
一种磨轧辊砂轮成型装置.pdf

英哲****公主

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种磨轧辊砂轮成型装置.pdf
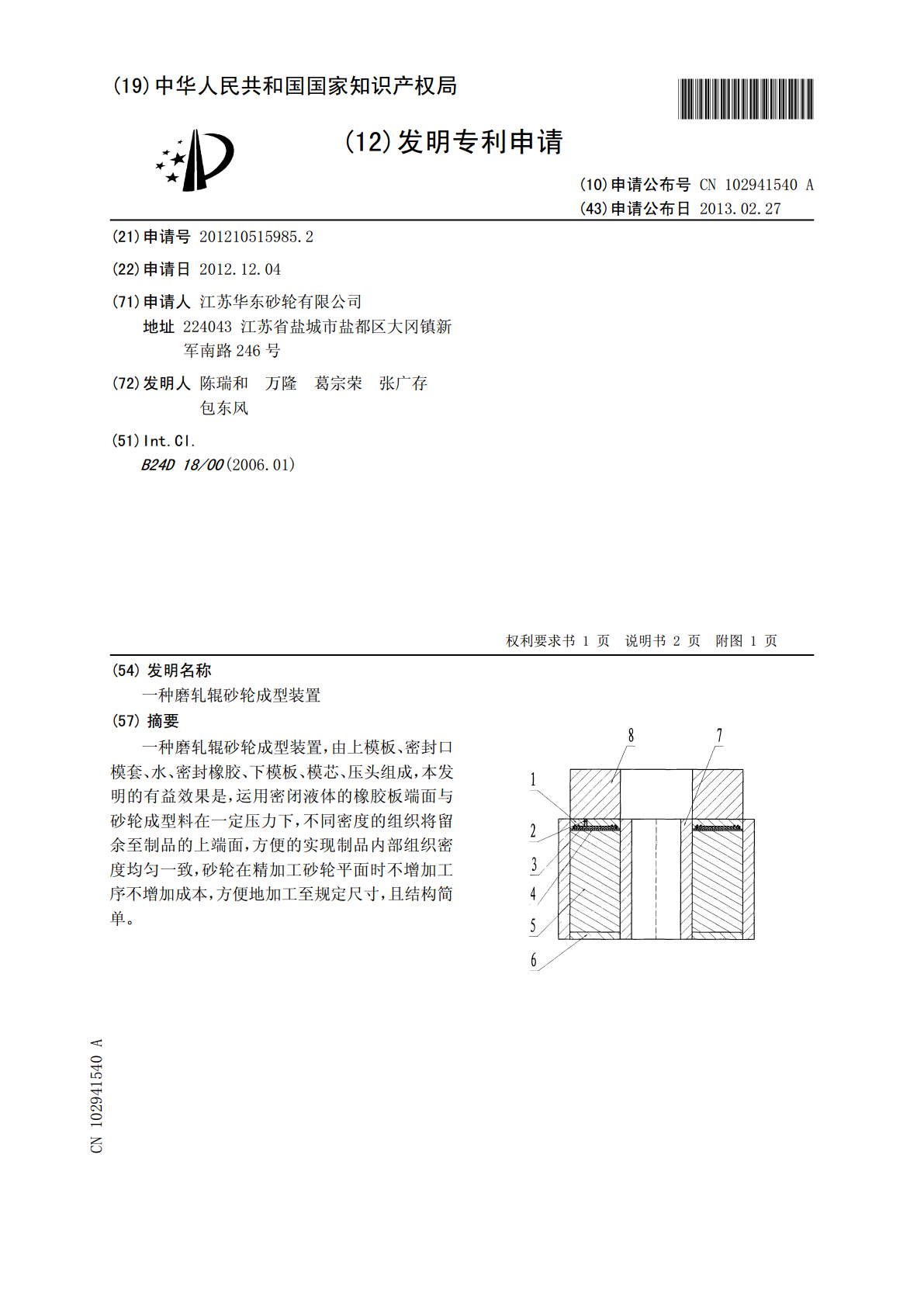
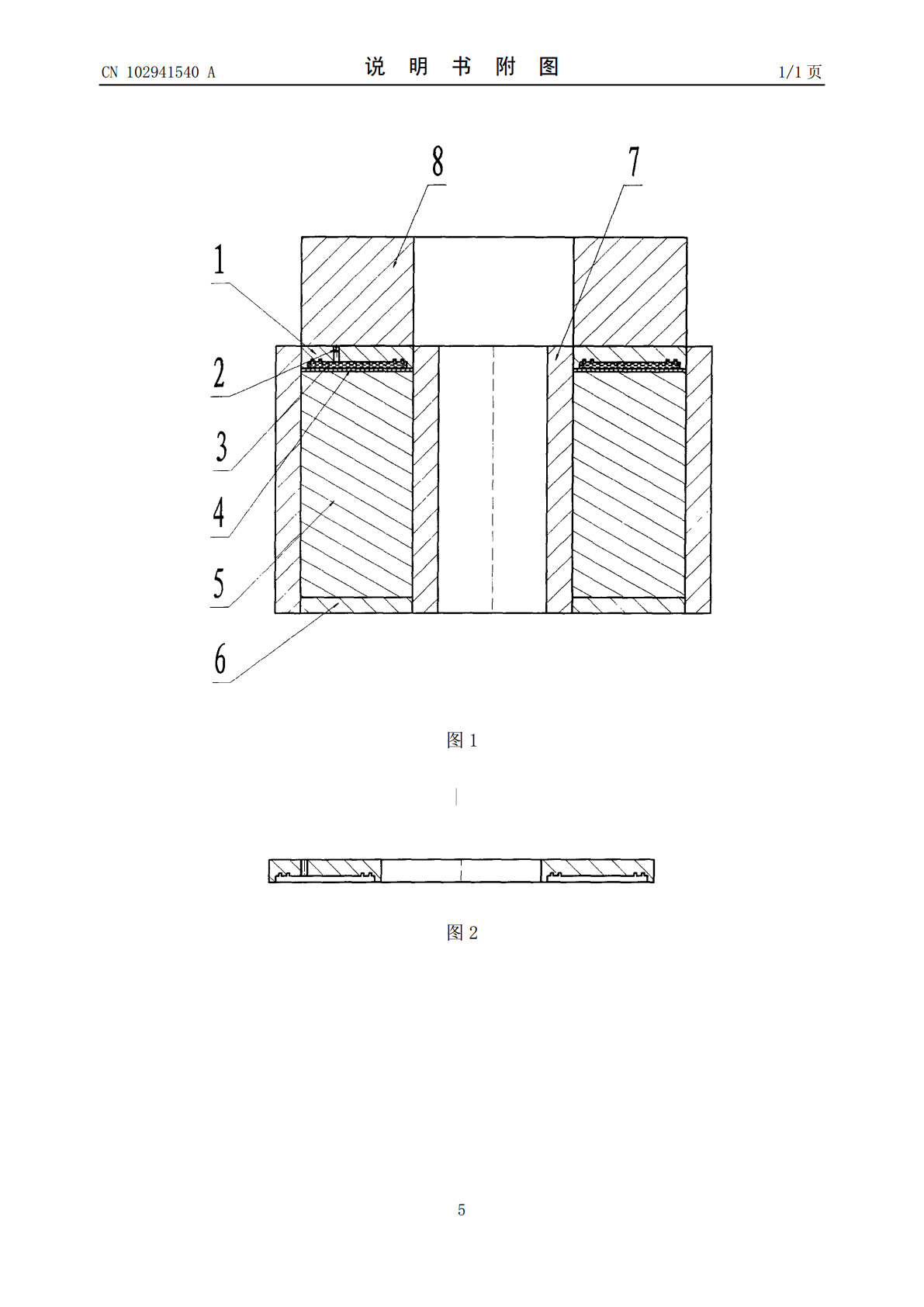
一种磨轧辊砂轮成型装置,由上模板、密封口模套、水、密封橡胶、下模板、模芯、压头组成,本发明的有益效果是,运用密闭液体的橡胶板端面与砂轮成型料在一定压力下,不同密度的组织将留余至制品的上端面,方便的实现制品内部组织密度均匀一致,砂轮在精加工砂轮平面时不增加工序不增加成本,方便地加工至规定尺寸,且结构简单。
一种改进的轧辊磨床砂轮修磨装置.pdf
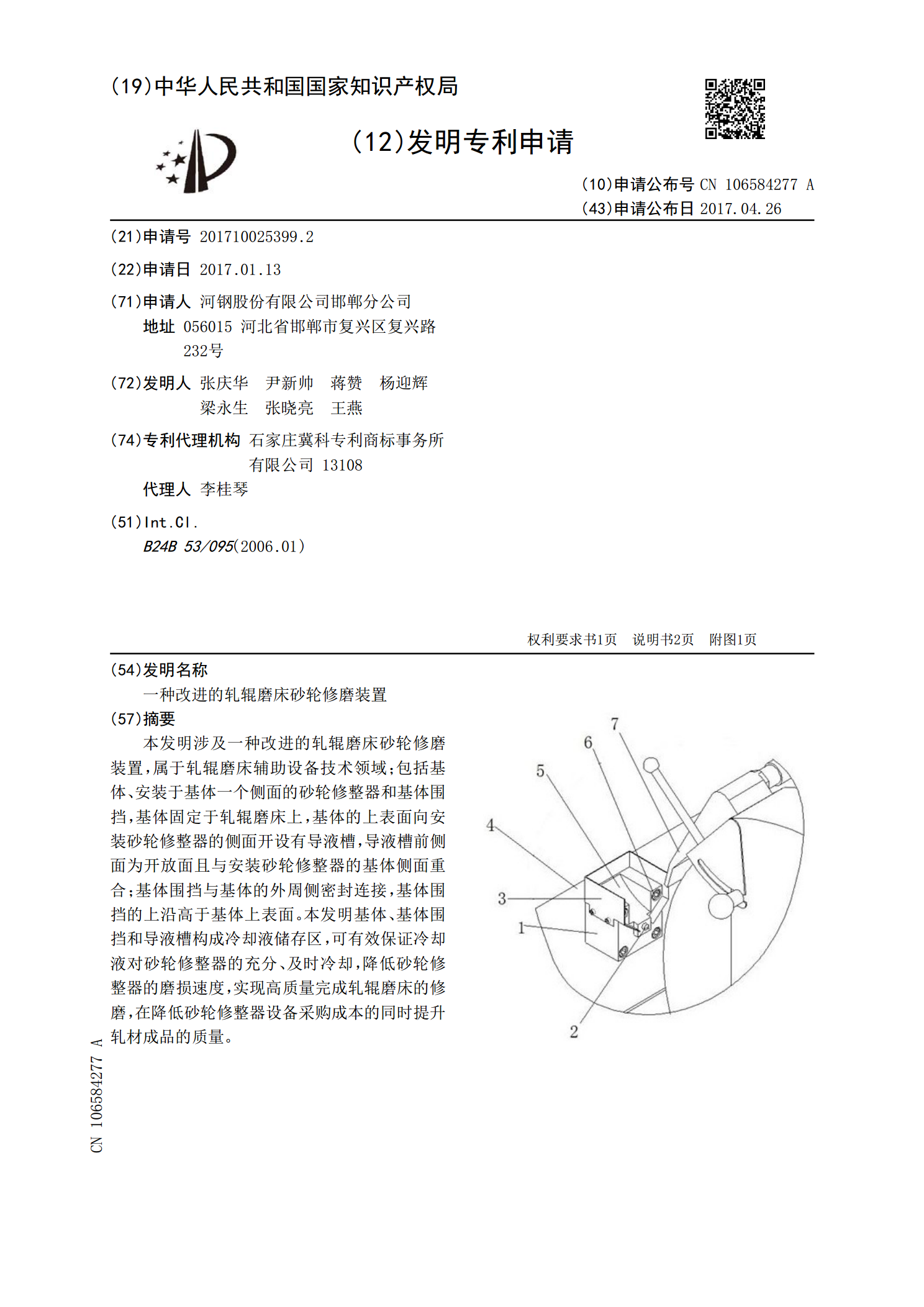
本发明涉及一种改进的轧辊磨床砂轮修磨装置,属于轧辊磨床辅助设备技术领域;包括基体、安装于基体一个侧面的砂轮修整器和基体围挡,基体固定于轧辊磨床上,基体的上表面向安装砂轮修整器的侧面开设有导液槽,导液槽前侧面为开放面且与安装砂轮修整器的基体侧面重合;基体围挡与基体的外周侧密封连接,基体围挡的上沿高于基体上表面。本发明基体、基体围挡和导液槽构成冷却液储存区,可有效保证冷却液对砂轮修整器的充分、及时冷却,降低砂轮修整器的磨损速度,实现高质量完成轧辊磨床的修磨,在降低砂轮修整器设备采购成本的同时提升轧材成品的质量
陶瓷磨轧辊砂轮.pdf
本发明公开了一种陶瓷磨轧辊砂轮,其改进之处在于各组份及重量配比份数为:白刚玉磨料60~70份,绿碳化硅30~40份;以磨料为100%,加入耐火度为1170℃的长石-粘土-硼玻璃系结合剂10~14份,糊精粉2~4份,湿润剂4~6份,成孔剂8~10份。本发明在白刚玉磨料中加入了绿碳化硅磨料,既保持了砂轮的自锐性,又增强了磨粒的强度,在磨削轧辊时其表面粗糙度可达Ra0.2以上,有效减少了修整次数,提高了磨削效率和砂轮使用寿命。本发明通过对各阶段的烧成参数进行控制,有效杜绝了微裂纹的产生,保证了砂轮的强度和使用安
一种特殊的新型磨轧辊砂轮.pdf
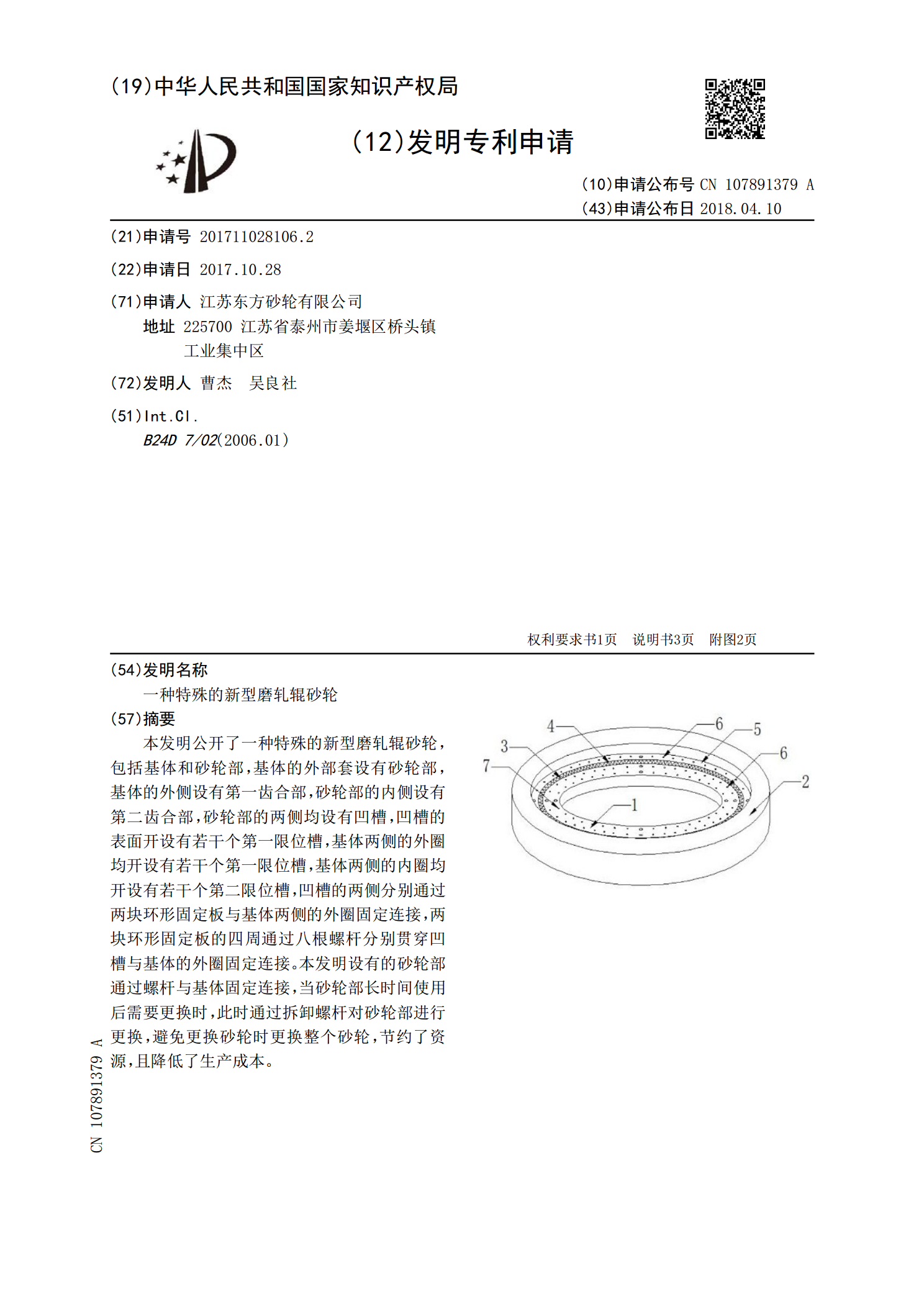
本发明公开了一种特殊的新型磨轧辊砂轮,包括基体和砂轮部,基体的外部套设有砂轮部,基体的外侧设有第一齿合部,砂轮部的内侧设有第二齿合部,砂轮部的两侧均设有凹槽,凹槽的表面开设有若干个第一限位槽,基体两侧的外圈均开设有若干个第一限位槽,基体两侧的内圈均开设有若干个第二限位槽,凹槽的两侧分别通过两块环形固定板与基体两侧的外圈固定连接,两块环形固定板的四周通过八根螺杆分别贯穿凹槽与基体的外圈固定连接。本发明设有的砂轮部通过螺杆与基体固定连接,当砂轮部长时间使用后需要更换时,此时通过拆卸螺杆对砂轮部进行更换,避免更

一种精密磨轧辊砂轮及其制备方法.pdf
一种精密磨轧辊砂轮的制备方法是:采用陶瓷球形磨料与酚醛树脂,硫化亚铁,重晶石,冰晶石,轻质氧化镁,立德粉的高强度和高性能高聚合物树脂结构、砂轮内部不同组织结构的复合技术,在磨削力的作用下,形成的点状磨削,小磨粒钝化不断脱落,它的钝化部分会沿着晶面分解,新的锋口随即出现并参与到切削作用中,自锐性的功效得以体现。会在整个磨削过程中保持一致的切除率、使工件表面达到一致的光洁度,一致的粗糙度,同时提供稳定的磨削,抗工件烧伤能力,大幅度提高工件磨削的速度、光洁度、高速磨削条件下始终处于优良的磨削状态,为普通砂轮的4