
一种用于轴承锻件加工成形的辗压轮制造工艺.pdf

一吃****仪凡

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于轴承锻件加工成形的辗压轮制造工艺.pdf
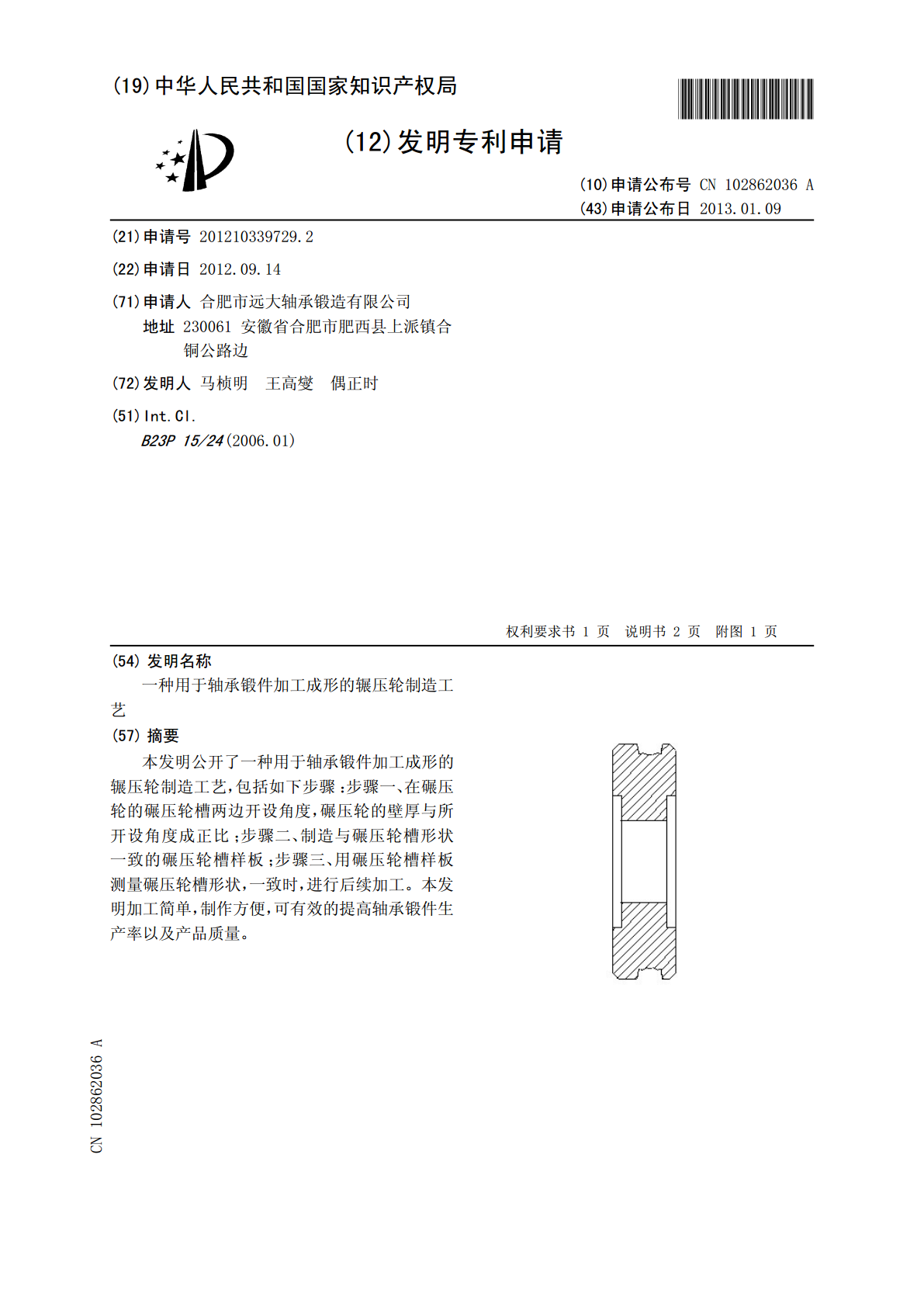
本发明公开了一种用于轴承锻件加工成形的辗压轮制造工艺,包括如下步骤:步骤一、在碾压轮的碾压轮槽两边开设角度,碾压轮的壁厚与所开设角度成正比;步骤二、制造与碾压轮槽形状一致的碾压轮槽样板;步骤三、用碾压轮槽样板测量碾压轮槽形状,一致时,进行后续加工。本发明加工简单,制作方便,可有效的提高轴承锻件生产率以及产品质量。
T形截面环形锻件辗压成形工艺.pdf
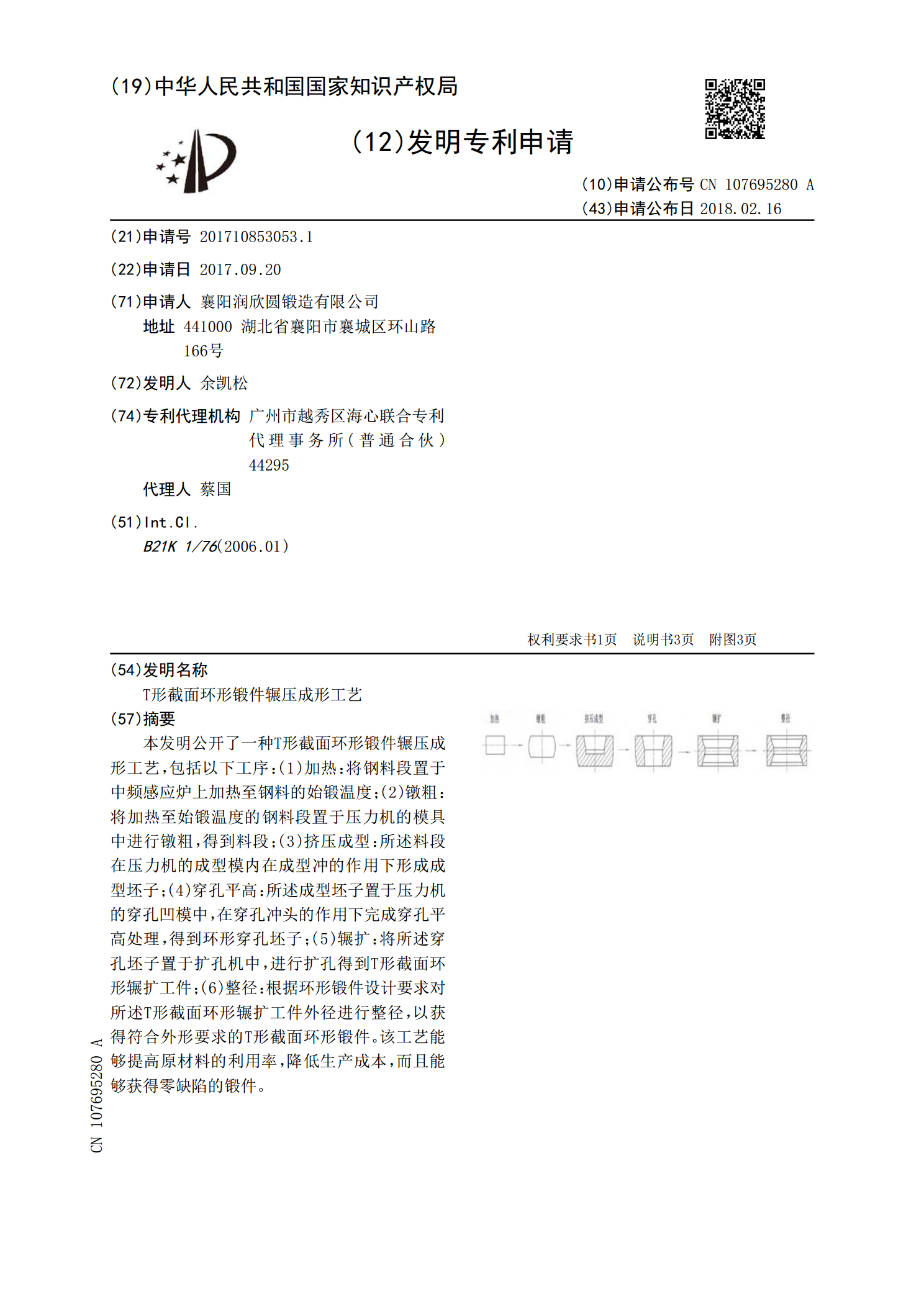
本发明公开了一种T形截面环形锻件辗压成形工艺,包括以下工序:(1)加热:将钢料段置于中频感应炉上加热至钢料的始锻温度;(2)镦粗:将加热至始锻温度的钢料段置于压力机的模具中进行镦粗,得到料段;(3)挤压成型:所述料段在压力机的成型模内在成型冲的作用下形成成型坯子;(4)穿孔平高:所述成型坯子置于压力机的穿孔凹模中,在穿孔冲头的作用下完成穿孔平高处理,得到环形穿孔坯子;(5)辗扩:将所述穿孔坯子置于扩孔机中,进行扩孔得到T形截面环形辗扩工件;(6)整径:根据环形锻件设计要求对所述T形截面环形辗扩工件外径进行
一种球面滚子辗压成形工艺及其辗压装置.pdf
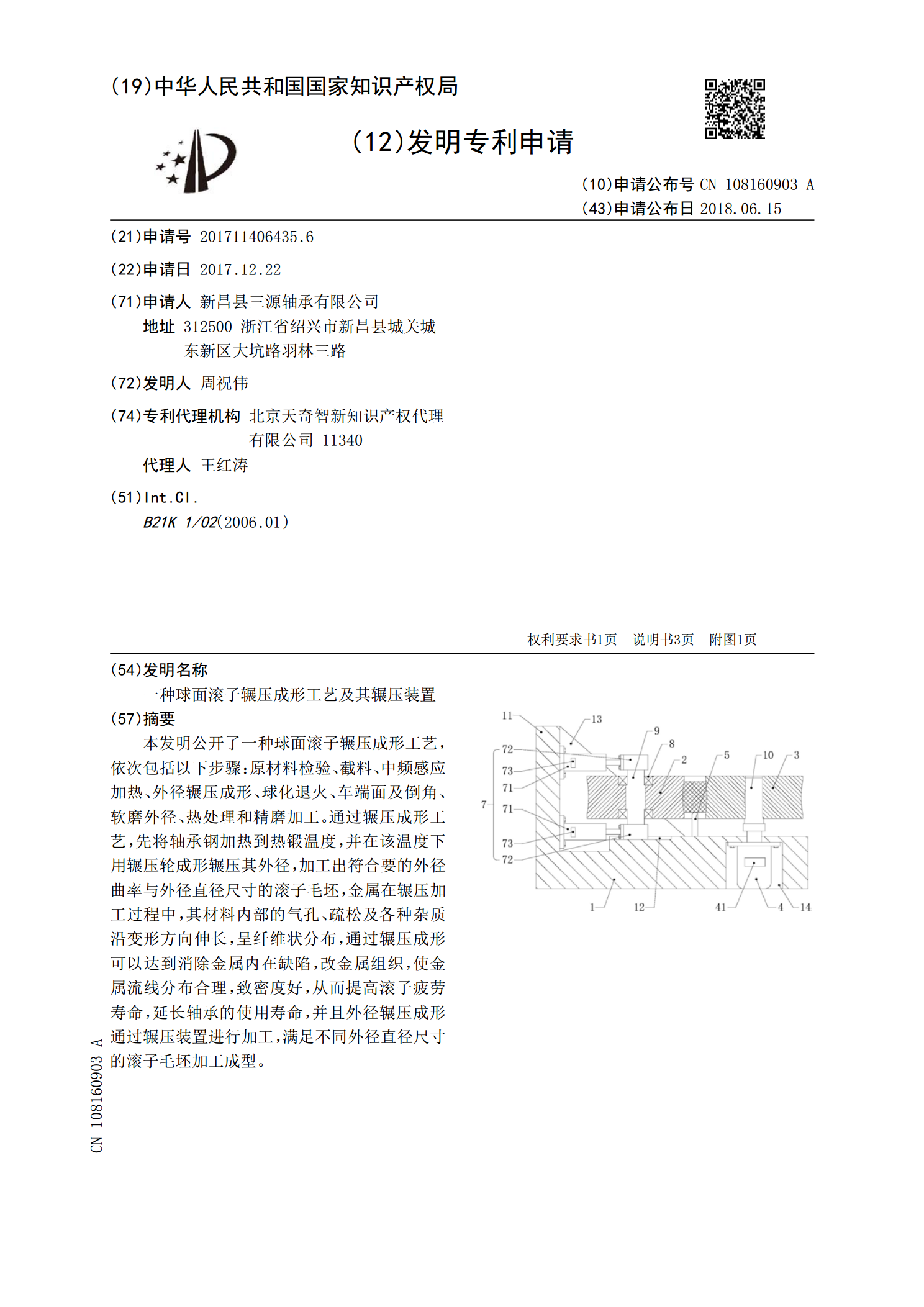
本发明公开了一种球面滚子辗压成形工艺,依次包括以下步骤:原材料检验、截料、中频感应加热、外径辗压成形、球化退火、车端面及倒角、软磨外径、热处理和精磨加工。通过辗压成形工艺,先将轴承钢加热到热锻温度,并在该温度下用辗压轮成形辗压其外径,加工出符合要的外径曲率与外径直径尺寸的滚子毛坯,金属在辗压加工过程中,其材料内部的气孔、疏松及各种杂质沿变形方向伸长,呈纤维状分布,通过辗压成形可以达到消除金属内在缺陷,改金属组织,使金属流线分布合理,致密度好,从而提高滚子疲劳寿命,延长轴承的使用寿命,并且外径辗压成形通过辗

带前支承的轴承锻件辗压辊.pdf
本发明公开了一种带前支承的轴承锻件辗压辊,包括辗压辊体,轴承锻件套装在辗压辊体上,轴承锻件外设有带动轴承锻件、辗压辊体同时旋转的辗压轮;所述辗压辊体的前端旋转固定在支承座上,后端与壳体内的顶套旋转配合。本发明通过支承座及壳体、顶套的结构设计,能够有效提高辗压辊体的刚性,对消除碾扩件的锥度有着良好的效果,使产品质量容易得到保证,辗压辊不易折断。

深止口类复杂环形锻件辗扩成形工艺.pdf
本发明涉及一种深止口类复杂环形锻件辗扩成形工艺,包括如下步骤:中频加热→镦粗→制坯→冲连皮→辗扩成形,其中镦粗、制坯、冲连皮三个工位由1台设备完成,其特征在于:(1)辗扩前环坯设计:辗扩前环坯结构形状设计原则遵循等厚、等重、结构仿形原则,(2)辗扩成形:采用辗扩成形工艺,利用辗环机实现锻件稳定辗扩,其辗压轮、芯轴设计应根据锻件止口结构进行径向分层设计,即辗压轮型腔形状与锻件结构的外圆部分相匹配,芯轴设计包含锻件止口部分,从而在辗压轮与芯轴间形成闭合型腔。采用本发明工艺材料的利用率大幅提高,而且制坯设备吨位