
车轮低压铸造模具热管冷却装置.pdf

书生****aa


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车轮低压铸造模具热管冷却装置.pdf
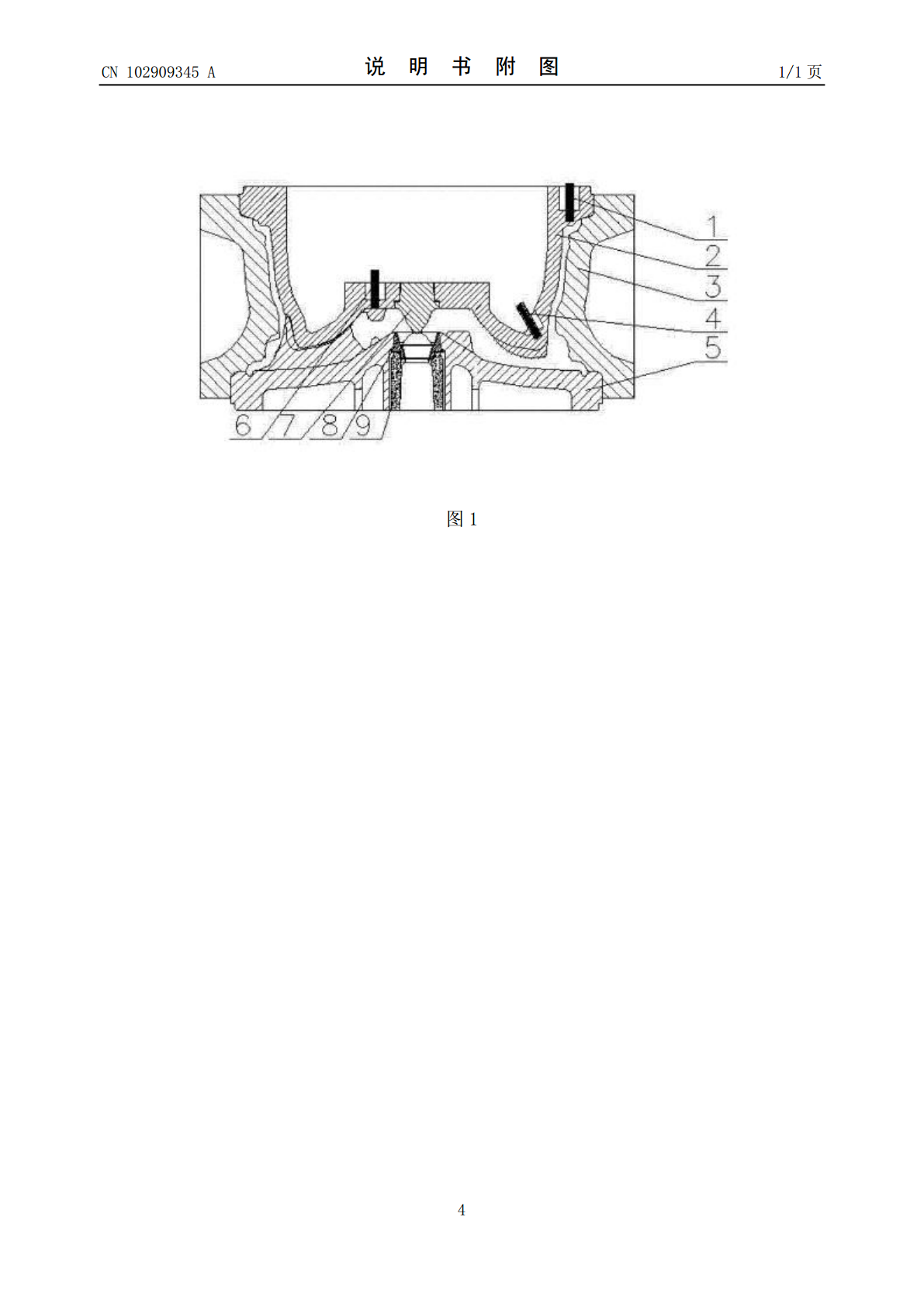
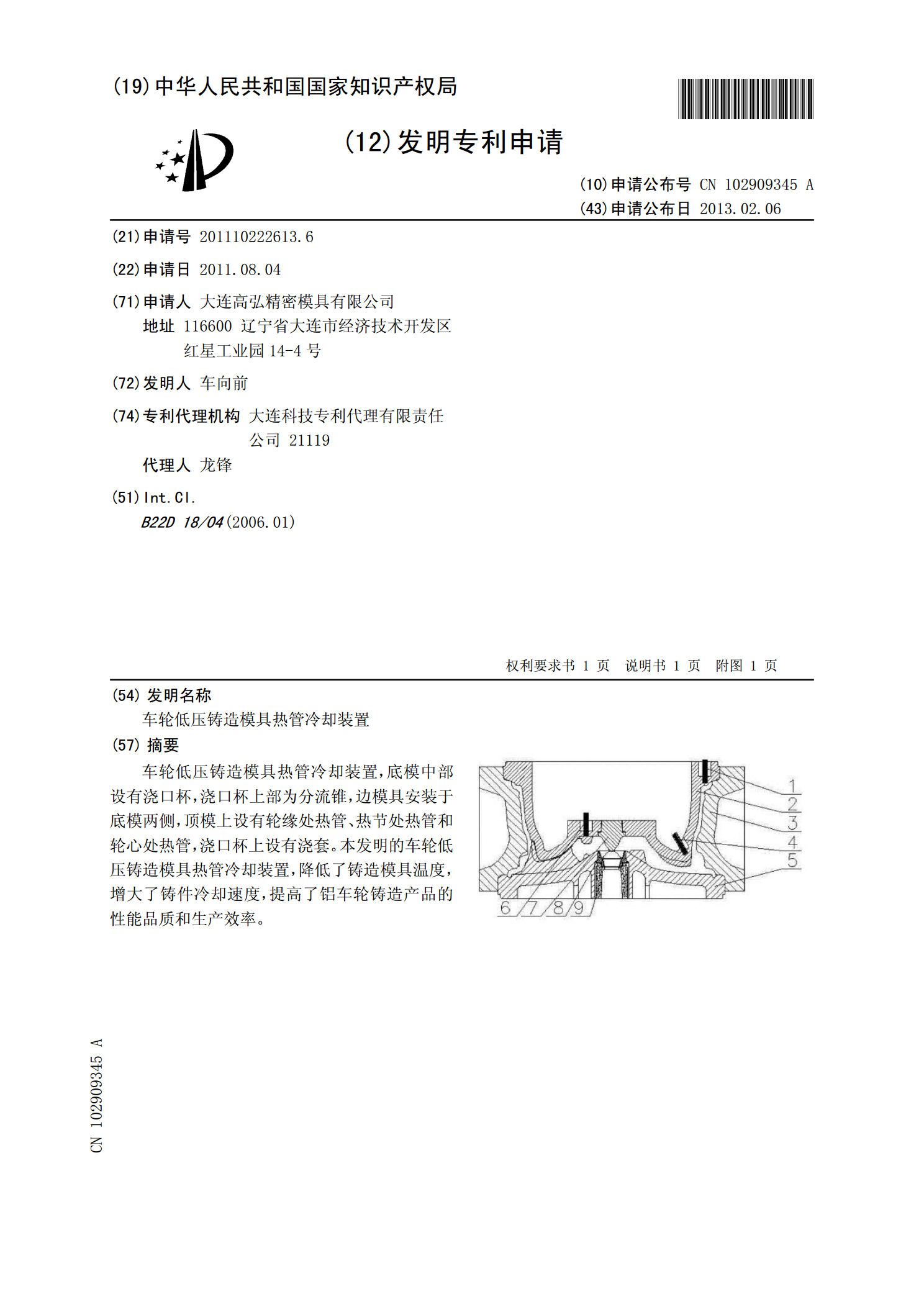
车轮低压铸造模具热管冷却装置,底模中部设有浇口杯,浇口杯上部为分流锥,边模具安装于底模两侧,顶模上设有轮缘处热管、热节处热管和轮心处热管,浇口杯上设有浇套。本发明的车轮低压铸造模具热管冷却装置,降低了铸造模具温度,增大了铸件冷却速度,提高了铝车轮铸造产品的性能品质和生产效率。

铝合金车轮低压铸造模具热管冷却换热方法.pdf
本发明提出了一种铝合金车轮低压铸造模具的热管冷却换热方法。本发明工作时,热管导热工质为萘,热管壳体材料为碳钢,根据模具散发热量的需要计算得到导热工质萘的含量及壳体的管径大小。本发明运转时液态工质萘在蒸发段(与模具和铝液接触的一侧)吸热相变成为蒸汽,在微小的压力差下,流向冷凝段,而在冷凝段冷凝液化,将热量快速导出,并且在毛细吸液芯的作用下,流回蒸发段,完成一个循环。热量就是通过如此反复,不断地导出,完成了铸件的结晶凝固和模具温度的冷却换热。?

改进的铸造车轮模具边模冷却装置.pdf
改进的铸造车轮模具边模冷却装置,边模(3)的背腔对应轮辐处设置1‑3个风孔(31),风孔(31)内浇注5mm‑8mm紫铜(5),边模(3)背腔内对应窗口的区域设置槽体(32),主风管(42)为圆环状,与车轮外径同心,两端需堵焊密封;主风管(42)的外侧焊接风管接头(41),风管接头(41)与外部压缩空气存储设备相连接;主风管(42)内侧焊接风爪(43),风爪(43)对应于轮辐热节位置,风爪(43)数量与边模背腔风孔(31)一致。本发明既保证了热节位置的有效冷却,又兼顾了外轮缘部位的结晶成形,增强了模具的散

车轮模具冷却装置.pdf
本发明车轮模具冷却装置,顶模(3)在轮辐根部设置圆孔,孔内设置金属棒(4),金属棒(4)的一端与冷却水接触,并在该端设置空腔(5),另一端靠近车轮毛坯。冷却水将金属棒(4)传导的车轮毛坯的热量带走,起到水冷却的作用。
一种低压铸造铝合金车轮模具冷却系统智能化控制装置.pdf
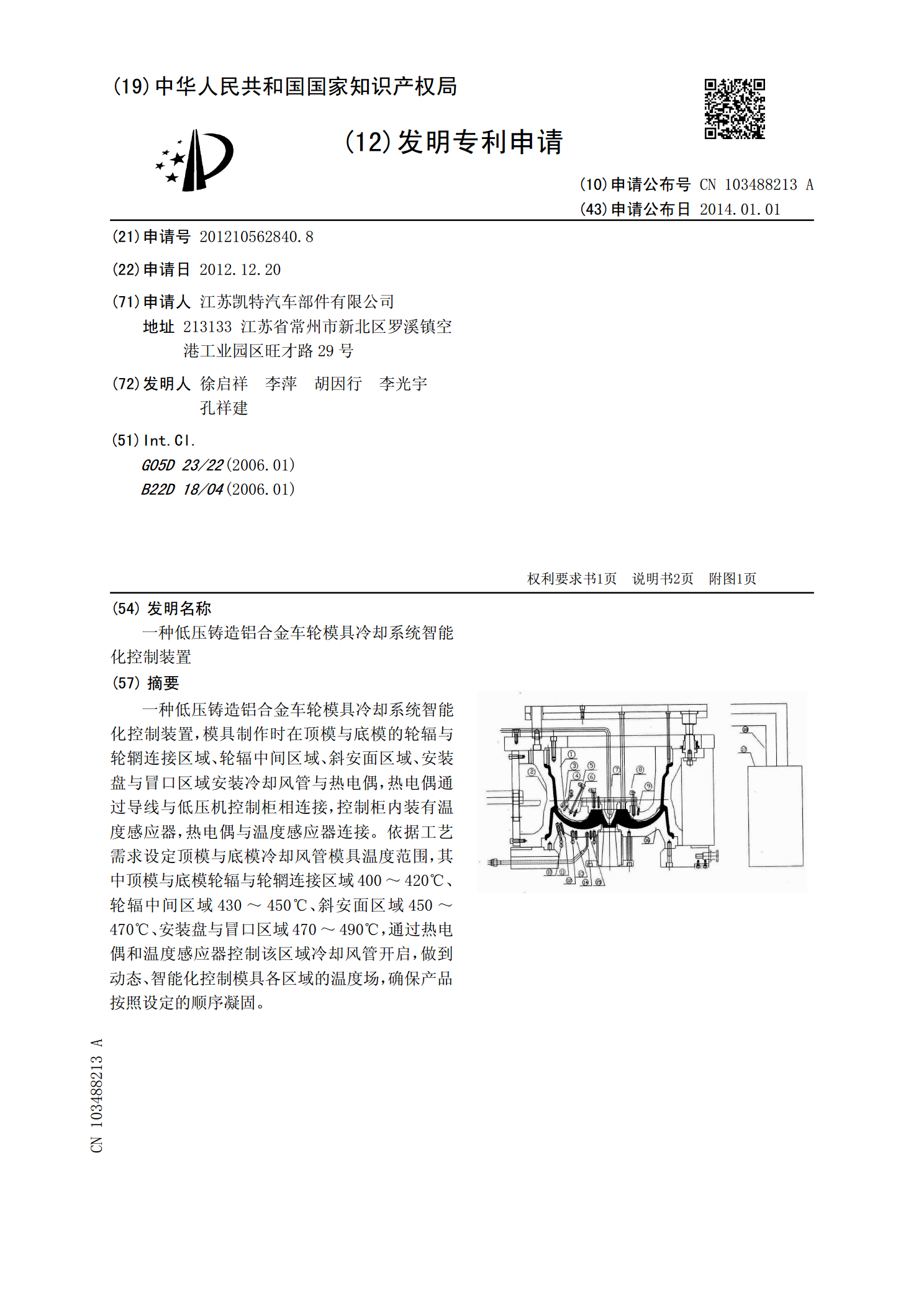
一种低压铸造铝合金车轮模具冷却系统智能化控制装置,模具制作时在顶模与底模的轮辐与轮辋连接区域、轮辐中间区域、斜安面区域、安装盘与冒口区域安装冷却风管与热电偶,热电偶通过导线与低压机控制柜相连接,控制柜内装有温度感应器,热电偶与温度感应器连接。依据工艺需求设定顶模与底模冷却风管模具温度范围,其中顶模与底模轮辐与轮辋连接区域400~420℃、轮辐中间区域430~450℃、斜安面区域450~470℃、安装盘与冒口区域470~490℃,通过热电偶和温度感应器控制该区域冷却风管开启,做到动态、智能化控制模具各区域的