
用于辊压机的成型轮箍.pdf

书生****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于辊压机的成型轮箍.pdf
本发明涉及用于辊压机的成型轮箍。本发明建议使用高含铬合金。这样一来,一方面获得轮箍的高耐磨性,其中所述轮箍对在磨损后重建成型的堆焊不敏感。

碾辊、用于取下轮箍的方法以及用于将轮箍热装到碾辊的轴上的方法.pdf
本发明涉及一种高压辊压机的碾辊(2),所述碾辊包括轴(1)和耐磨损的轮箍(3),其中,所述轮箍(3)力锁合地热装到轴(1)上。此外,本发明涉及一种用于在这种碾辊(2)中分离轮箍(3)和轴(1)的方法以及一种用于将轮箍(3)和轴(1)力锁合地连接成这种碾辊(2)的方法。根据本发明规定,所述轴(1)具有沿着轴向方向贯通的多个冷却孔(5),用于使气态的或者液态的冷却剂流过,其中,所述冷却孔(5)设置在轴(1)的外部区域中。外此,为了分离轮箍(3)和轴(1)规定,通过从外部的热供应对轮箍(3)加热,在此借助穿流冷
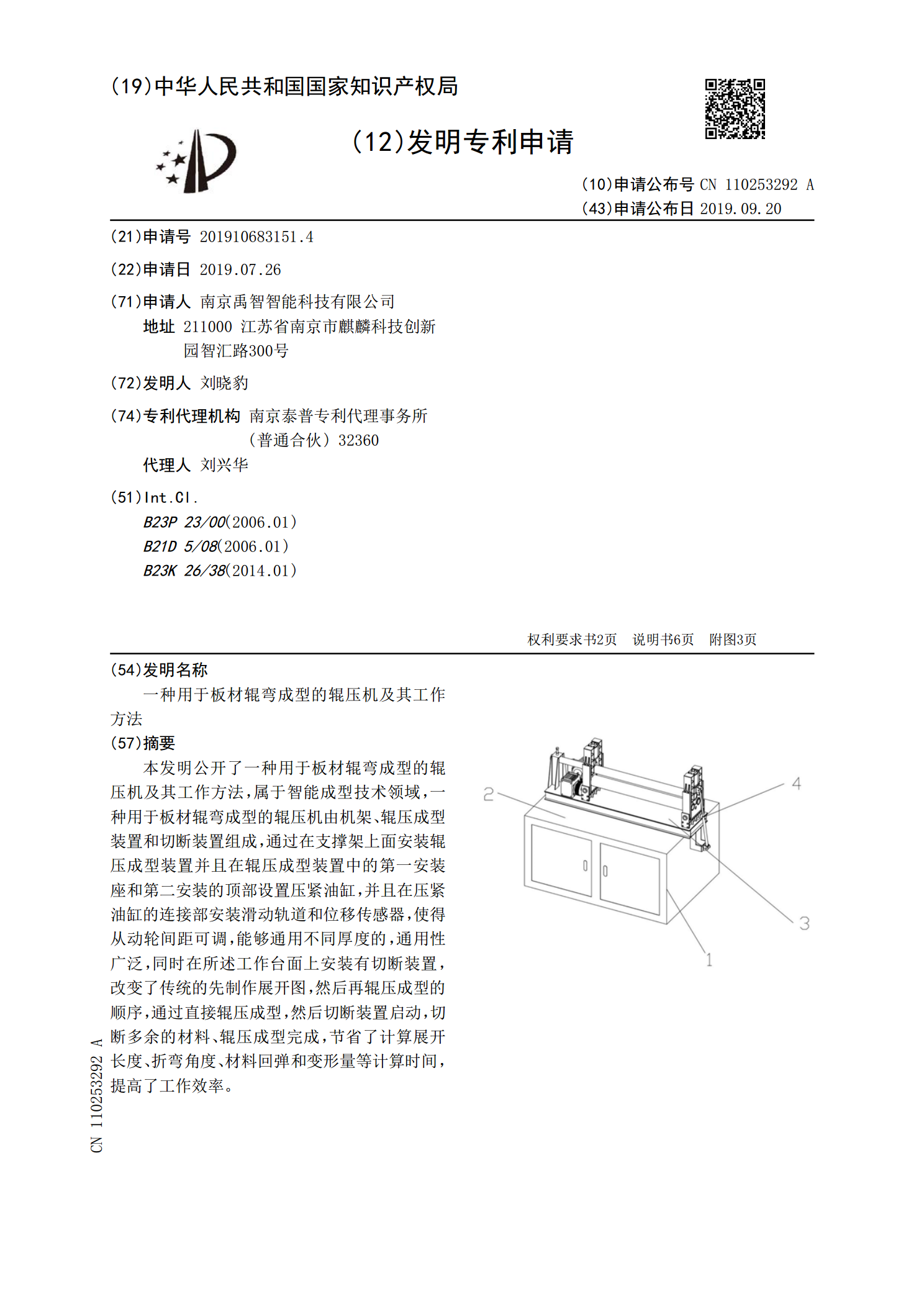
一种用于板材辊弯成型的辊压机及其工作方法.pdf
本发明公开了一种用于板材辊弯成型的辊压机及其工作方法,属于智能成型技术领域,一种用于板材辊弯成型的辊压机由机架、辊压成型装置和切断装置组成,通过在支撑架上面安装辊压成型装置并且在辊压成型装置中的第一安装座和第二安装的顶部设置压紧油缸,并且在压紧油缸的连接部安装滑动轨道和位移传感器,使得从动轮间距可调,能够通用不同厚度的,通用性广泛,同时在所述工作台面上安装有切断装置,改变了传统的先制作展开图,然后再辊压成型的顺序,通过直接辊压成型,然后切断装置启动,切断多余的材料、辊压成型完成,节省了计算展开长度、折弯角
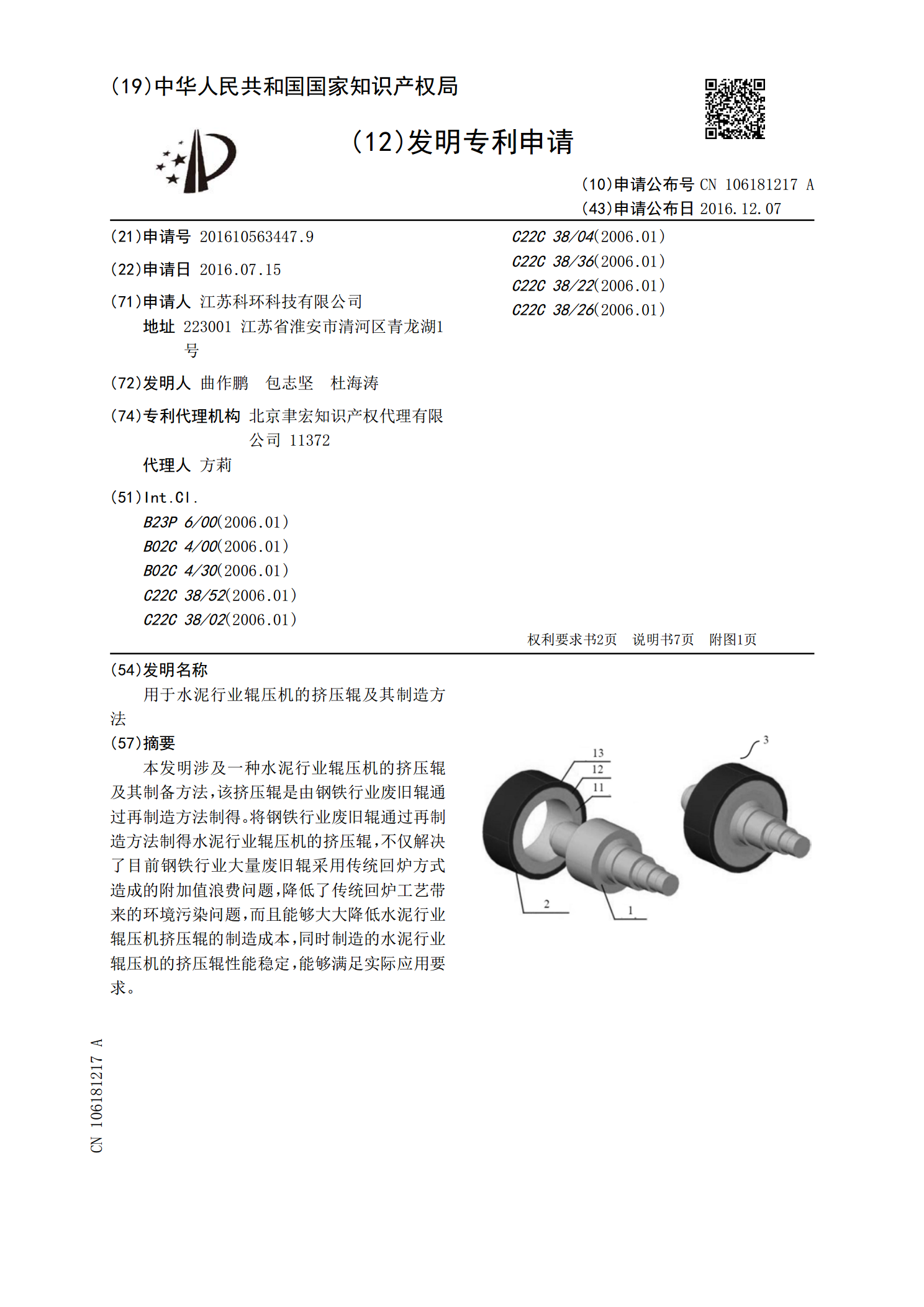
用于水泥行业辊压机的挤压辊及其制造方法.pdf
本发明涉及一种水泥行业辊压机的挤压辊及其制备方法,该挤压辊是由钢铁行业废旧辊通过再制造方法制得。将钢铁行业废旧辊通过再制造方法制得水泥行业辊压机的挤压辊,不仅解决了目前钢铁行业大量废旧辊采用传统回炉方式造成的附加值浪费问题,降低了传统回炉工艺带来的环境污染问题,而且能够大大降低水泥行业辊压机挤压辊的制造成本,同时制造的水泥行业辊压机的挤压辊性能稳定,能够满足实际应用要求。
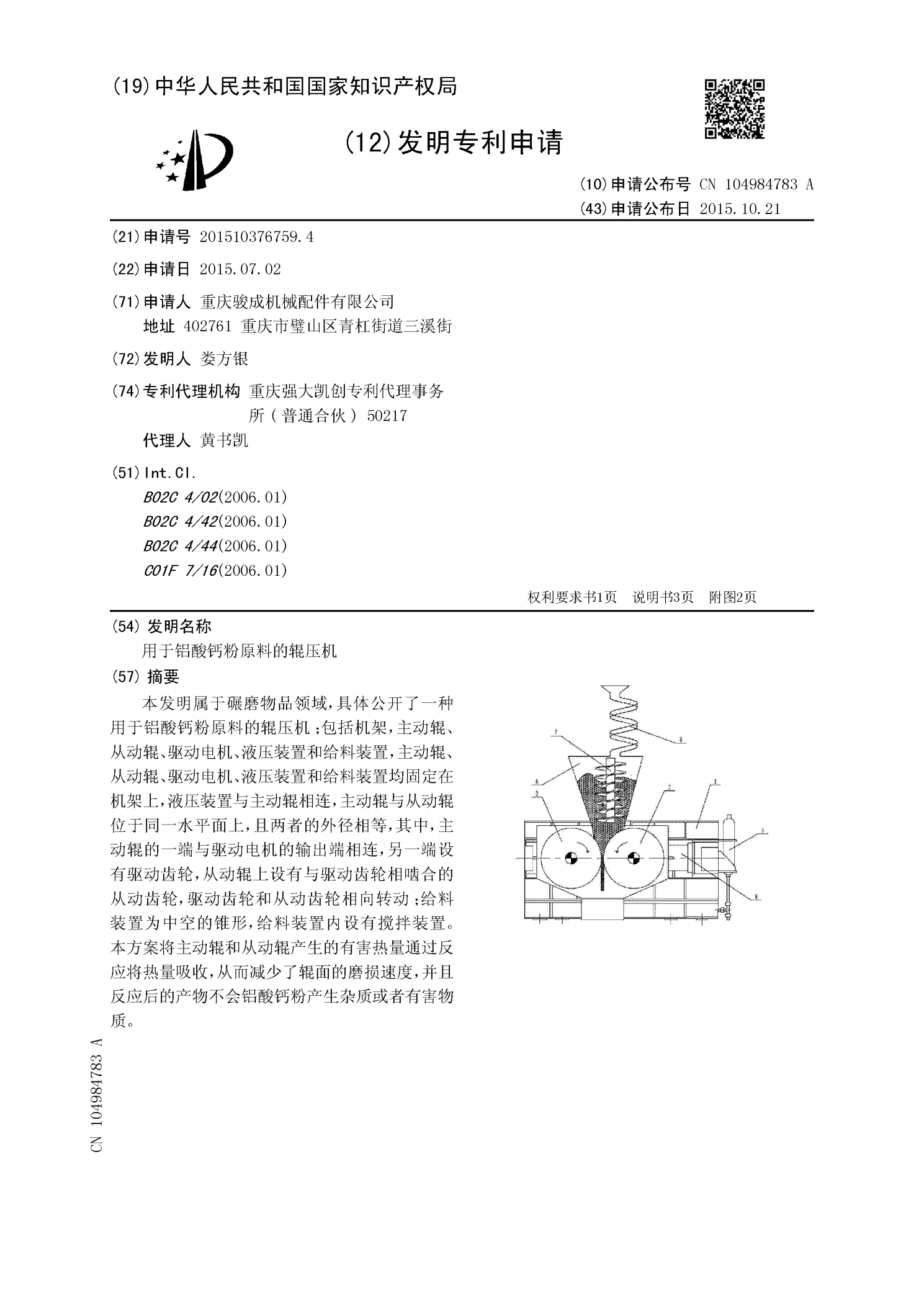
用于铝酸钙粉原料的辊压机.pdf
本发明属于碾磨物品领域,具体公开了一种用于铝酸钙粉原料的辊压机;包括机架,主动辊、从动辊、驱动电机、液压装置和给料装置,主动辊、从动辊、驱动电机、液压装置和给料装置均固定在机架上,液压装置与主动辊相连,主动辊与从动辊位于同一水平面上,且两者的外径相等,其中,主动辊的一端与驱动电机的输出端相连,另一端设有驱动齿轮,从动辊上设有与驱动齿轮相啮合的从动齿轮,驱动齿轮和从动齿轮相向转动;给料装置为中空的锥形,给料装置内设有搅拌装置。本方案将主动辊和从动辊产生的有害热量通过反应将热量吸收,从而减少了辊面的磨损速度,