
丰田流程管理.ppt

骊英****bb

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共156页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

丰田流程管理.doc
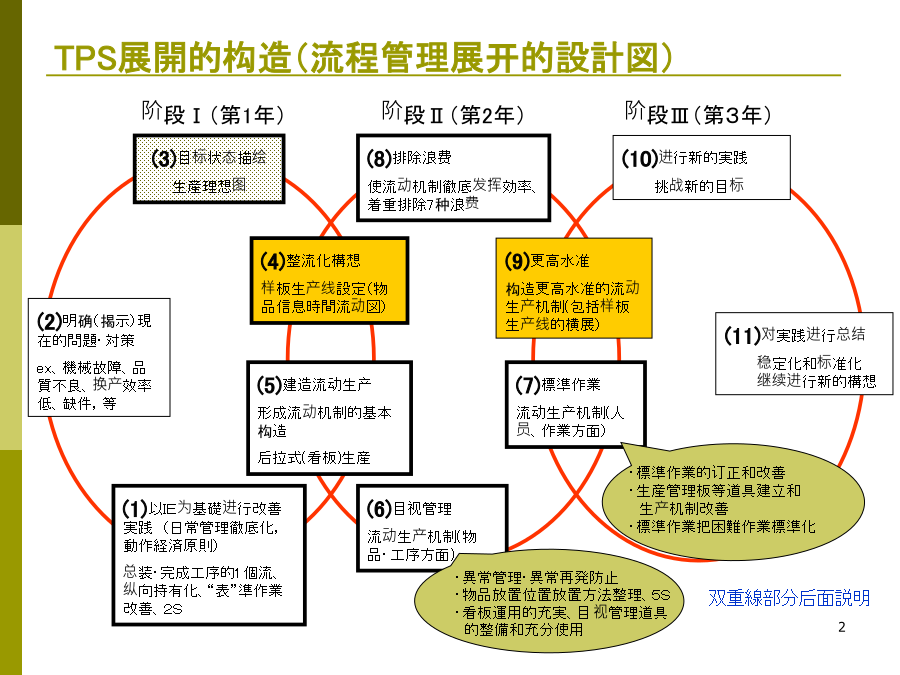
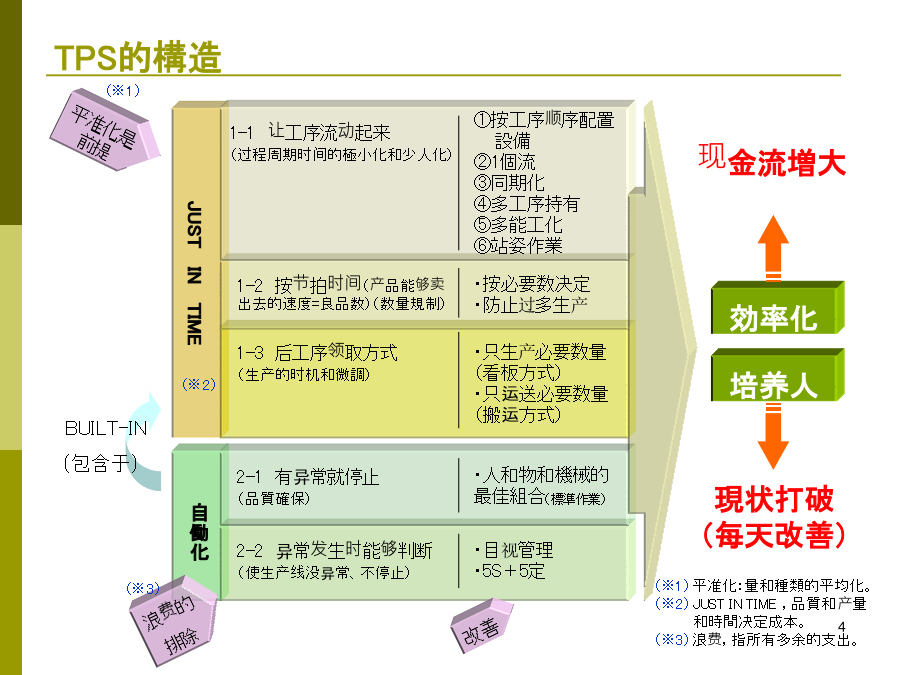
1中産連TPS2TPS展開的构造(流程管理展的开設計図)段阶Ⅰ(第1年)段阶Ⅱ(第2年)段阶Ⅲ(第3年)?標準作業的正和订改善?生産管理板等道具建立和生机制产改善?標準作業把困難作業標準化?異常管理?異常再発防止?物品放置位置放置方法整理、5S?看板運用的充実、目视管理道具的整備和充分使用双重線部分后面説明34TPS的構造①按工序序配置顺設備②1個流③同期化④多工序持有⑤多能工化⑥站姿作業?按必要数决定?防止多生过产?只生必要数量产(看板方式)?只运送必要数量(搬运方式)?人和物和機械的最佳組合?目视管理

丰田流程管理.ppt

丰田流程管理.ppt
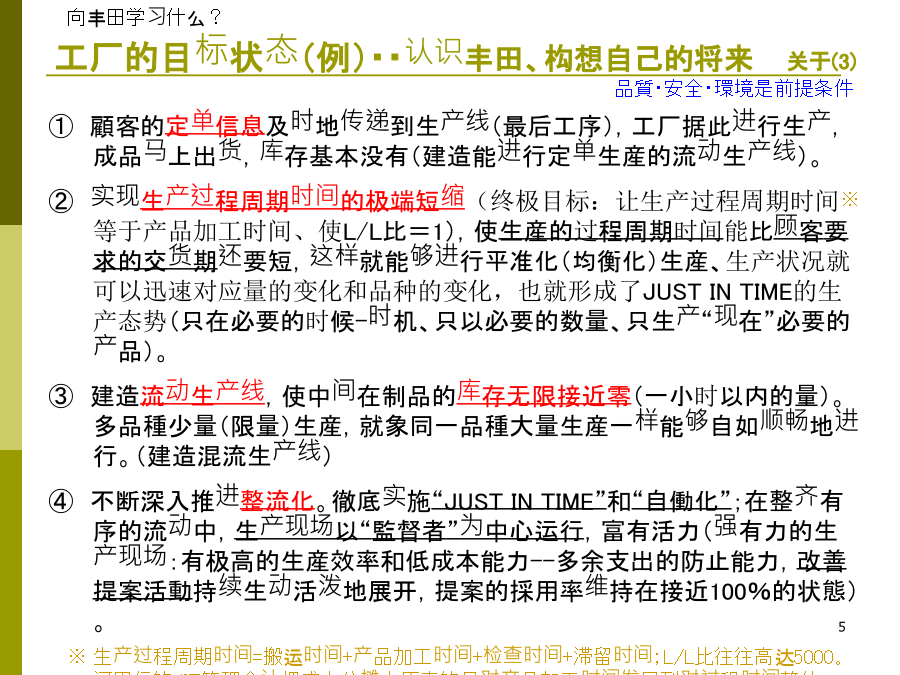
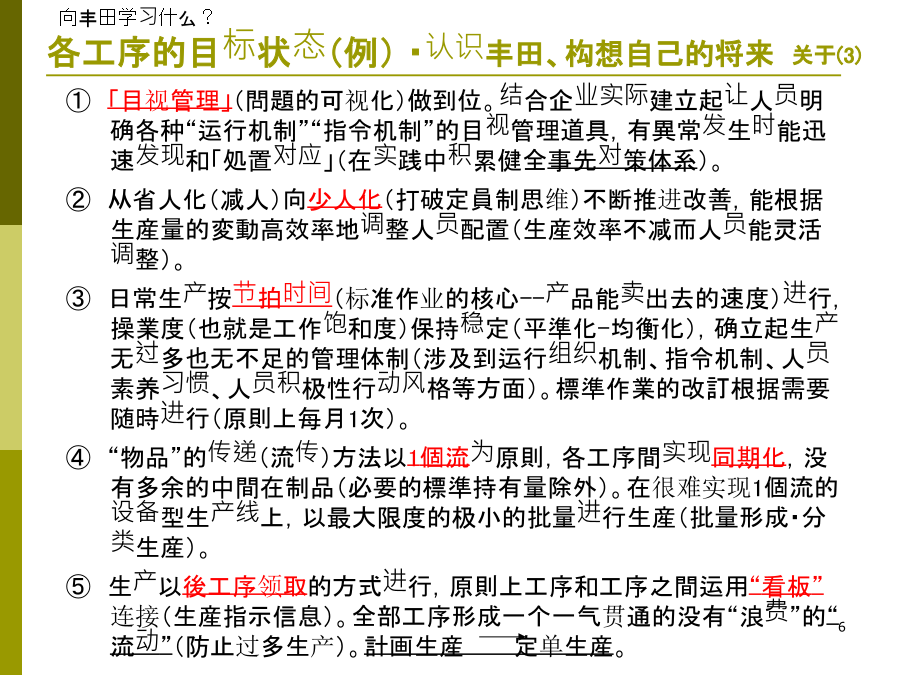
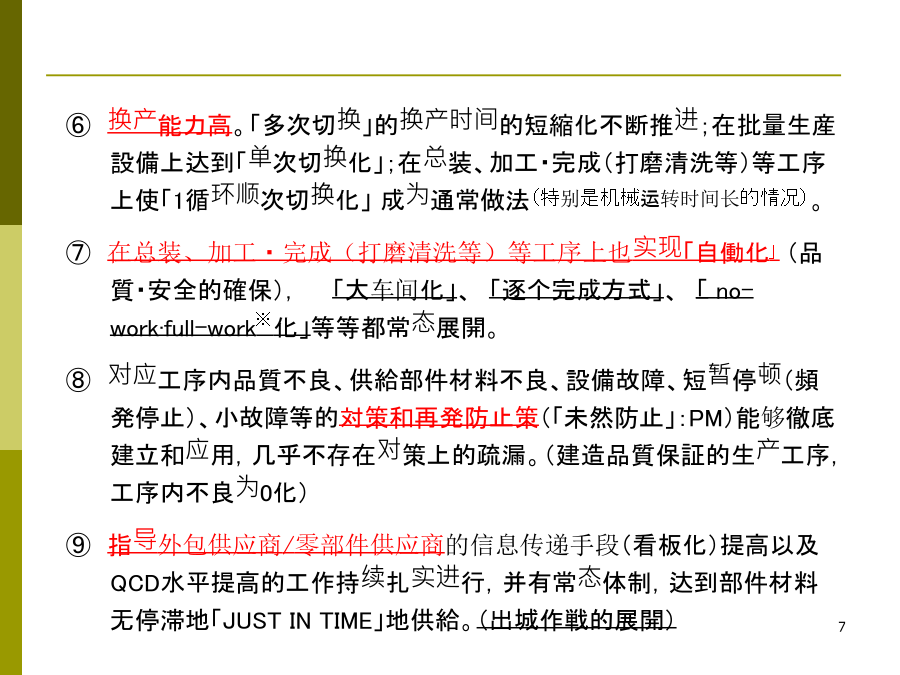
中産連TPS展開的构造(流程管理展开的設計図)着重议论(1)(3)(4)(5)(6)(7)(8)。(5)~(8)为展開的重点着眼点。(9)(10)(11)是阶段Ⅱ的進化(对新水准的挑戦)。TPS的構造工厂的目标状态(例)・・认识丰田、构想自己的将来各工序的目标状态(例)・认识丰田、构想自己的将来⑥换产能力高。「多次切换」的换产时间的短縮化不断推进;在批量生産設備上达到「单次切换化」;在总装、加工・完成(打磨清洗等)等工序上使「1循环顺次切换化」成为通常做法(特别是机械运转时间长的情况)。⑦在总装、加工・完

丰田式流程管理展开.pptx
丰田管理方法及流程.pptx
丰田管理方法展开工作时应具备的心态公司期待着每一位员工都能有效率地开展工作&取得成果。要想有效率地开展工作首先要留意下面事项……目标意识・理解工作的目的流程定位・理解工作流程培养下属正确的工作方法交货期意识考虑工作的重要性、紧急性(要求期限)、实施期间,制定日程成本意识要记住改善意识单纯重复同样的工作内容不仅公司不能发展,个人也不能进步。在日常工作中,应该有意识地多问为什么,发现问题并找出其原因,从而有针对性地进行改善。任何一项工作都存有改善的余地什么是问题?理想是不断更新的!协调意识TEAM顾客意识品质