
一种ABS轮速传感器注塑模具.pdf

论文****酱吖


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种ABS轮速传感器注塑模具.pdf
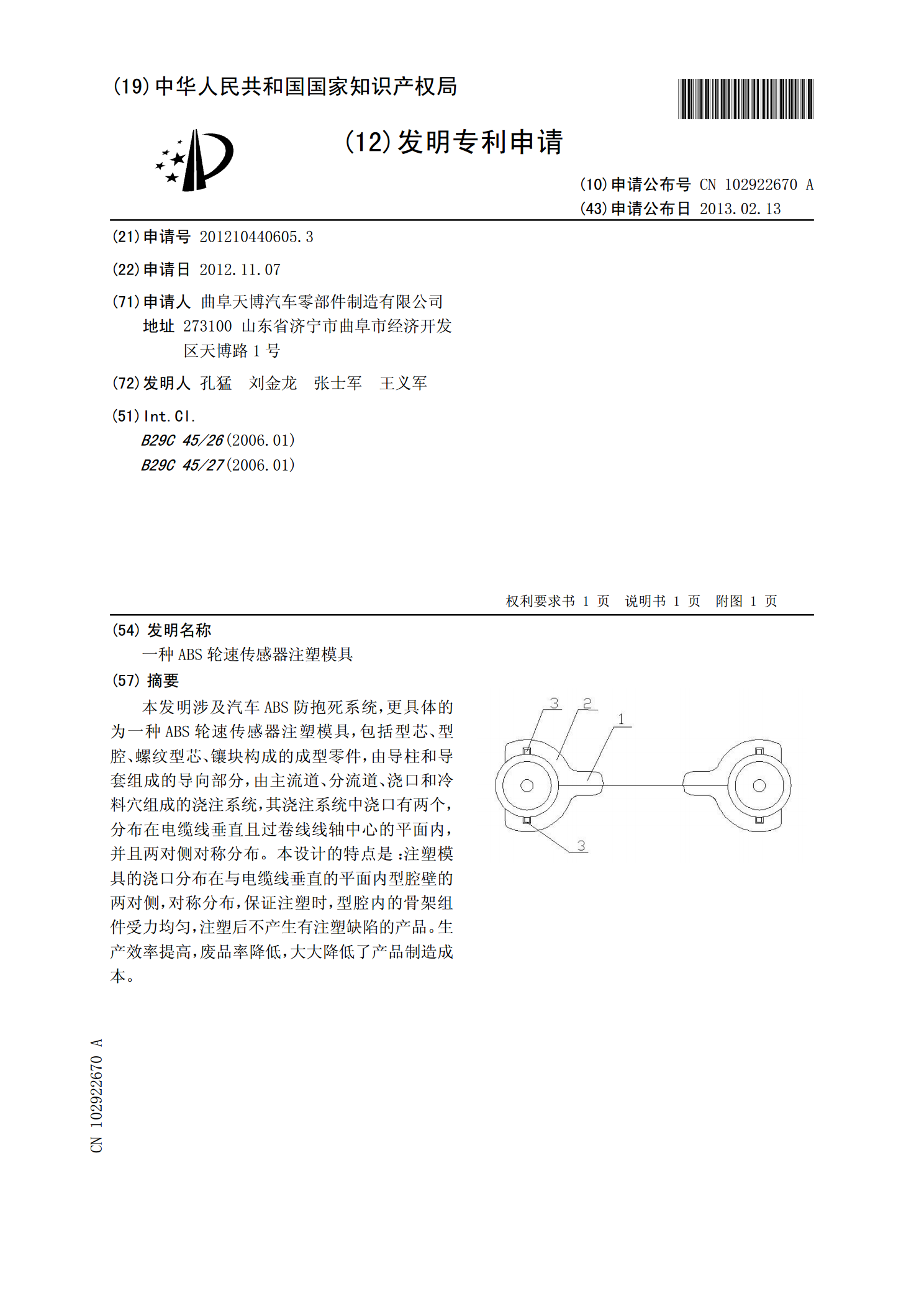
本发明涉及汽车ABS防抱死系统,更具体的为一种ABS轮速传感器注塑模具,包括型芯、型腔、螺纹型芯、镶块构成的成型零件,由导柱和导套组成的导向部分,由主流道、分流道、浇口和冷料穴组成的浇注系统,其浇注系统中浇口有两个,分布在电缆线垂直且过卷线线轴中心的平面内,并且两对侧对称分布。本设计的特点是:注塑模具的浇口分布在与电缆线垂直的平面内型腔壁的两对侧,对称分布,保证注塑时,型腔内的骨架组件受力均匀,注塑后不产生有注塑缺陷的产品。生产效率提高,废品率降低,大大降低了产品制造成本。

一种ABS轮速传感器骨架组件.pdf
本发明为一种ABS轮速传感器骨架组件,其构成件有磁钢、插片I、插片II和骨架注塑体,插片I和插片II嵌注于骨架注塑体的上端并露出与电缆线连接的部分和芯片焊接的部分,所述磁钢镶嵌注塑在骨架注塑体的下端部,在磁钢的下面骨架注塑体上留有供芯片从侧面插入的凹槽。有益效果是:简化生产工艺,操作方便,安装芯片时避免黏性剂的使用,降低了产品制造成本。?

一种ABS轮速传感器测试台.pdf
本发明公开了一种ABS轮速传感器测试台,包括测试台本体,所述测试台本体竖直转动连接有传动轴,所述传动轴顶端固定有伸出测试台本体表面的固定座,所述传动轴通过设置有电机驱动,所述固定座上表面设置有与ABS轮速传感器相匹配的轮毂轴承,所述测试台本体设置有用于显示ABS轮速传感器输出波形的示波器,所述示波器连接有数据接口以及带有数据接口的数据采集器,所述测试台本体还设置有用于提供工作电压的电源器。本发明的一种ABS轮速传感器测试台,以保证流入市场的ABS轮速传感器的合格率。
ABS轮速传感器用固定组件.pdf
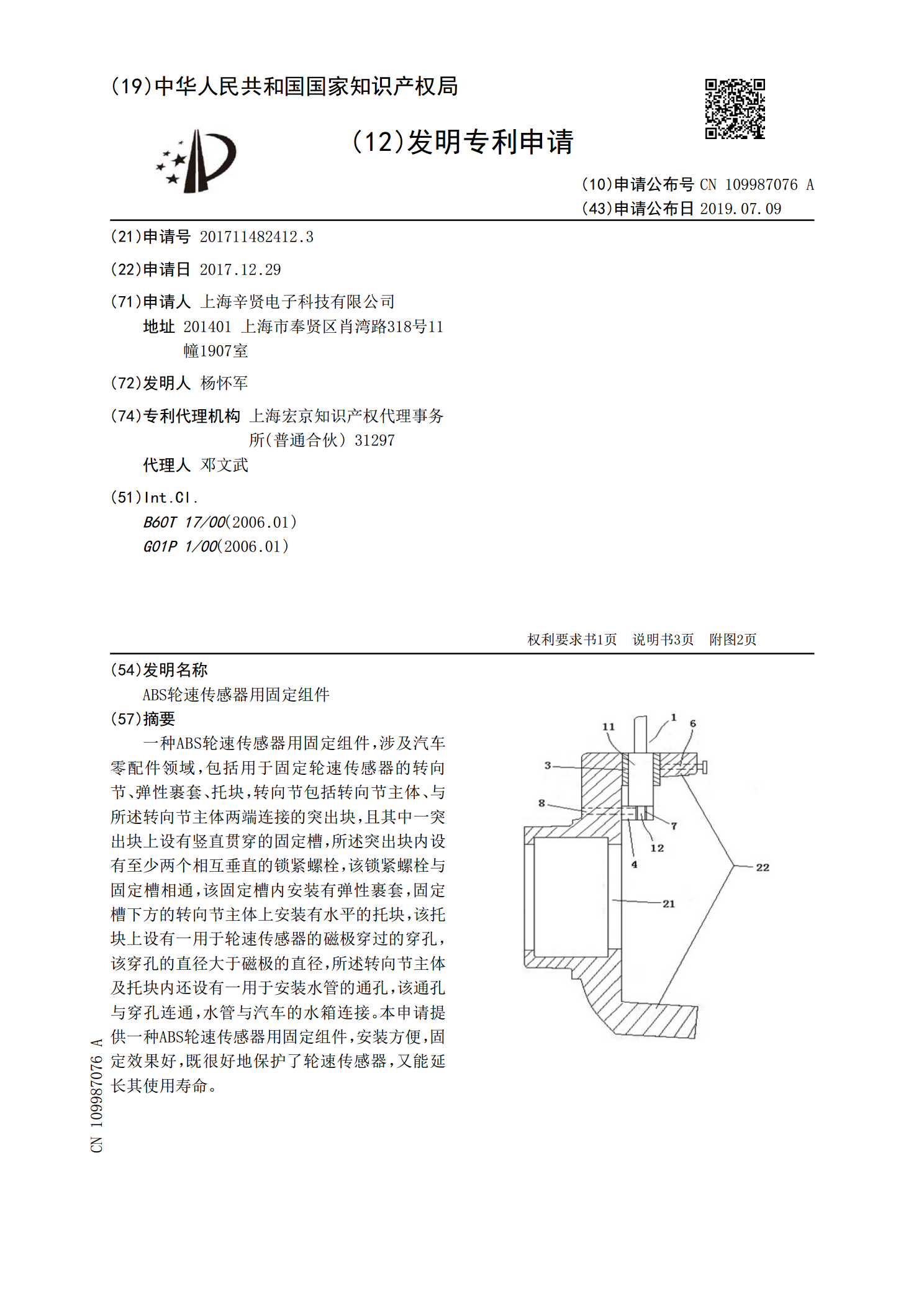
一种ABS轮速传感器用固定组件,涉及汽车零配件领域,包括用于固定轮速传感器的转向节、弹性裹套、托块,转向节包括转向节主体、与所述转向节主体两端连接的突出块,且其中一突出块上设有竖直贯穿的固定槽,所述突出块内设有至少两个相互垂直的锁紧螺栓,该锁紧螺栓与固定槽相通,该固定槽内安装有弹性裹套,固定槽下方的转向节主体上安装有水平的托块,该托块上设有一用于轮速传感器的磁极穿过的穿孔,该穿孔的直径大于磁极的直径,所述转向节主体及托块内还设有一用于安装水管的通孔,该通孔与穿孔连通,水管与汽车的水箱连接。本申请提供一种A

汽车ABS轮速传感器检测系统.docx
汽车ABS轮速传感器检测系统技术领域该系统是用于汽车防抱制动过程中轮速传感器的检测。为保证ABS系统的正常工作,获取车辆运行的参数,需要有合格的轮速传感器。本系统用轮速传感器检测装置,将信号通过A/D转换,描绘出曲线,并根据数据确定轮速传感器是否合格。轮速传感器是汽车防抱制动系统中获取车辆运行参数的关键器件,为保证汽车防抱制动系统的正常工作,保证汽车运行的安全,轮速传感器是一个重要的部件。汽车ABS所用的轮速传感器为电磁感应方式,产生出接近正弦波的波形,过去的检测方式是用示波