
鞋垫的连贯制作方法.pdf

鹏飞****可爱


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

鞋垫的连贯制作方法.pdf
本发明提供一种鞋垫的连贯制作方法,其主要是针对鞋垫的制造,赋予一次性的连贯制作流程,从而达到节省工时并降低成本的效果;而所述连贯作业的制造方法主要是将混合的原料通过混合机压出所需厚度的薄板,并直接进行高温发泡作业,而当薄板为高温状态时,即在其表面直接贴布,再借由滚轮加压使薄板与布料黏合固定,接着置于冷却模内冷压成型,最后再予以裁切;因此,利用上述连贯式的鞋垫制作方式,不仅可避免制作流程转换所浪费的时间,而且有效大幅提高生产的速度及数量,故为一极具产业利用价值的发明设计。
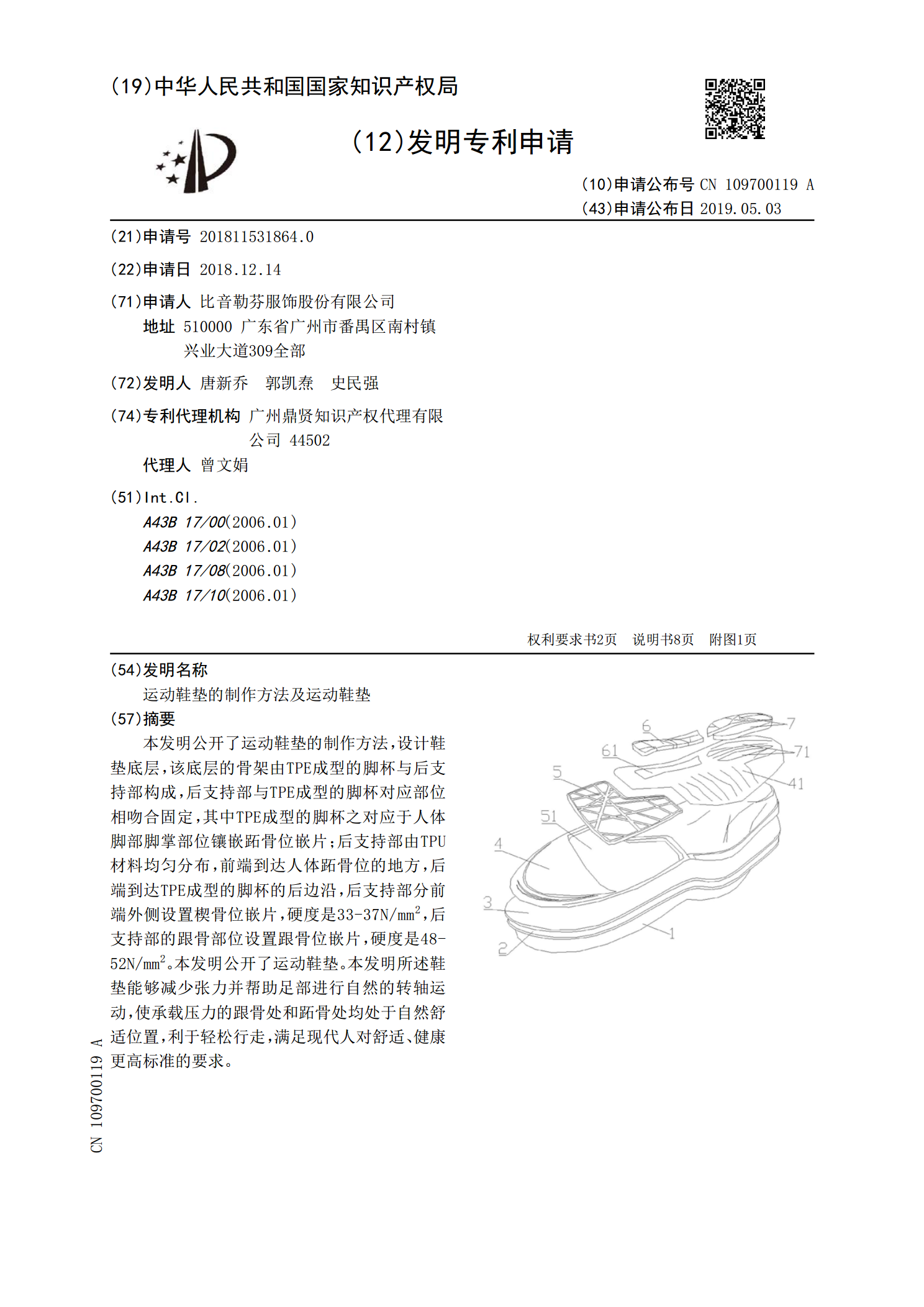
运动鞋垫的制作方法及运动鞋垫.pdf
本发明公开了运动鞋垫的制作方法,设计鞋垫底层,该底层的骨架由TPE成型的脚杯与后支持部构成,后支持部与TPE成型的脚杯对应部位相吻合固定,其中TPE成型的脚杯之对应于人体脚部脚掌部位镶嵌跖骨位嵌片;后支持部由TPU材料均匀分布,前端到达人体跖骨位的地方,后端到达TPE成型的脚杯的后边沿,后支持部分前端外侧设置楔骨位嵌片,硬度是33‑37N/mm
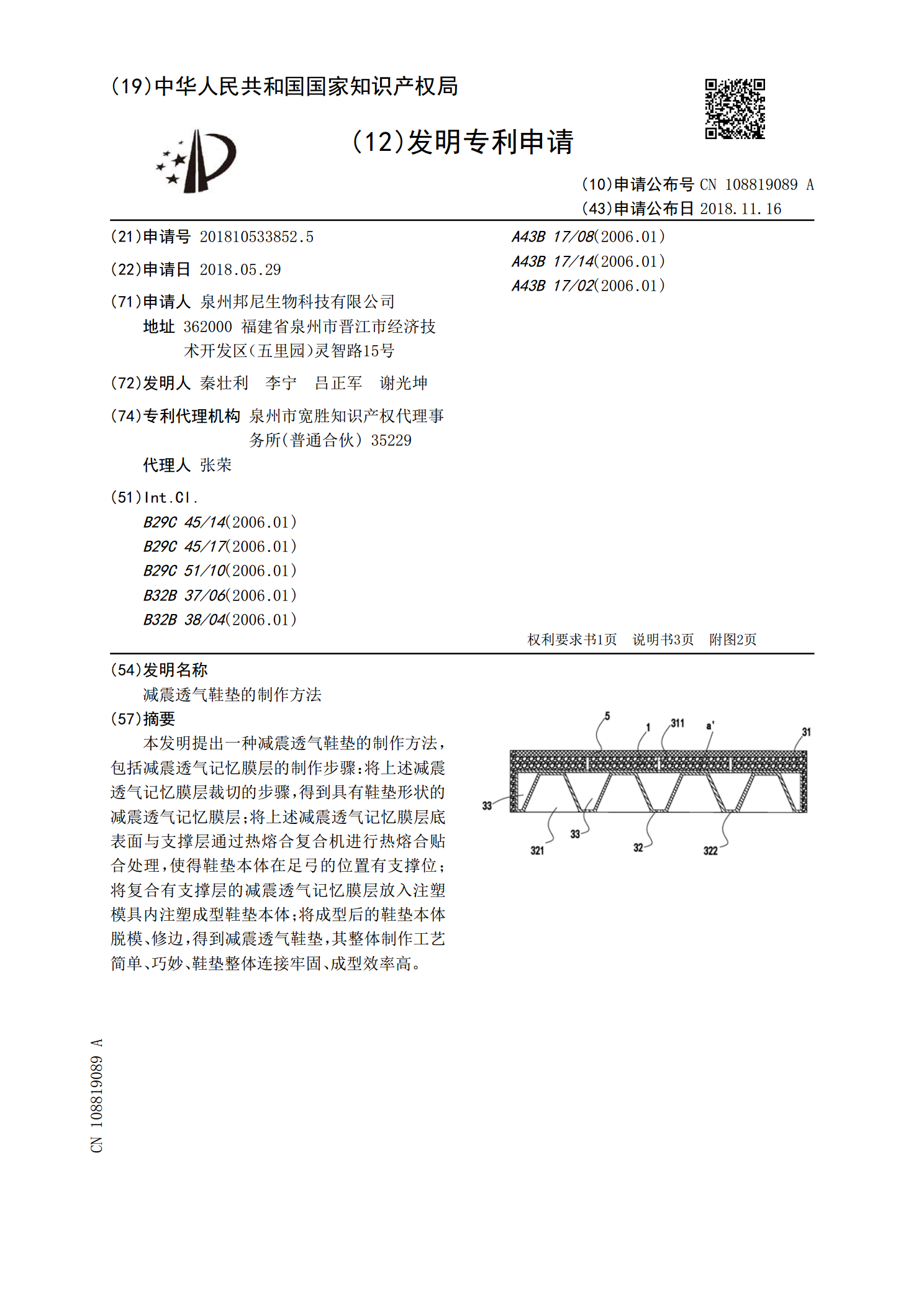
减震透气鞋垫的制作方法.pdf
本发明提出一种减震透气鞋垫的制作方法,包括减震透气记忆膜层的制作步骤:将上述减震透气记忆膜层裁切的步骤,得到具有鞋垫形状的减震透气记忆膜层;将上述减震透气记忆膜层底表面与支撑层通过热熔合复合机进行热熔合贴合处理,使得鞋垫本体在足弓的位置有支撑位;将复合有支撑层的减震透气记忆膜层放入注塑模具内注塑成型鞋垫本体;将成型后的鞋垫本体脱模、修边,得到减震透气鞋垫,其整体制作工艺简单、巧妙、鞋垫整体连接牢固、成型效率高。
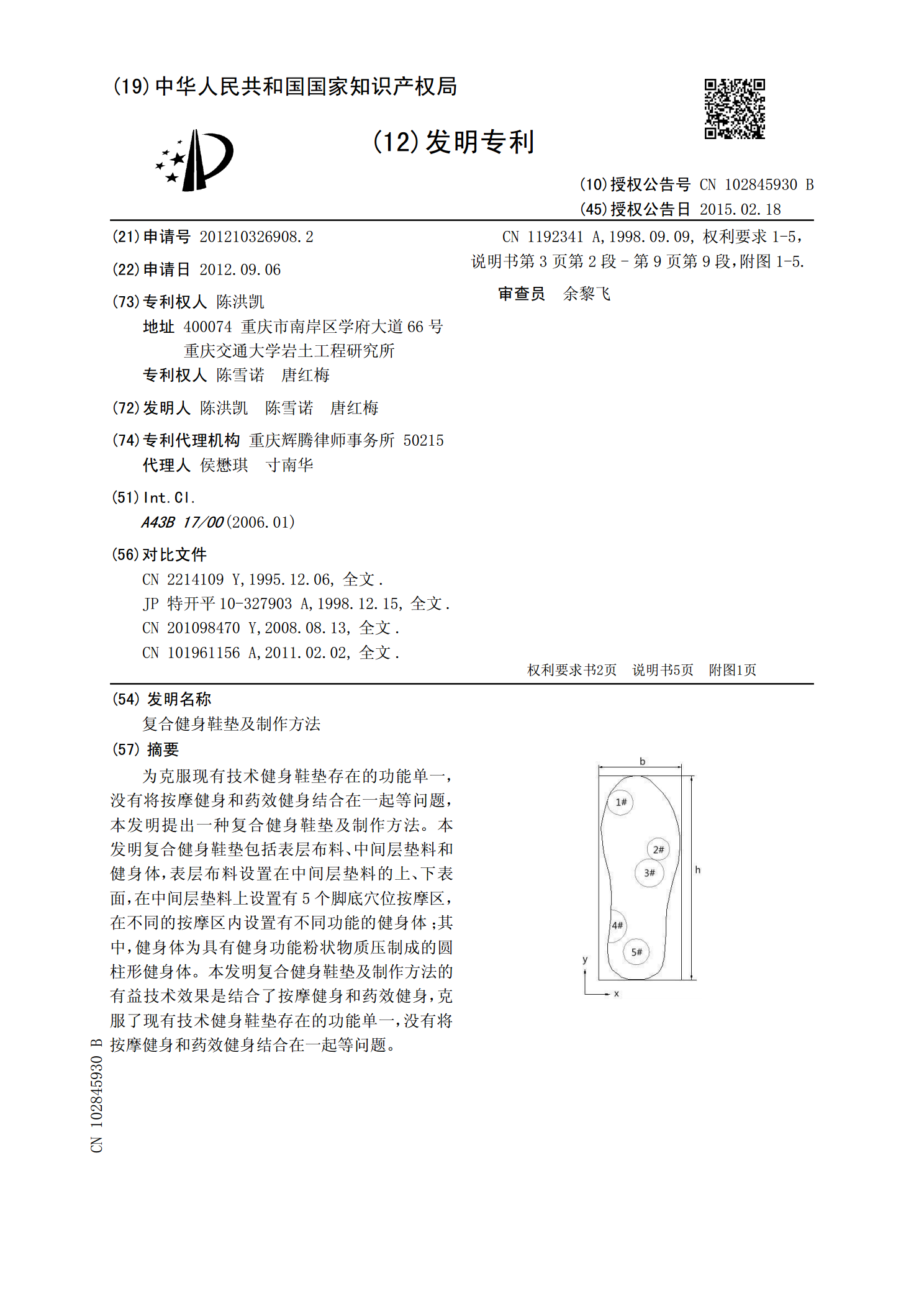
复合健身鞋垫及制作方法.pdf
为克服现有技术健身鞋垫存在的功能单一,没有将按摩健身和药效健身结合在一起等问题,本发明提出一种复合健身鞋垫及制作方法。本发明复合健身鞋垫包括表层布料、中间层垫料和健身体,表层布料设置在中间层垫料的上、下表面,在中间层垫料上设置有5个脚底穴位按摩区,在不同的按摩区内设置有不同功能的健身体;其中,健身体为具有健身功能粉状物质压制成的圆柱形健身体。本发明复合健身鞋垫及制作方法的有益技术效果是结合了按摩健身和药效健身,克服了现有技术健身鞋垫存在的功能单一,没有将按摩健身和药效健身结合在一起等问题。
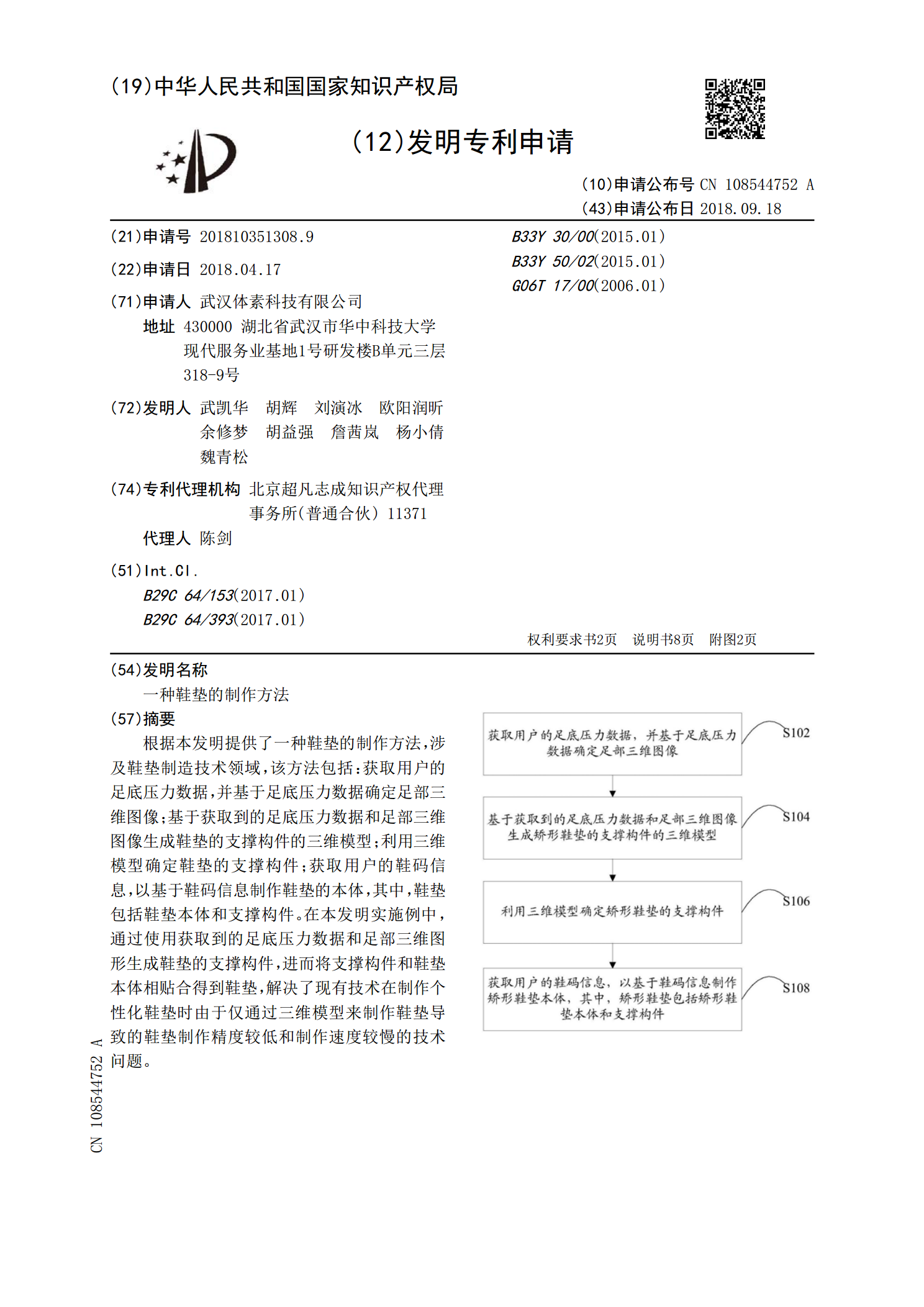
一种鞋垫的制作方法.pdf
根据本发明提供了一种鞋垫的制作方法,涉及鞋垫制造技术领域,该方法包括:获取用户的足底压力数据,并基于足底压力数据确定足部三维图像;基于获取到的足底压力数据和足部三维图像生成鞋垫的支撑构件的三维模型;利用三维模型确定鞋垫的支撑构件;获取用户的鞋码信息,以基于鞋码信息制作鞋垫的本体,其中,鞋垫包括鞋垫本体和支撑构件。在本发明实施例中,通过使用获取到的足底压力数据和足部三维图形生成鞋垫的支撑构件,进而将支撑构件和鞋垫本体相贴合得到鞋垫,解决了现有技术在制作个性化鞋垫时由于仅通过三维模型来制作鞋垫导致的鞋垫制作精