
高度可调式精锻机工件支撑.pdf

努力****甲寅


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高度可调式精锻机工件支撑.pdf
本发明涉及精锻机技术领域,是高度可调式精锻机工件支撑。它是由PLC控制器实现对工件支承的高度调节,其特征是:它至少包括托轮、工件支承、扇形齿轮、齿轮、编码器、液压缸、伺服阀和PLC控制器;工件支撑是由两条固定连接的臂构成,且两条臂间的夹角恒定,一条臂的端部固定设置有托轮,另一条臂的端部固定连接液压缸的杠杆端,液压缸的进油端设置有伺服阀;工件支撑的还与扇形齿轮联动固定,扇形齿轮与齿轮啮合,齿轮的转轴上设置有编码器;编码器与伺服阀与PLC控制器导通。本发明实现了精锻机工件支撑的高度可调,使精锻机在锻打时,避免

调整支撑工件方法及可调式支撑工件系统.pdf
本发明公开一种调整支撑工件方法及可调式支撑工件系统,其中调整支撑工件方法包括以下步骤:设定被支撑工件的初始支撑位置信息;依据初始支撑位置信息,通过有限元素法对被支撑工件的计算机辅助设计文件进行分析以获得工件变形量信息;依据工件变形量信息以及目标工件变形量信息,求解出各支撑装置对应的支撑位置信息;依据支撑位置信息与转换程序,以获得各支撑装置的Z坐标以及法向量方向;依据支撑位置信息、Z坐标以及法向量方向,以调整各支撑装置的位置以及角度。

高度可调式支撑装置.pdf
本发明公开了一种高度可调式支撑装置,包括U型底座、用于传递驱动力的主动斜楔、与所述主动斜楔配合的被动斜楔以及用于驱动主动斜楔的液压缸,所述液压缸缸体固定安装在所述U型底座的侧壁,所述液压缸顶出杆与所述主动斜楔连接,所述主动斜楔滑动设置在所述U型底座底部,所述被动斜楔滑动设置在所述主动斜楔上侧,所述被动斜楔上侧通过支撑座安装有V型托头,所述支撑座与所述被动斜楔之间设置有压力传感器,所述被动斜楔与所述U型底座侧壁之间设置有多个滚轮。本发明具有以下特点:采用机、电、液一体化设计,自动化程度高,设计合理,可自动调
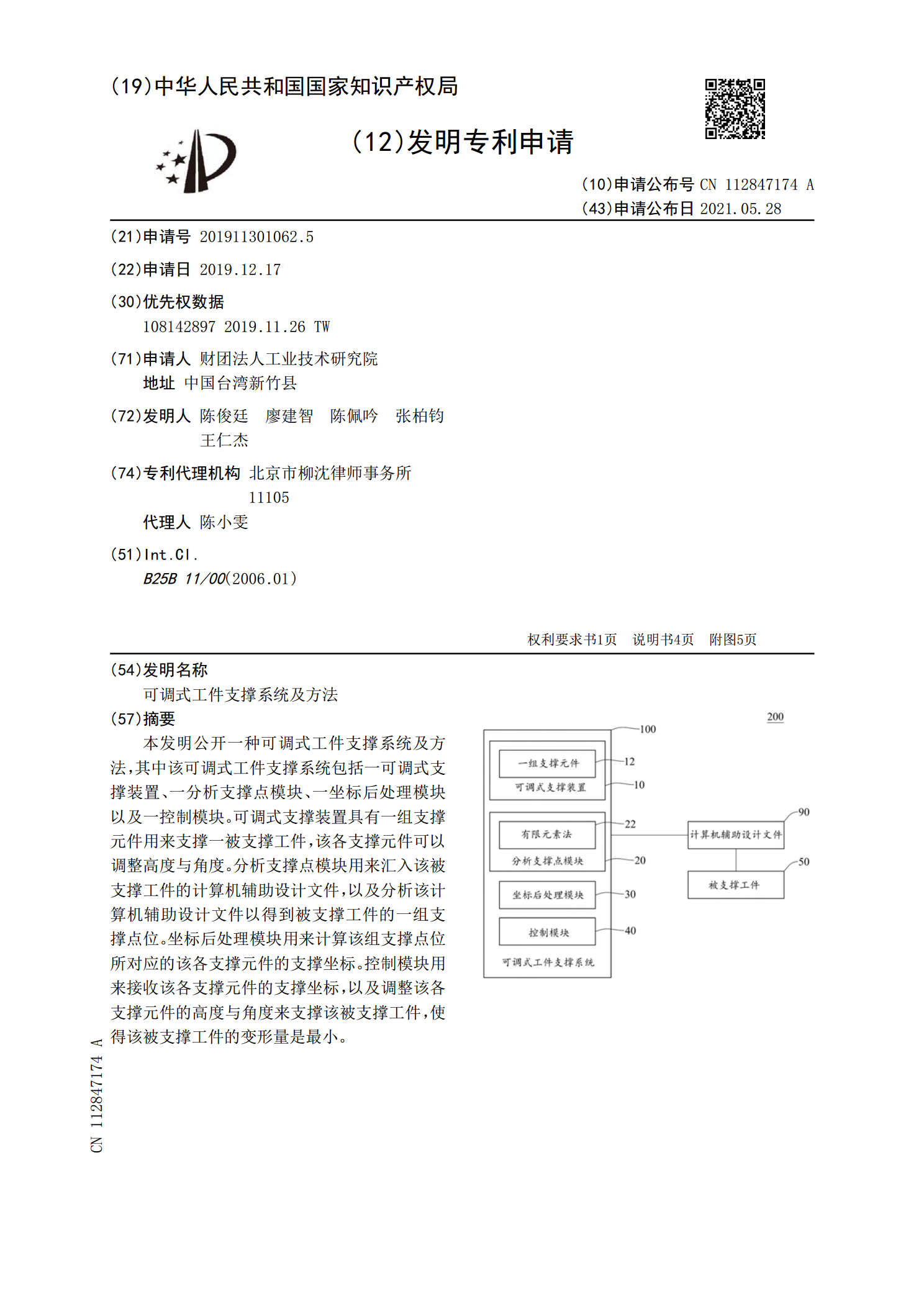
可调式工件支撑系统及方法.pdf
本发明公开一种可调式工件支撑系统及方法,其中该可调式工件支撑系统包括一可调式支撑装置、一分析支撑点模块、一坐标后处理模块以及一控制模块。可调式支撑装置具有一组支撑元件用来支撑一被支撑工件,该各支撑元件可以调整高度与角度。分析支撑点模块用来汇入该被支撑工件的计算机辅助设计文件,以及分析该计算机辅助设计文件以得到被支撑工件的一组支撑点位。坐标后处理模块用来计算该组支撑点位所对应的该各支撑元件的支撑坐标。控制模块用来接收该各支撑元件的支撑坐标,以及调整该各支撑元件的高度与角度来支撑该被支撑工件,使得该被支撑工件
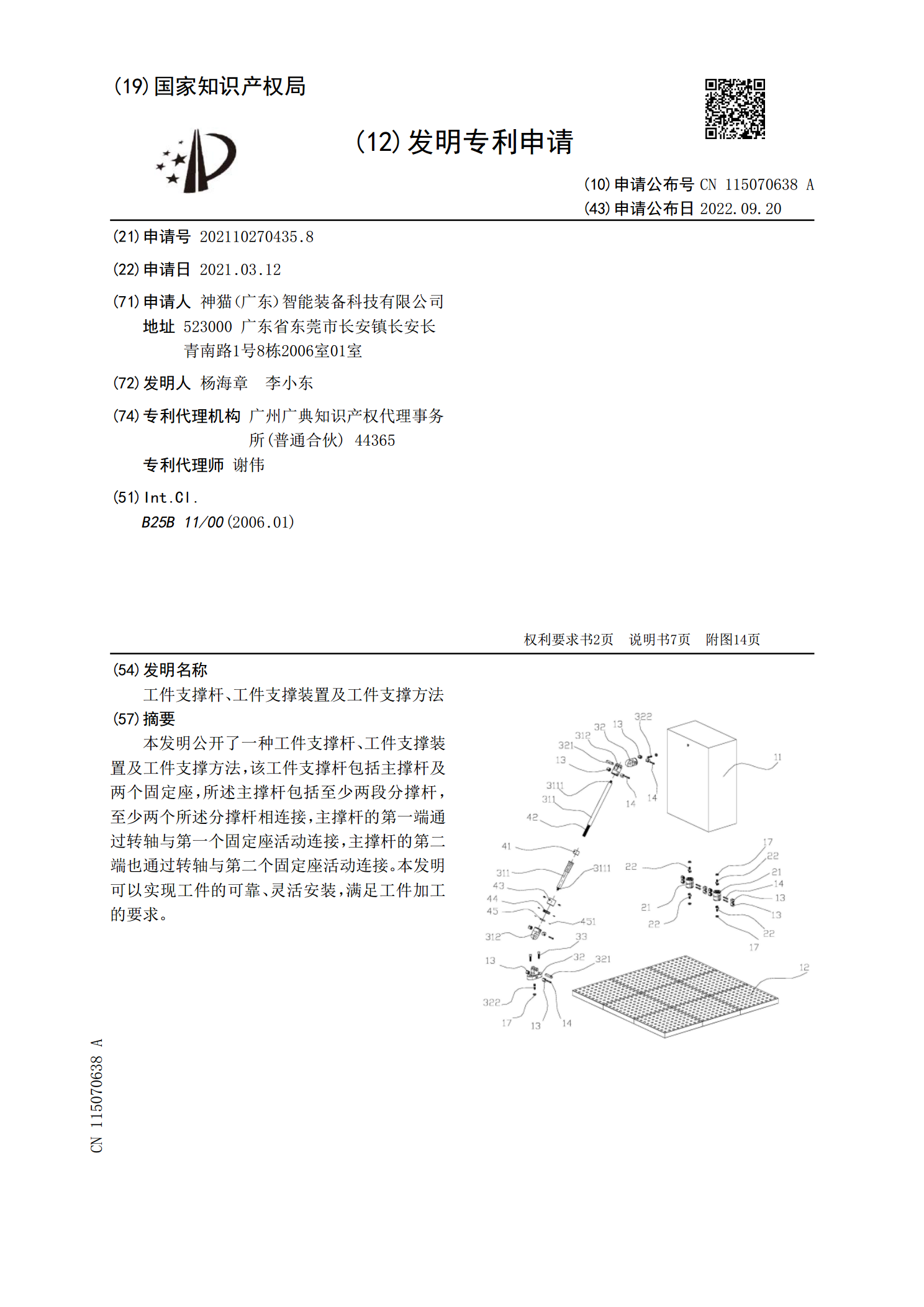
工件支撑杆、工件支撑装置及工件支撑方法.pdf
本发明公开了一种工件支撑杆、工件支撑装置及工件支撑方法,该工件支撑杆包括主撑杆及两个固定座,所述主撑杆包括至少两段分撑杆,至少两个所述分撑杆相连接,主撑杆的第一端通过转轴与第一个固定座活动连接,主撑杆的第二端也通过转轴与第二个固定座活动连接。本发明可以实现工件的可靠、灵活安装,满足工件加工的要求。