
轨道交通机车车辆轮对组装检修系统集成方法.pdf

醉香****mm

1/9
2/9

3/9
4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轨道交通机车车辆轮对组装检修系统集成方法.pdf
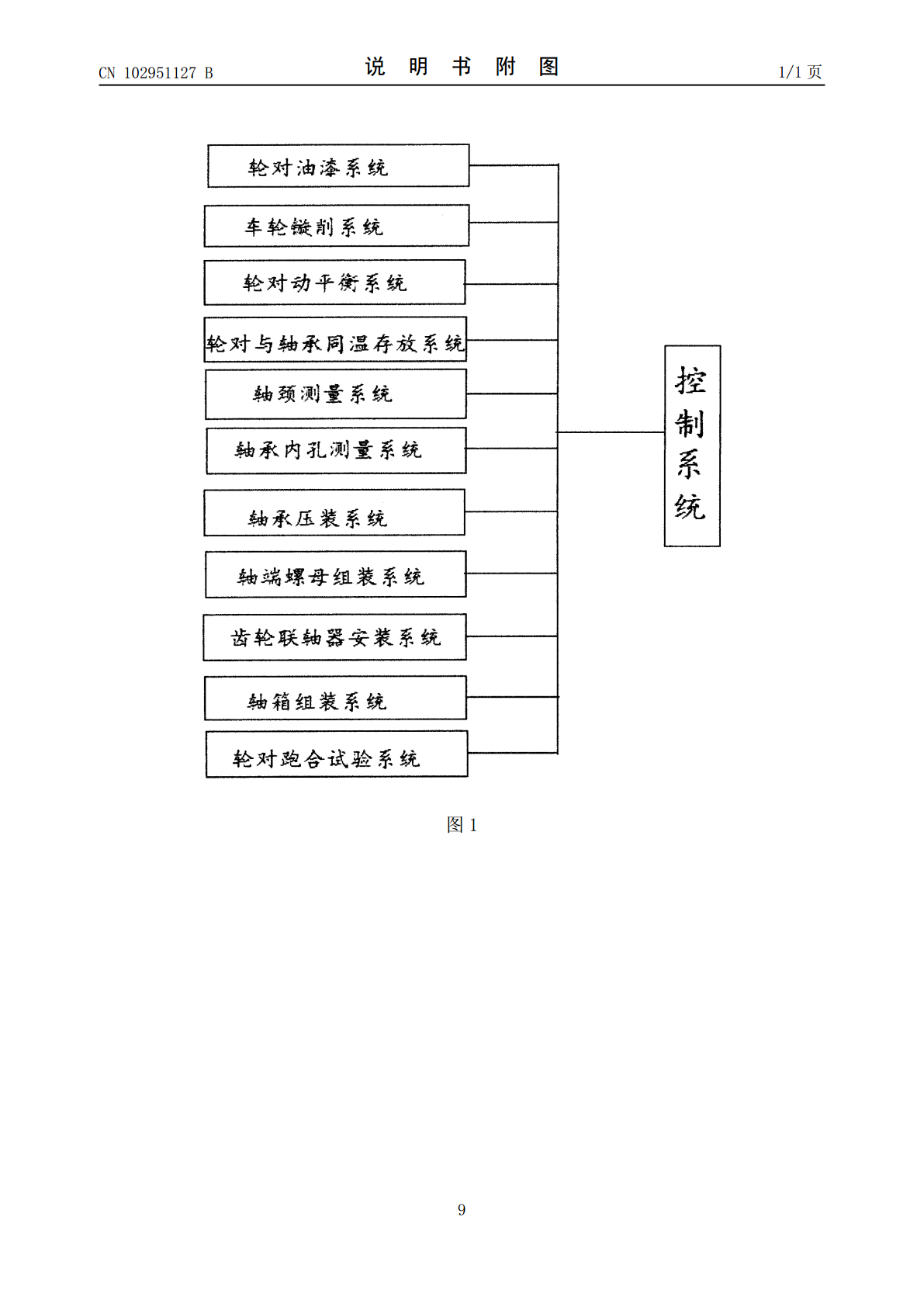
本发明提供了一种轨道交通机车车辆轮对组装检修系统集成方法检修方法,可有效解动车组轮对组装检修作业,同时也解决了目前既有的检修方式存在的问题,解决CRH1、CRH2、CRH3、CRH5型车检修兼容问题,有效提高动车组轮对的检修质量、效率和成本。本发明的轨道交通机车车辆轮对组装检修系统集成方法,包括控制系统,与所述控制系统相连的轮对油漆系统、车轮镟削系统、轮对动平衡系统、轮对与轴承同温存放系统、轴颈测量系统、轴承内孔测量系统、轴承压装系统、轴端螺母组装系统、齿轮联轴器安装系统、轴箱组装系统和轮对跑合试验系统。
轨道交通机车车辆轮对分解检修系统集成方法.pdf
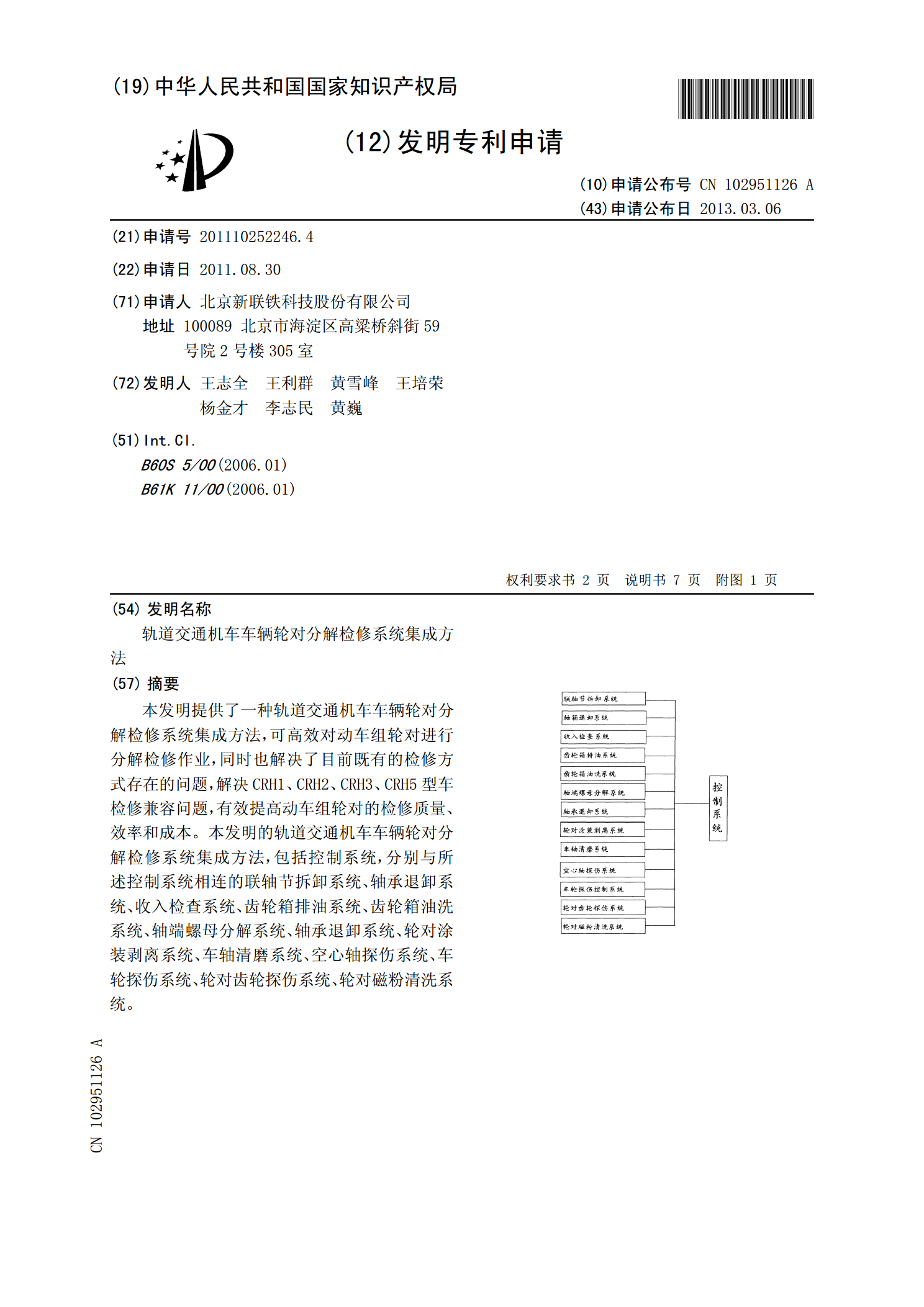
本发明提供了一种轨道交通机车车辆轮对分解检修系统集成方法,可高效对动车组轮对进行分解检修作业,同时也解决了目前既有的检修方式存在的问题,解决CRH1、CRH2、CRH3、CRH5型车检修兼容问题,有效提高动车组轮对的检修质量、效率和成本。本发明的轨道交通机车车辆轮对分解检修系统集成方法,包括控制系统,分别与所述控制系统相连的联轴节拆卸系统、轴承退卸系统、收入检查系统、齿轮箱排油系统、齿轮箱油洗系统、轴端螺母分解系统、轴承退卸系统、轮对涂装剥离系统、车轴清磨系统、空心轴探伤系统、车轮探伤系统、轮对齿轮探伤系
轨道交通机车车辆车轴检修系统集成方法.pdf
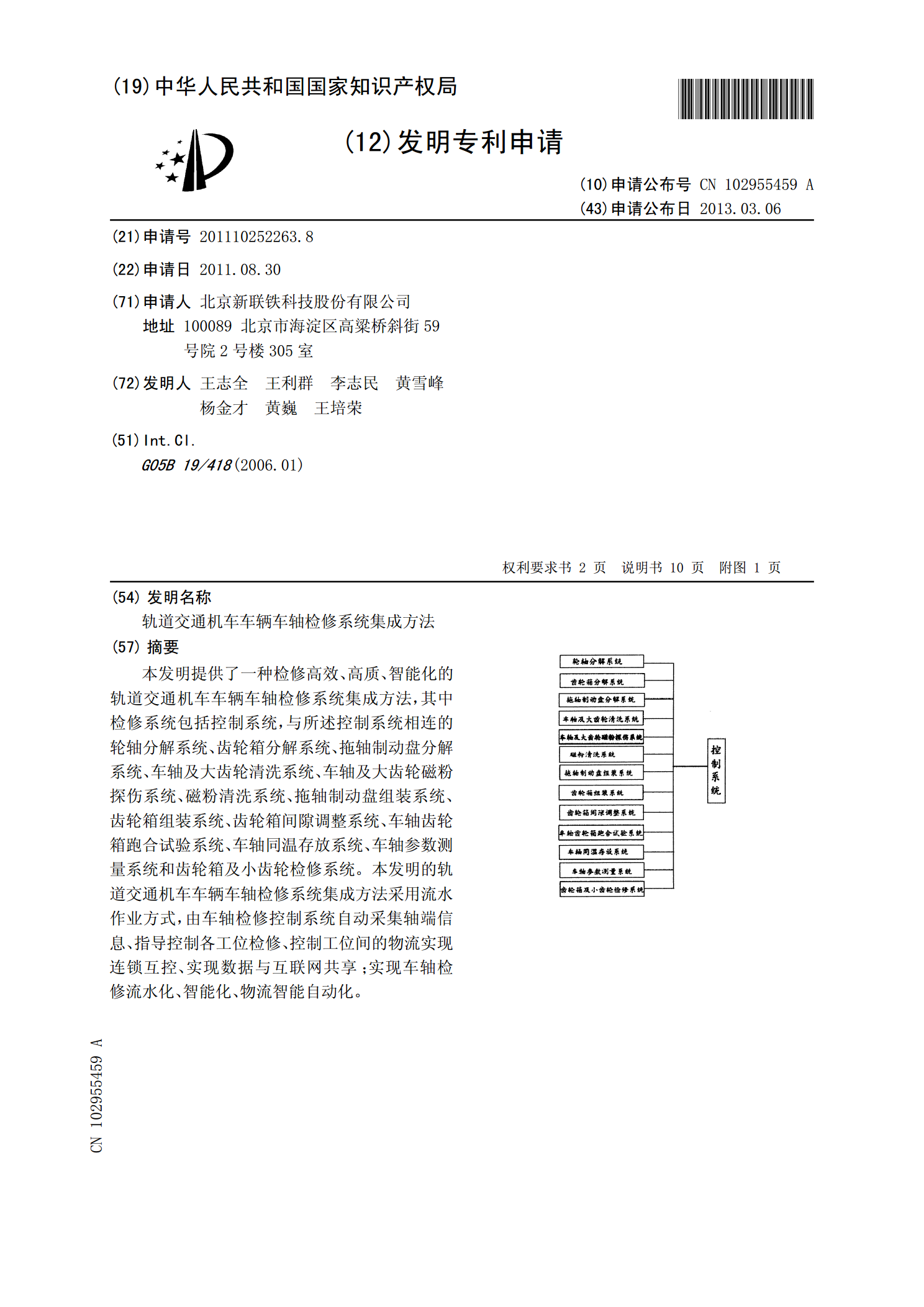
本发明提供了一种检修高效、高质、智能化的轨道交通机车车辆车轴检修系统集成方法,其中检修系统包括控制系统,与所述控制系统相连的轮轴分解系统、齿轮箱分解系统、拖轴制动盘分解系统、车轴及大齿轮清洗系统、车轴及大齿轮磁粉探伤系统、磁粉清洗系统、拖轴制动盘组装系统、齿轮箱组装系统、齿轮箱间隙调整系统、车轴齿轮箱跑合试验系统、车轴同温存放系统、车轴参数测量系统和齿轮箱及小齿轮检修系统。本发明的轨道交通机车车辆车轴检修系统集成方法采用流水作业方式,由车轴检修控制系统自动采集轴端信息、指导控制各工位检修、控制工位间的物流

轨道交通机车车辆车轮检修系统集成.pdf
本发明提供了一种检修高效、高质、智能化的轨道交通机车车辆车轮检修系统集成,其中检修系统,包括控制系统,与所述控制系统相连的车轮与制动盘分解系统、车轮及制动盘去污除锈系统、车轮及制动盘磁粉探伤系统、车轮及制动盘磁粉清洗系统、车轮油漆烘干系统、车轮及制动盘静平衡试验系统、车轮与制动盘组装系统、制动盘端面跳动检测系统、车轮内孔测量系统、涂抺车轮防锈油系统和车轮入库存放及出库测量系统。本发明的轨道交通机车车辆车轮检修系统集成采用流水作业方式,由车轮检修控制系统自动采集轮端信息、指导控制各工位检修、控制工位间的物流
一种铁路机车车辆轮对检修的轮对运输方法及运输系统.pdf
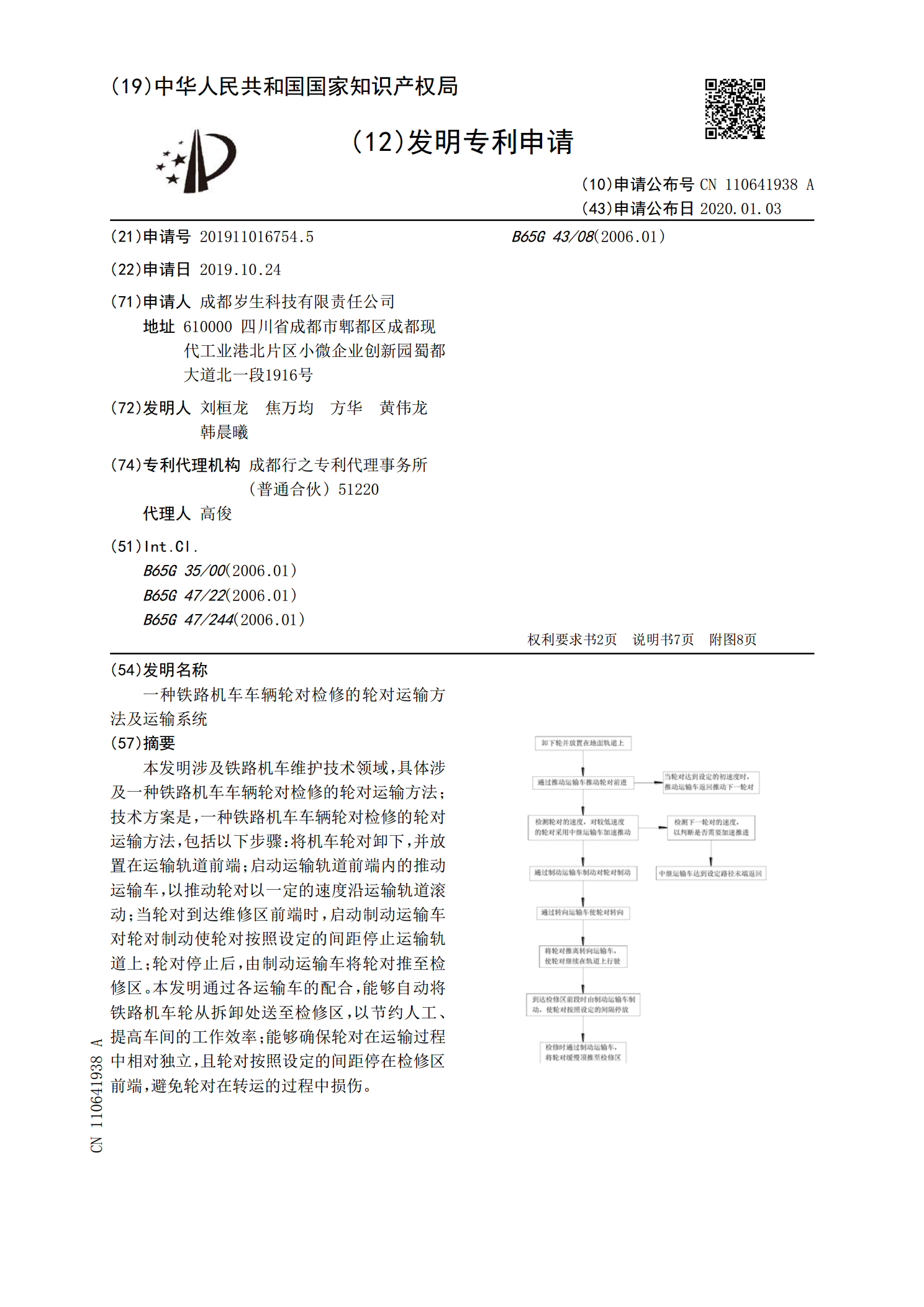
本发明涉及铁路机车维护技术领域,具体涉及一种铁路机车车辆轮对检修的轮对运输方法;技术方案是,一种铁路机车车辆轮对检修的轮对运输方法,包括以下步骤:将机车轮对卸下,并放置在运输轨道前端;启动运输轨道前端内的推动运输车,以推动轮对以一定的速度沿运输轨道滚动;当轮对到达维修区前端时,启动制动运输车对轮对制动使轮对按照设定的间距停止运输轨道上;轮对停止后,由制动运输车将轮对推至检修区。本发明通过各运输车的配合,能够自动将铁路机车轮从拆卸处送至检修区,以节约人工、提高车间的工作效率;能够确保轮对在运输过程中相对独立