
深窄型腔双面扁加工头.pdf

桂香****盟主


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
深窄型腔双面扁加工头.pdf
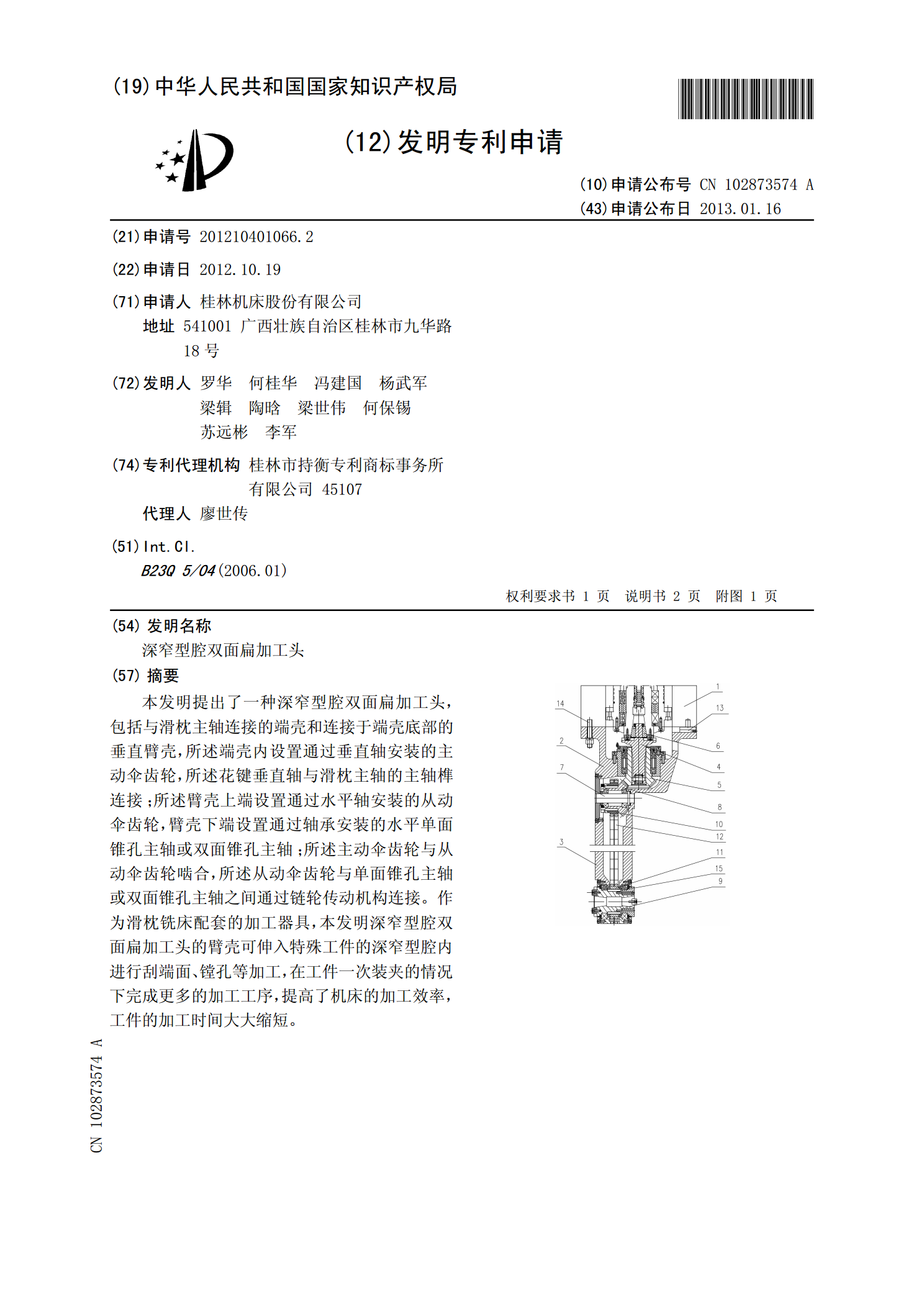
本发明提出了一种深窄型腔双面扁加工头,包括与滑枕主轴连接的端壳和连接于端壳底部的垂直臂壳,所述端壳内设置通过垂直轴安装的主动伞齿轮,所述花键垂直轴与滑枕主轴的主轴榫连接;所述臂壳上端设置通过水平轴安装的从动伞齿轮,臂壳下端设置通过轴承安装的水平单面锥孔主轴或双面锥孔主轴;所述主动伞齿轮与从动伞齿轮啮合,所述从动伞齿轮与单面锥孔主轴或双面锥孔主轴之间通过链轮传动机构连接。作为滑枕铣床配套的加工器具,本发明深窄型腔双面扁加工头的臂壳可伸入特殊工件的深窄型腔内进行刮端面、镗孔等加工,在工件一次装夹的情况下完成更

一种整体叶轮窄深腔数控铣加工方法.pdf
一种整体叶轮窄深腔数控铣加工方法,腔体均匀分成四段铣削,半精铣用球头直径为16毫米,锥度为4°,柄为直径为20毫米球头四刃铣刀;精铣加工采用6刃直径为10毫米锥度4°直径为16毫米柄球头铣刀;切削最大深度180毫米,加工区域分为4个部分,刀具最大悬伸182毫米,最大长径比为9。在选定的切削区域中建立并生成刀具轨迹,在加工整体叶轮叶片自由曲面的加工区域能参数化,加工线速度为110~130米/分钟;选用四轴数控加工中心,X轴及Z轴加工坐标原点,设在零件旋转中心,Y轴加工坐标原点设在叶片积叠轴上。本发明的优点:

薄壁深腔型精密轮廓铣削技术.docx
薄壁深腔型精密轮廓铣削技术摘要薄壁深腔型结构是一种常见的薄壁件,其精度和表面质量要求极高。传统的加工方法无法满足要求,在这种情况下,薄壁深腔型精密轮廓铣削技术被引入。本文主要介绍了薄壁深腔型精密轮廓铣削技术的原理及其优化方法,以及其在工业制造中的应用和发展前景。关键字:薄壁深腔型,精密轮廓铣削,加工技术,应用AbstractThin-walleddeep-cavitystructuresarecommonthin-walledpartsthatrequirehighaccuracyandsurfacequ

空间狭小的深型腔的顶出机构.pdf
本发明公开了空间狭小的深型腔的顶出机构,其结构简单、安装制造方便。其包括凹模型腔、凸模型芯、斜顶、凸模连接板、面针板、底针板、底针板下部驱动机构,所述斜顶贯穿所述凸模连接板,其特征在于:所述斜顶底部装有转动轴,所述转动轴上套装有滚轮,所述转动轴外接动力装置,所述滚轮支承于滚轮座的直线轨道内,所述滚轮座紧固于所述底针板、面针板,所述斜顶贯穿所述凸模连接板后其上部一侧紧贴所述凸模型芯,所述斜顶的中部与所述凸模型芯、所述凸模连接板结合部位远离工件的一侧留有间距、另一侧与与所述凸模型芯相结合的面为斜面。?

数控加工深型腔复杂型面模具的刀具长度优化.docx
数控加工深型腔复杂型面模具的刀具长度优化标题:数控加工深型腔复杂型面模具的刀具长度优化摘要:随着制造业的发展,对于模具的加工需求越来越高,尤其是对于深型腔复杂型面模具的加工要求更为严格。刀具长度作为切削加工中的重要参数之一,对加工效率和质量影响巨大。本论文针对数控加工深型腔复杂型面模具的刀具长度优化问题进行研究,系统分析了刀具长度对加工的影响因素,并提出了一种基于优化算法的刀具长度优化方法。实验结果表明,该方法能够通过减小刀具长度,提高加工效率和质量。关键词:数控加工;刀具长度优化;深型腔复杂型面模具;优