
翼片砂轮以及制造具有盘状载体的翼片砂轮的方法.pdf

雨星****萌娃


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

翼片砂轮以及制造具有盘状载体的翼片砂轮的方法.pdf
一种制造具有盘状载体的翼片砂轮(4)的方法,其中许多木瓦状重叠的研磨片(7)粘贴在环形的载体部段(3,5)上,所述载体部段集中在翼片砂轮(4)的旋转轴线(A)上,其中所述载体部段(3,5)由非结晶的热塑料性塑料构成,尤其是由ABS构成,其中载体部段(3,5)的表面(8)在粘贴之前得以活性化,加热硬化的胶粘剂(7)涂抹在载体部段已活性化的表面(8)上,并且把研磨片(8)放置和按压在设置有加热硬化的胶粘剂(7)的载体部段(5)上。

砂轮片及其固定盘.pdf
本发明公开了一种砂轮片,包括环状基片,环状基片外缘的形状为圆形且其内缘的形状为非圆形。本发明结构简单,便于制造。由于本发明的砂轮片为环状,因此相比以往盘状的砂轮片,制造时大大节省了原材料,从而降低了成本。由于现有砂轮片靠近中心安装孔的大量砂轮片材料实际上根本用不到,因此本发明的砂轮片具有与以往盘状砂轮片相同的使用寿命,同时相比以往降低了成本。本发明还公开了一种用于安装上述砂轮片的固定盘,包括盘体,盘体中心设有安装孔,盘体外缘一侧径向凸起使盘体形成肩状凸台,肩状凸台的凸起部分为环状基片安装部位且其形状与所述

具有扰流板的翼片.pdf
本发明涉及一种涡轮发动机的翼片。翼片(12’)具有叶片(13’)和插入到涡轮发动机圆盘的轴向凹槽内的根部(18’)。根部的上游端(450’)通过在下游方向中具有凹部的链接区域的上游端被连接到该叶片的前缘(431’)的径向内端(430’),使得该叶片前缘的所述径向内端与根部的上游端相比在下游进一步地定位。
砂轮片装置、砂轮切割设备及切割方法.pdf
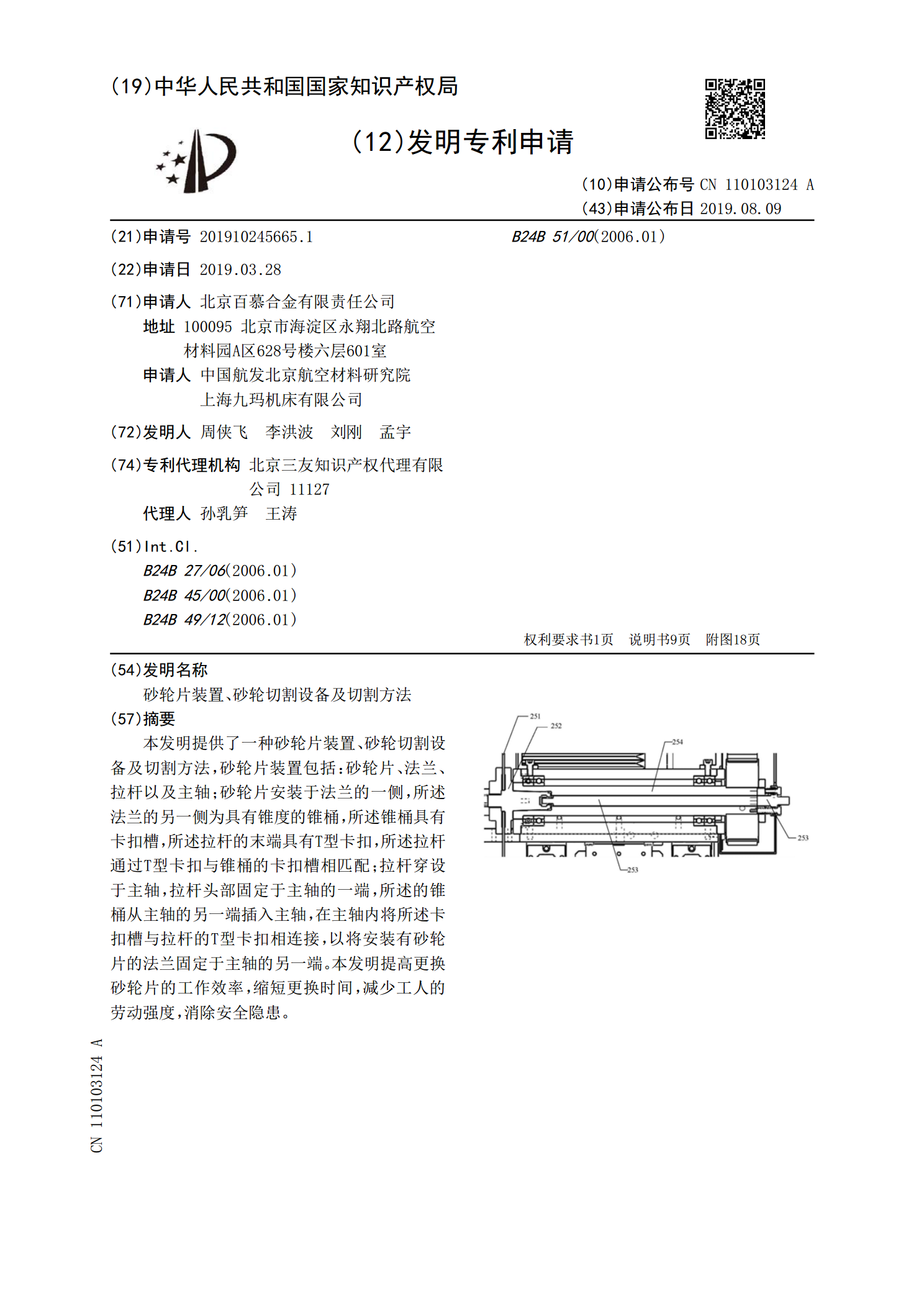
本发明提供了一种砂轮片装置、砂轮切割设备及切割方法,砂轮片装置包括:砂轮片、法兰、拉杆以及主轴;砂轮片安装于法兰的一侧,所述法兰的另一侧为具有锥度的锥桶,所述锥桶具有卡扣槽,所述拉杆的末端具有T型卡扣,所述拉杆通过T型卡扣与锥桶的卡扣槽相匹配;拉杆穿设于主轴,拉杆头部固定于主轴的一端,所述的锥桶从主轴的另一端插入主轴,在主轴内将所述卡扣槽与拉杆的T型卡扣相连接,以将安装有砂轮片的法兰固定于主轴的另一端。本发明提高更换砂轮片的工作效率,缩短更换时间,减少工人的劳动强度,消除安全隐患。

翼状饮料罐拉片.pdf
一种翼状饮料罐拉片(10),其宽度和高度足以容纳广告、商标、标语、竞争通知、图形、网站地址、蚀刻版画、或者其他针对饮料消费者的促销、推广或告知性消息。该翼状罐拉片(10)可以与罐分离并且由于其光滑圆形边缘和紧致性而可以存储在口袋中而不会造成损害。该翼状罐拉片(10)是足够大的,当它与该罐分离时不会落入罐中并且不会造成损害或窒息危险。该翼状罐拉片具有一个U形提升端(IOC),该提升端适合插入手指来提升拉片以便更容易地致动罐的开口。该翼状罐拉片的U形轮廓提升端(IOC)还容纳鼻中隔以用于允许消耗该罐中的饮料而