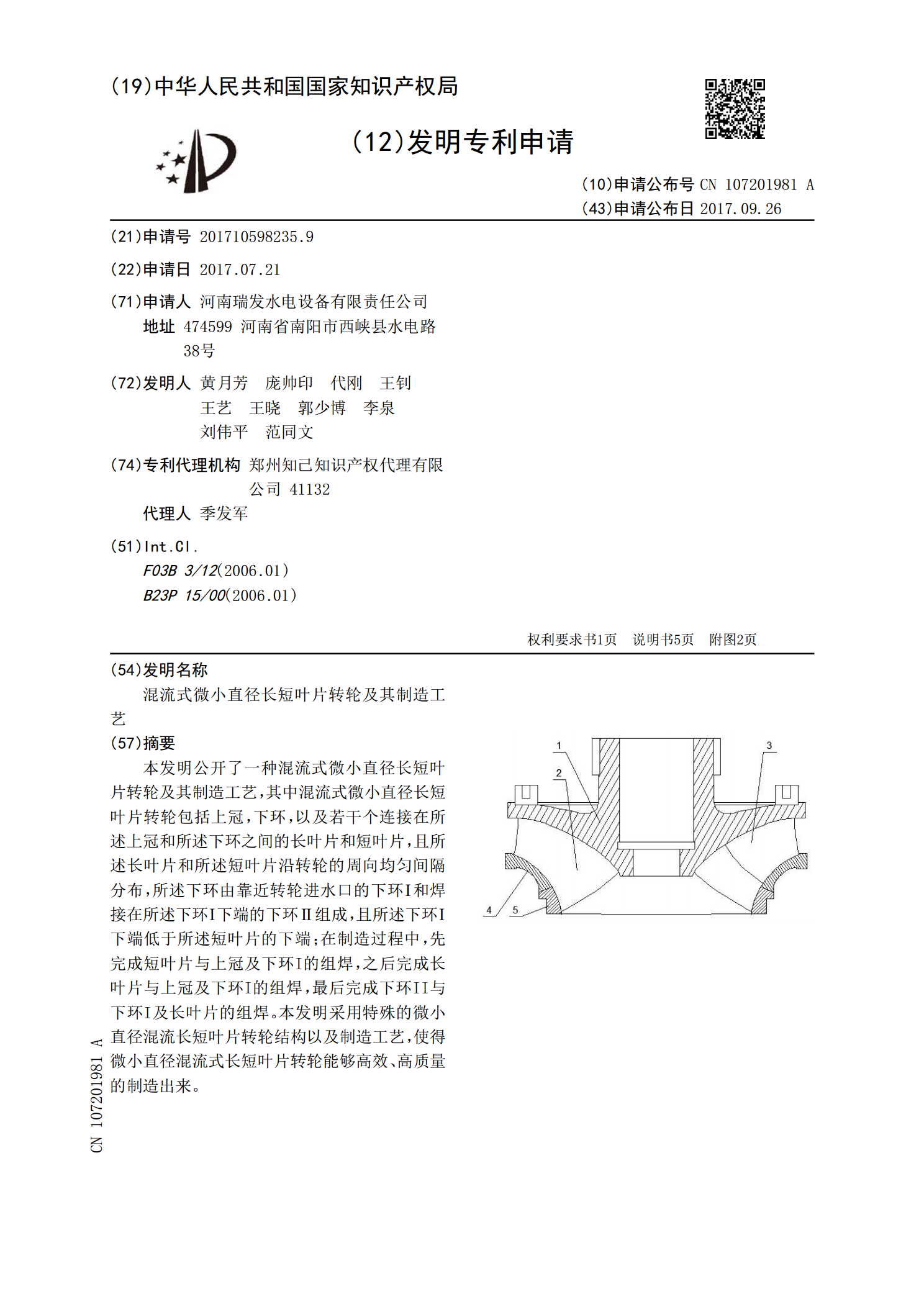
本发明公开了一种混流式微小直径长短叶片转轮及其制造工艺,其中混流式微小直径长短叶片转轮包括上冠,下环,以及若干个连接在所述上冠和所述下环之间的长叶片和短叶片,且所述长叶片和所述短叶片沿转轮的周向均匀间隔分布,所述下环由靠近转轮进水口的下环Ⅰ和焊接在所述下环Ⅰ下端的下环Ⅱ组成,且所述下环Ⅰ下端低于所述短叶片的下端;在制造过程中,先完成短叶片与上冠及下环I的组焊,之后完成长叶片与上冠及下环I的组焊,最后完成下环II与下环I及长叶片的组焊。本发明采用特殊的微小直径混流长短叶片转轮结构以及制造工艺,使得微小直径混

混流式转轮焊接残余应力测试方法.pdf
本发明公开了一种混流式转轮焊接残余应力测试方法,测试设备包括:残余应力应力仪、残余应力测试对中及钻孔装置,采用本发明后测试点数量为原有方法的1/4以下,测试效率为原有方法的4倍以上,而且劳动强度显著降低。本发明在提高转轮制造效率的同时缩短了转轮在焊后及热处理前的停留时间,避免了转轮接头区域冷裂问题的发生,有效提高了转轮制造质量和效率。

混流式水轮机转轮叶片的出水边.pdf
本发明涉及一种混流式水轮机转轮叶片的出水边,叶片包括叶片本体、上冠处降应力三角块和下环处降应力三角块,在叶片靠近上冠和下环处带有附加三角形;中三角块、三角块的尺寸确定:P1至P2的空间距离为D1/40~D1/20且不小于75mm;D1为混流式转轮进口公称直径。本发明能够减小叶片出口与上冠、下环处的应力,而且有效降低出口的绕流能量,从而防止叶片裂纹和出口卡门涡振动的混流式水轮机转轮叶片的出水边。本发明可提高该位置的刚度,减小数控加工及运输过程中的变形,并提高该位置的可焊性能。焊接后还可提高三角区的刚度。