
一种磨钢管砂轮制作方法.pdf

飞飙****ng

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种磨钢管砂轮制作方法.pdf
本发明公开了一种磨钢管砂轮制作方法,其原料及重量配比份数为:磨料100份,其中锆刚玉30~50份、棕刚玉50~70份,酚醛树脂17~25份、黄铁矿4~8份、长石1~3份、冰晶石1~3份、碳黑1~3份、石膏3~5份;所述成型工序分三次投料,在非磨削区内放置两个钢圈;硬化工序进行分段加温或保温,由常温逐步加温至160℃,硬化时间为14~16小时。本发明利用锆刚玉和棕刚玉不同粒度的混合磨料,有效地降低了原料成本,提高砂轮切削能力和强度的效果。放入两个钢圈,实现了带负荷磨削,提高了磨削效率。对硬化的温度和时间进行

一种磨粒图案分布砂轮的制作方法及制作装置.pdf
本发明提供了一种磨粒图案分布砂轮的制作方法,所述的砂轮为包括但不限于外圆砂轮、端面砂轮、修整盘、修整器、滚轮、磨盘,包括如下步骤:(1)依据所需结合剂厚度确定临时覆盖层的厚度,并根据磨粒图案的分布对临时覆盖层进行镂空处理;(2)将临时覆盖层粘覆于磨盘基体上;(3)利用砂轮基体的旋转运动,将结合剂涂覆于在临时覆盖层上;(4)使砂轮基体旋转,并将刮片紧贴于临时覆盖层上,利用砂轮基体的旋转运动使得没有填入镂空区的结合剂被刮除,留在镂空处的结合剂厚度与临时覆盖层厚度相等,从而达到利用临时覆盖层控制结合剂厚度;(5

一种单层磨粒砂轮的制作方法及制作装置.pdf
本发明公开了一种单层磨粒砂轮的制作方法及制作装置,包括如下步骤:(1)调整定厚结构使其与砂轮基体的待涂覆工作面形成的不变得结合剂涂覆间隙;(2)将结合剂涂覆于处于旋转的砂轮基体的待涂覆工作面,利用砂轮基体的旋转运动使得结合剂被涂抹在整个砂轮基体上,同时受到定厚结构与砂轮基体之间的结合剂涂覆间隙的约束,涂抹于砂轮表面过多的结合剂被定厚结构摊平移除;(3)结合剂涂抹完毕后,使砂轮基体继续旋转,将磨粒从砂轮基体上方的固定位置以匀速落下,借助砂轮基体旋转运动使得磨粒均匀撒在砂轮基体的结合剂表面;(4)将步骤(3)
一种磨粒可调式砂轮和用于砂轮的磨粒环.pdf
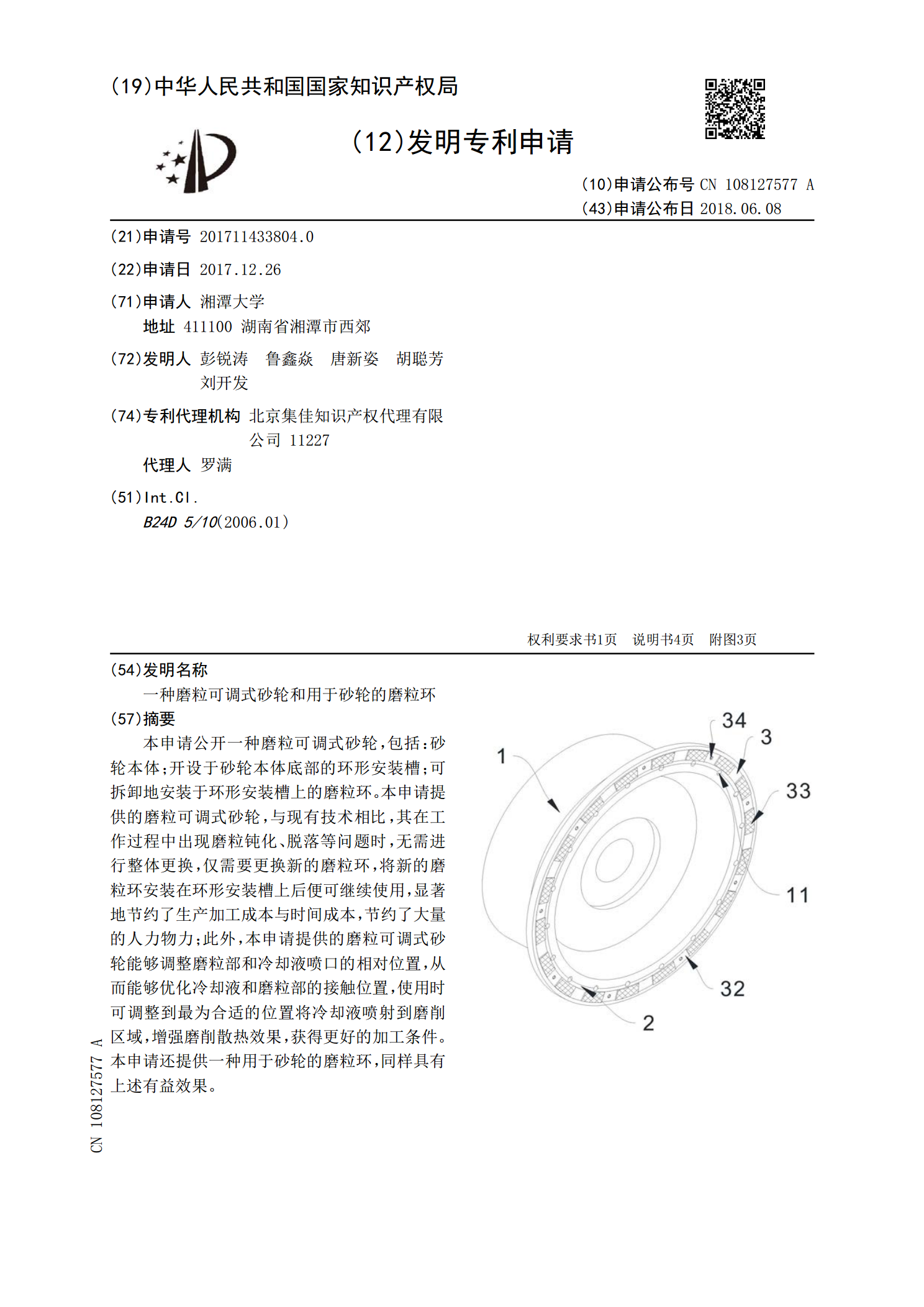
本申请公开一种磨粒可调式砂轮,包括:砂轮本体;开设于砂轮本体底部的环形安装槽;可拆卸地安装于环形安装槽上的磨粒环。本申请提供的磨粒可调式砂轮,与现有技术相比,其在工作过程中出现磨粒钝化、脱落等问题时,无需进行整体更换,仅需要更换新的磨粒环,将新的磨粒环安装在环形安装槽上后便可继续使用,显著地节约了生产加工成本与时间成本,节约了大量的人力物力;此外,本申请提供的磨粒可调式砂轮能够调整磨粒部和冷却液喷口的相对位置,从而能够优化冷却液和磨粒部的接触位置,使用时可调整到最为合适的位置将冷却液喷射到磨削区域,增强磨

一种磨钢球机床专用砂轮粘接托板及其制作方法.pdf
本发明涉及一种机械工具,即一种磨钢球机床专用砂轮粘接托板及其制作方法,以树脂基材,添加再生粒度砂和填充剂石膏粉热压成型,为圆盘状,中心有轴孔,其上下两面分别为粘接面和固定面,粘接面的外周为平面,中心有凸台,凸台中心为轴孔;固定面为平面,轴孔外周均匀分布有不贯通的若干个螺栓孔;本发明与原有钢球加工的铸铁板相比较具备以下优点:1、产品质量轻;2、使用成本低,更换方便效率高;3、韧性高。