
铸模、铸造装置及铸造棒的制造方法.pdf

是你****韵呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铸模、铸造装置及铸造棒的制造方法.pdf
铸模(13)具有用于接受熔融金属(2)的凹部(21)。凹部(21)由用于与熔融金属(2)接触而使熔融金属(2)向凝固物变化的内壁面(29)构成,并且朝向凝固物的拉拔方向(D1)开口。第1轮廓线(23p)和第2轮廓线(25p)的曲线在开始点(43)及(45)的位置具有尖点。宽度方向(D2)上的从第1轮廓线(23p)到第2轮廓线(25p)的距离,随着从拉拔方向(D1)的上游侧向下游侧前进而连续地增加。确定凹部(21)处的内壁面(29)的形状,以使铸造棒(3)能够以通过第1结束点(33)或第2结束点(35)并与
连续铸造装置及使用该装置制造的铸造棒及其制造方法.pdf
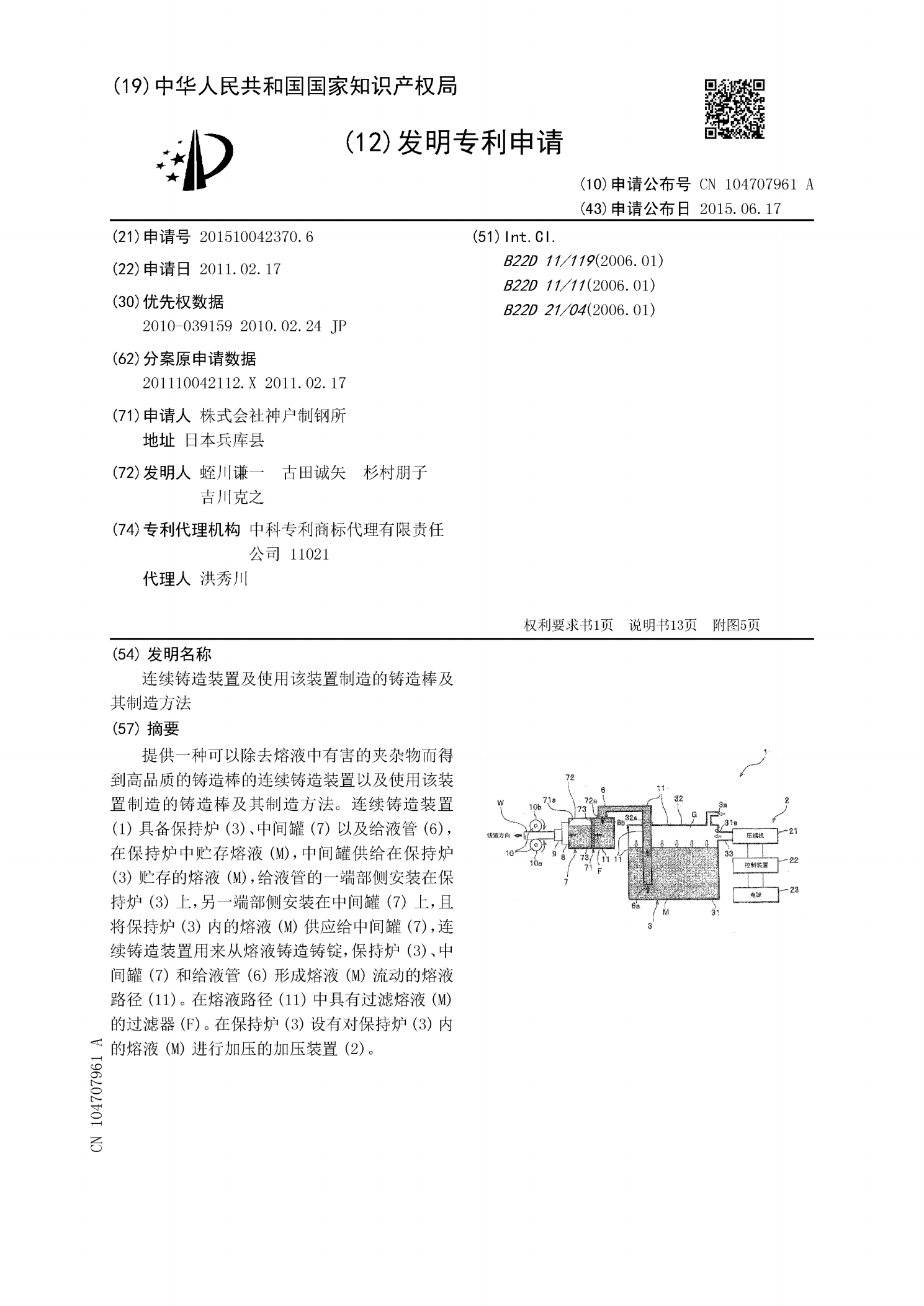
提供一种可以除去熔液中有害的夹杂物而得到高品质的铸造棒的连续铸造装置以及使用该装置制造的铸造棒及其制造方法。连续铸造装置(1)具备保持炉(3)、中间罐(7)以及给液管(6),在保持炉中贮存熔液(M),中间罐供给在保持炉(3)贮存的熔液(M),给液管的一端部侧安装在保持炉(3)上,另一端部侧安装在中间罐(7)上,且将保持炉(3)内的熔液(M)供应给中间罐(7),连续铸造装置用来从熔液铸造铸锭,保持炉(3)、中间罐(7)和给液管(6)形成熔液(M)流动的熔液路径(11)。在熔液路径(11)中具有过滤熔液(M)
连续铸造装置及使用该装置制造的铸造棒及其制造方法.pdf
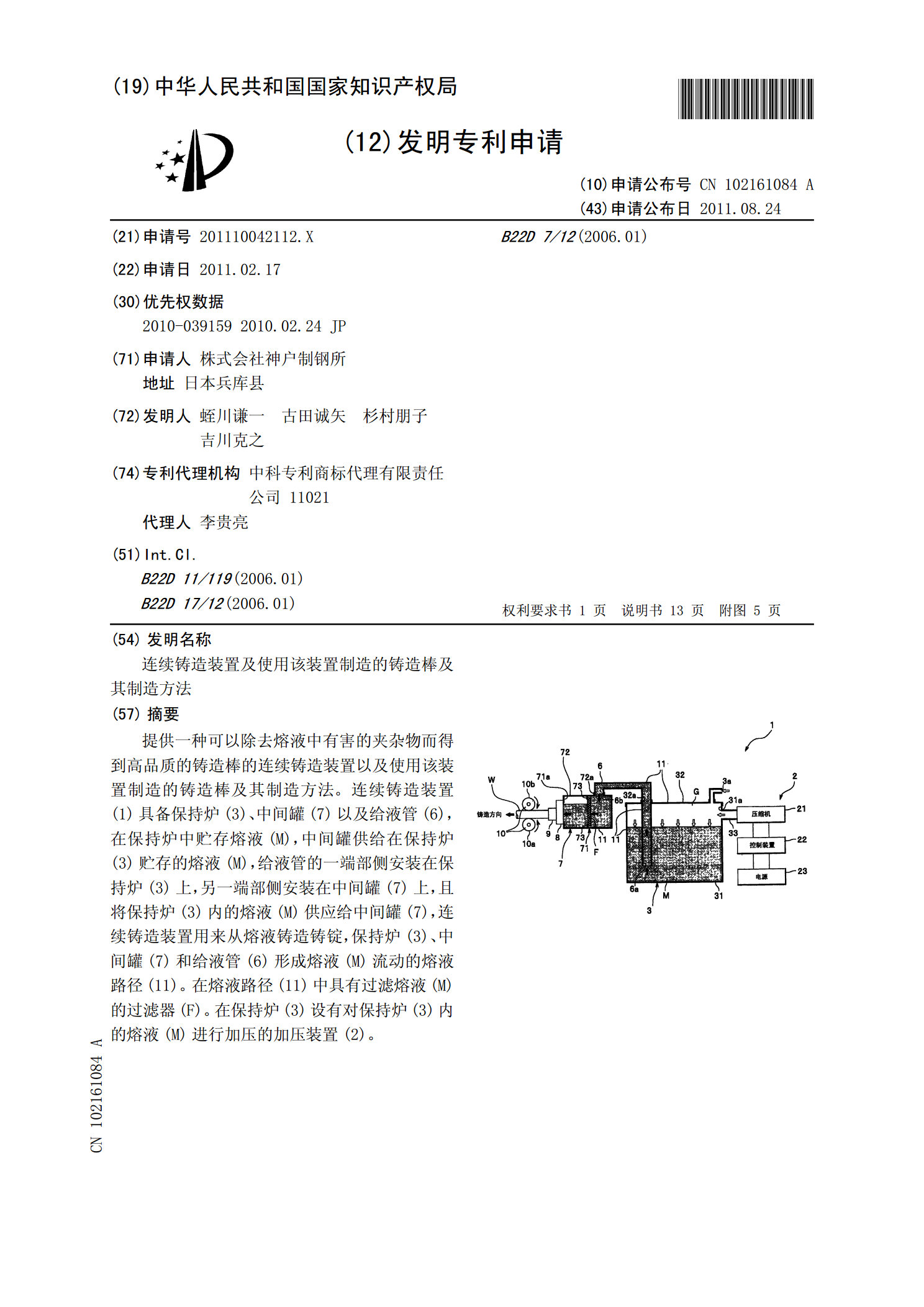
提供一种可以除去熔液中有害的夹杂物而得到高品质的铸造棒的连续铸造装置以及使用该装置制造的铸造棒及其制造方法。连续铸造装置(1)具备保持炉(3)、中间罐(7)以及给液管(6),在保持炉中贮存熔液(M),中间罐供给在保持炉(3)贮存的熔液(M),给液管的一端部侧安装在保持炉(3)上,另一端部侧安装在中间罐(7)上,且将保持炉(3)内的熔液(M)供应给中间罐(7),连续铸造装置用来从熔液铸造铸锭,保持炉(3)、中间罐(7)和给液管(6)形成熔液(M)流动的熔液路径(11)。在熔液路径(11)中具有过滤熔液(M)
连续铸造用铸模的制造方法.pdf
一种连续铸造用铸模的制造方法,在钢的连续铸造中使用的铜制铸模铜板或者铜合金制铸模铜板的至少包含铸造中的钢水的弯液面位置的区域的内表面形成多个凹部,在该凹部填充导热系数不同于铸模铜板的金属,不易发生填充金属层的开裂、剥离。填充金属由2层以上的层叠构成,各层从凹部的底部向开口部沿铸模的内表面的法线方向层叠,第2层以后,一边向激光的照射位置供给镍粉末或者镍基合金粉末一边照射激光,将镍粉末或者镍基合金粉末熔融、凝固而形成厚度0.2~2mm的镍层或者镍基合金层,将其以厚度1~10mm多层堆叠得到被覆层。

用于制造汽缸的铸模的铸造型芯.pdf
本发明涉及一种用于制造内燃机的汽缸优选二冲程发动机的汽缸的铸模的铸造型芯(1)。本发明的关键在于铸造型芯(1)由两部分形成,即包括一个砂芯(2)和一个连接到砂芯(2)上的钢芯(3)。由此可以获得均匀的冷却,并至少减少砂眼的形成。