
硅溶胶制壳自动淋砂系统.pdf

冬易****娘子

1/8
2/8
3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硅溶胶制壳自动淋砂系统.pdf
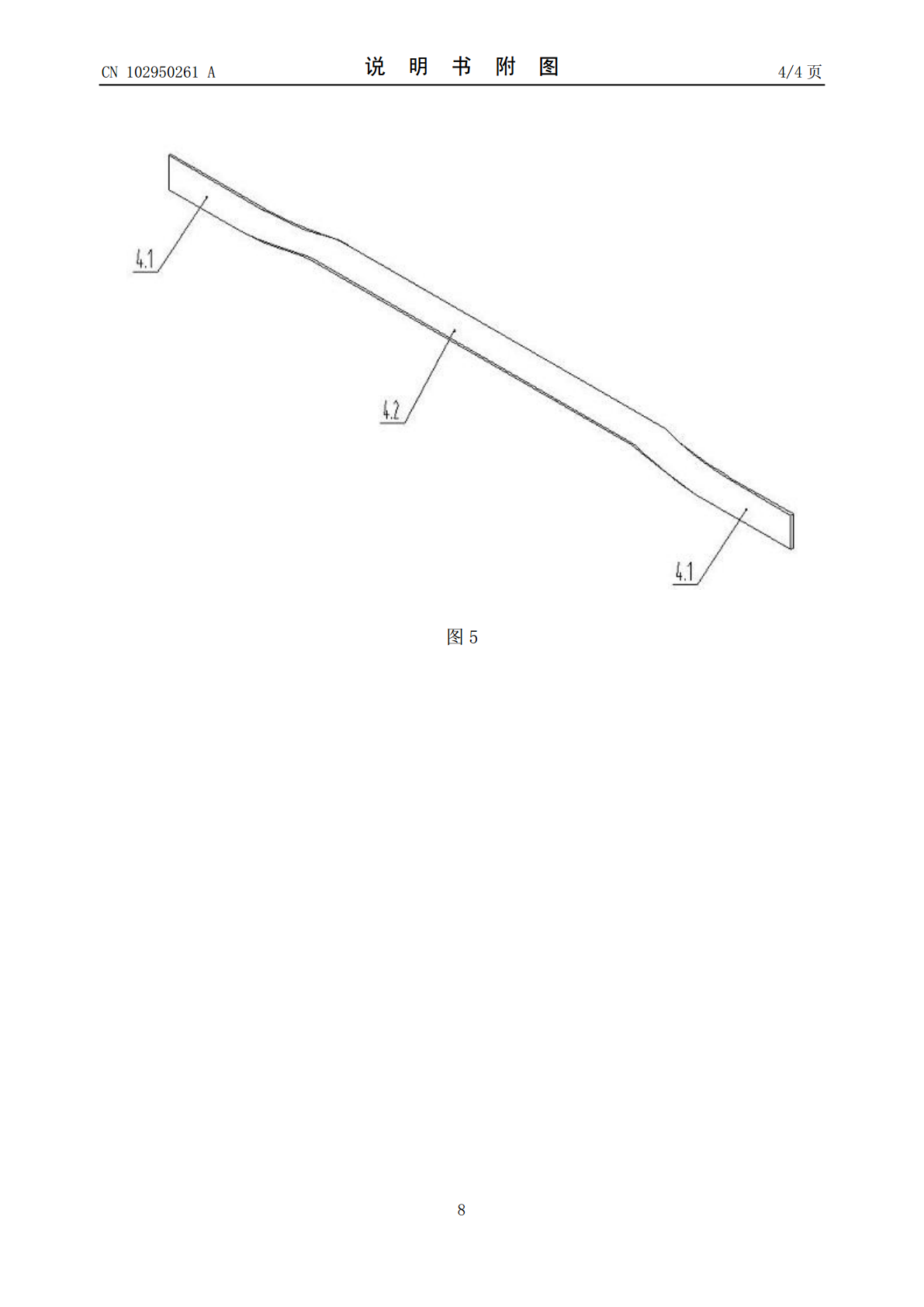
本发明属于精密铸造领域,公开了一种硅溶胶制壳自动淋砂系统,它包括平置的悬链输送线、吊钩、吊具、蜡模和淋砂机,悬链输送线贯穿淋砂机;在吊具的外壁上设置滚轮,滚轮可带动蜡模同步转动;设置滚轮导向板,所述滚轮导向板为设置在吊具的一侧、沿悬链输送线平行布置、贯穿淋砂机的长条形板状构件;蜡模随吊具在滚轮导向板导向下,呈水平状态通过淋砂机进行淋砂处理,在沾浆过程中,由于蜡模随滚轮同步转动,使得蜡模各部分充分淋砂。使用本发明进行硅溶胶制壳淋砂,自动化程度高,生产效率高,工人劳动强度低,可以保证淋砂均匀性,而且造价低,使

硅溶胶制壳自动沾浆系统.pdf
本发明属于精密铸造领域,公开了一种硅溶胶制壳自动沾浆系统,它包括平置的悬链输送线、吊钩、吊具、蜡模和沾浆池,沾浆池设置在悬链输送线的下方;在吊具的外壁上设置滚轮,滚轮可带动蜡模同步转动;在悬链输送线和沾浆池之间、吊具的一侧设置滚轮导向板,它为沿悬链输送线平行布置的长条形板状构件,横跨在沾浆池的上方,蜡模随吊具在滚轮导向板导向下,越过沾浆池侧壁,进入并浸入沾浆池液面下,在沾浆过程中,由于蜡模随滚轮同步转动,使得蜡模各部分充分沾浆。使用本发明进行硅溶胶制壳沾浆,生产效率高,工人劳动强度低,可以保证沾浆均匀性,

石墨砂在硅溶胶型壳中的应用.doc
石墨砂在硅溶胶型壳中的应用精铸件的缺陷如氧化夹杂、表面麻坑、缩孔缩松、裂纹等等都是在金属液浇注到型壳中后的瞬间产生的,要避免和减少铸件的缺陷最理想的途径就是,一是要保证金属液的纯净和最合适的温度;二是要尽量使型壳的特性能适应和顺从不同金属液在注入不同型壳时,金属液冷凝过程中的不同变化。对于后者,业内同仁已成功的采取了许多外部的措施,如采用加碳盖箱法,使金属在还原气氛下冷却,以防止易氧化钢种的铸件表面产生麻坑;又如将型壳浇注前局部沾水或浇注后局部吹风喷水,改变铸件凝固顺序,以防止铸件局部产生缩孔。诸如以上类

硅溶胶制壳工艺的研究.docx
硅溶胶制壳工艺的研究硅溶胶制壳工艺的研究摘要:硅溶胶制壳工艺是一种新型的制壳工艺,它具有灵活性强、制作周期短、成本低等优点。本文将介绍硅溶胶的基本性质和制壳工艺的原理,讨论硅溶胶制壳工艺在不同领域的应用,并分析其优缺点。通过实验证明,硅溶胶制壳工艺是一种有效的制壳方法,为相关领域的研究和应用提供了有力的支持。1.引言硅溶胶是一种具有高比表面积和介孔结构的材料,具有良好的吸附性能和化学稳定性。近年来,硅溶胶在材料科学、化学工程、生物医学等领域得到了广泛的研究和应用。硅溶胶制壳工艺是利用硅溶胶作为模板,在其表
硅溶胶制壳工艺流程.doc
硅溶胶制壳工艺流程工艺流程:成型蜡模→硅溶胶面层涂料配制→沾浆→撒砂→风干→硅溶胶过渡层涂料配制→沾浆→撒砂→风干→水玻璃加固层涂料配制→沾浆→撒砂→风干→包浆→脱蜡→焙烧。车间温度和湿度:层面工序:温度:24—25℃.湿度:60—70%。过渡层工序(2—3层):温度:23—25℃.湿度:35—40%。涂料工艺:层面涂料:(1).硅溶胶:803:1430=1:3(2).配比:硅溶胶:100kg锆英粉:360-400kg润湿剂:200ml消泡剂:130ml(3)流杯粘度:34-40秒2.过渡层涂料:(1).