
位置度检测量具.pdf

玉军****la


1/8

2/8

3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

位置度检测量具.pdf
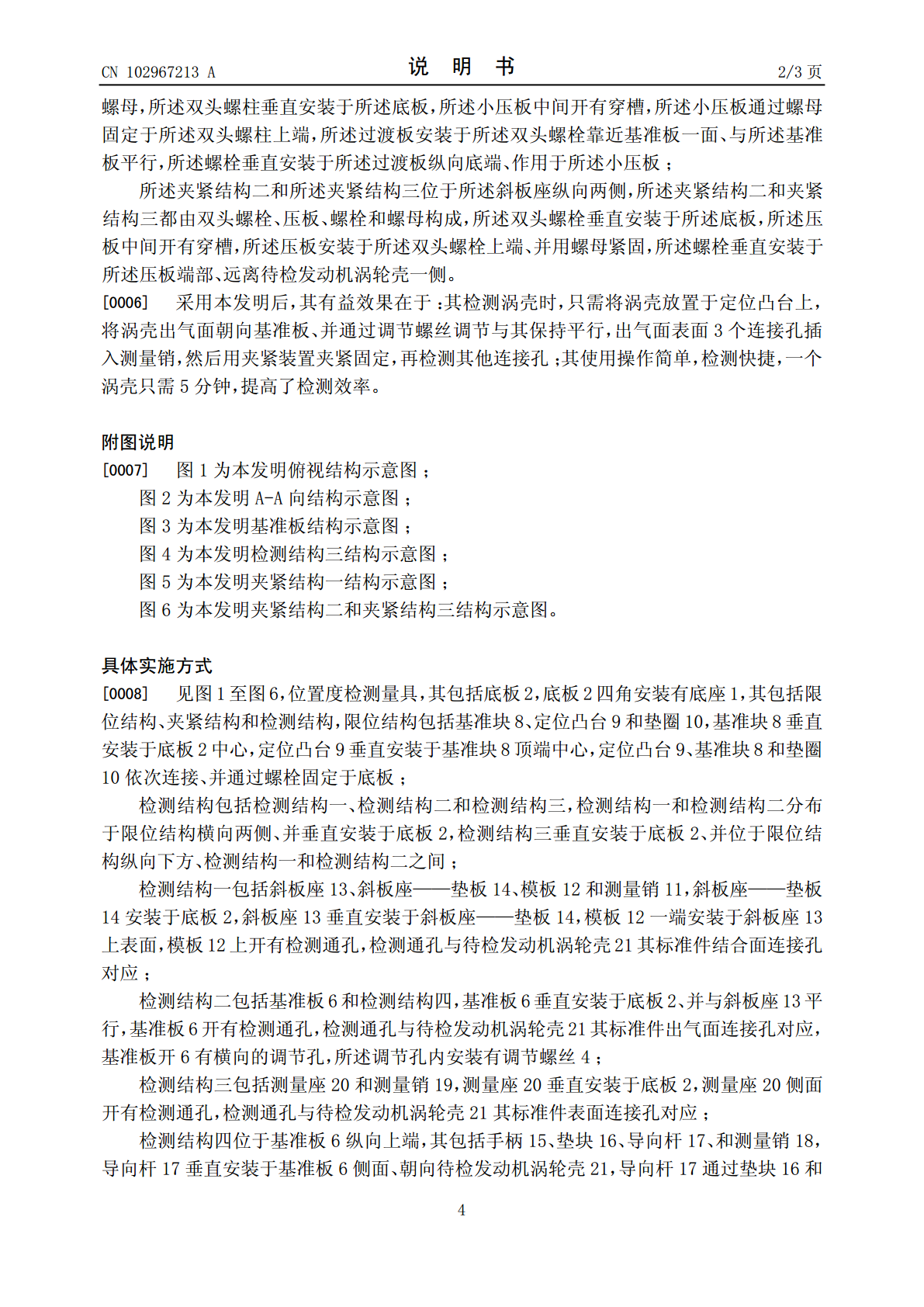
本发明提供了位置度检测量具,其使用操作简单,并能对涡轮壳结合面和出气面连接孔孔位进行快速检验,提高了检测效率。其包括底板,底板四角安装有底座,其特征在于:其包括限位结构、夹紧结构和检测结构,限位结构包括基准块、定位凸台和垫圈,基准块垂直安装于底板中心,定位凸台垂直安装于基准块顶端中心,定位凸台、基准块和垫圈依次连接、并通过螺栓固定于底板。
一种人字齿对称度检测量具.pdf
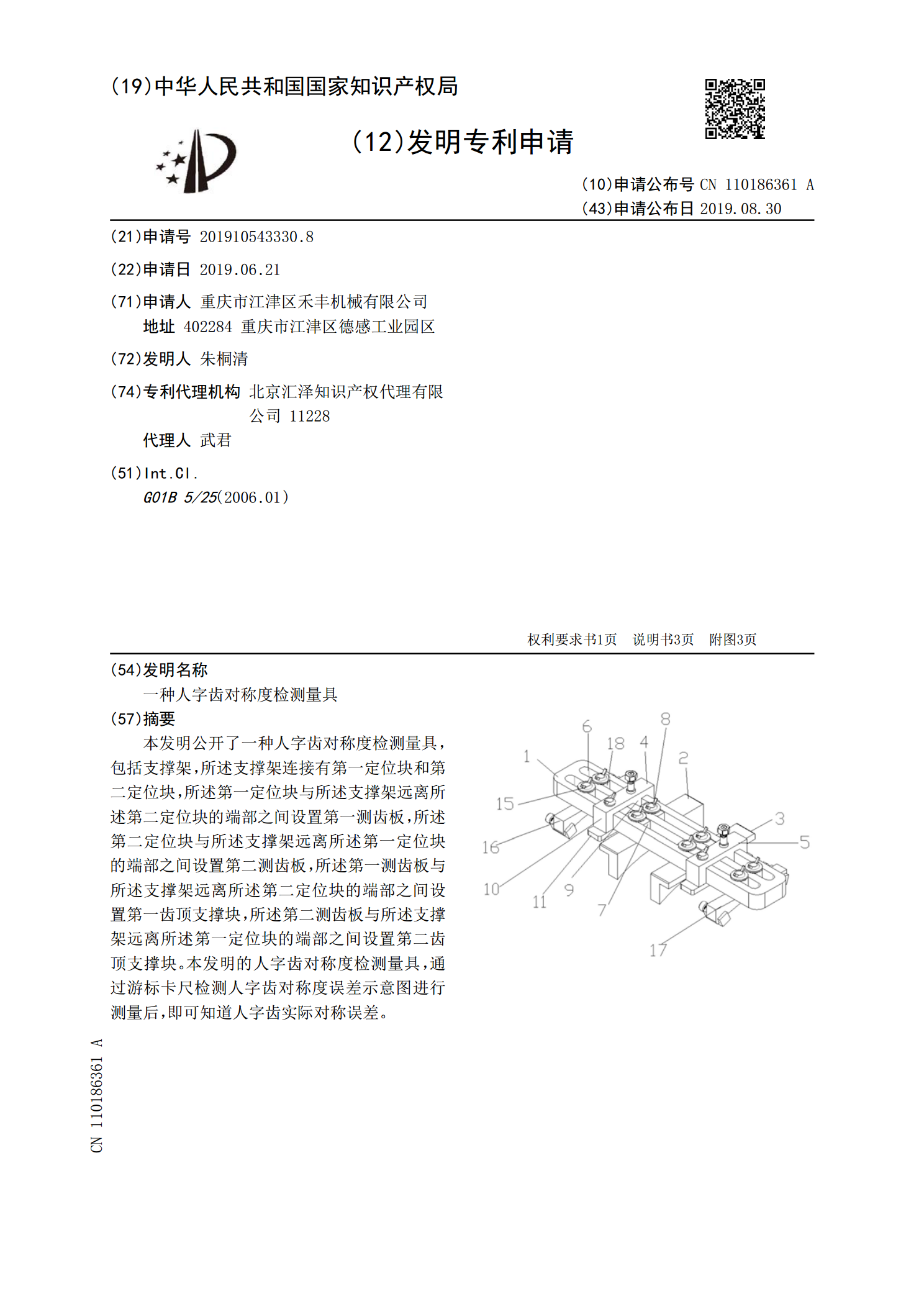
本发明公开了一种人字齿对称度检测量具,包括支撑架,所述支撑架连接有第一定位块和第二定位块,所述第一定位块与所述支撑架远离所述第二定位块的端部之间设置第一测齿板,所述第二定位块与所述支撑架远离所述第一定位块的端部之间设置第二测齿板,所述第一测齿板与所述支撑架远离所述第二定位块的端部之间设置第一齿顶支撑块,所述第二测齿板与所述支撑架远离所述第一定位块的端部之间设置第二齿顶支撑块。本发明的人字齿对称度检测量具,通过游标卡尺检测人字齿对称度误差示意图进行测量后,即可知道人字齿实际对称误差。
检测量具.pdf
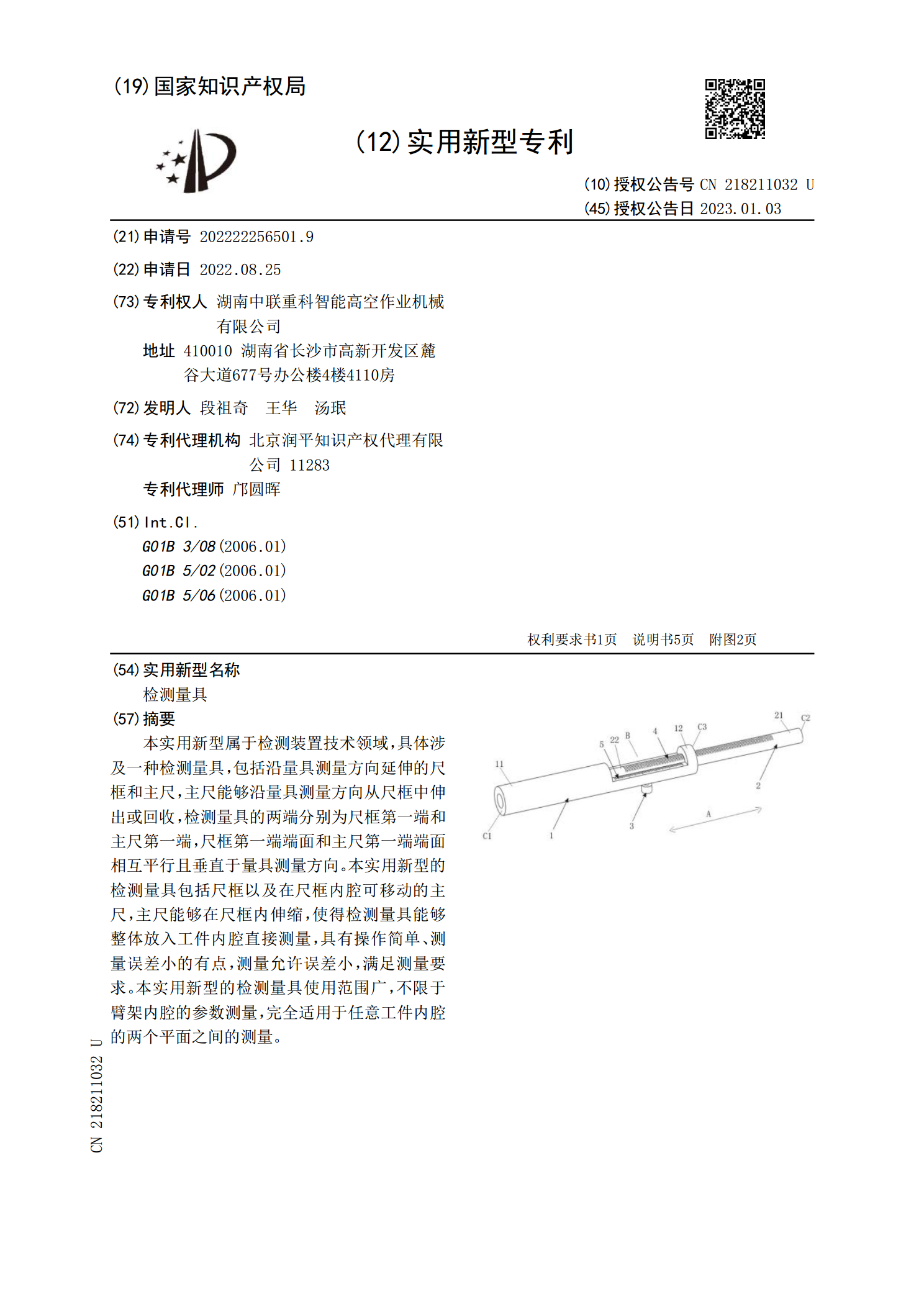
本实用新型属于检测装置技术领域,具体涉及一种检测量具,包括沿量具测量方向延伸的尺框和主尺,主尺能够沿量具测量方向从尺框中伸出或回收,检测量具的两端分别为尺框第一端和主尺第一端,尺框第一端端面和主尺第一端端面相互平行且垂直于量具测量方向。本实用新型的检测量具包括尺框以及在尺框内腔可移动的主尺,主尺能够在尺框内伸缩,使得检测量具能够整体放入工件内腔直接测量,具有操作简单、测量误差小的有点,测量允许误差小,满足测量要求。本实用新型的检测量具使用范围广,不限于臂架内腔的参数测量,完全适用于任意工件内腔的两个平面之
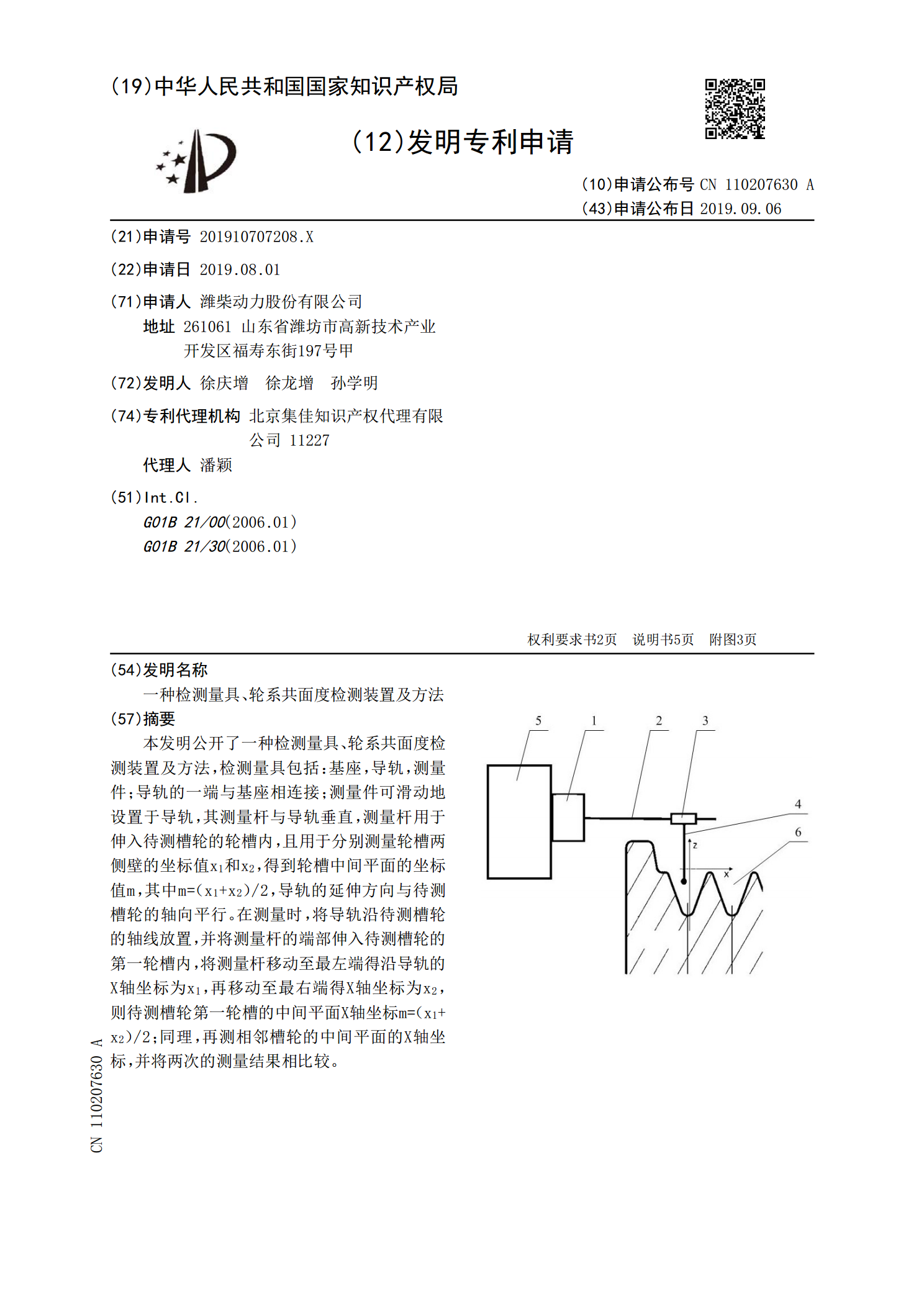
一种检测量具、轮系共面度检测装置及方法.pdf
本发明公开了一种检测量具、轮系共面度检测装置及方法,检测量具包括:基座,导轨,测量件;导轨的一端与基座相连接;测量件可滑动地设置于导轨,其测量杆与导轨垂直,测量杆用于伸入待测槽轮的轮槽内,且用于分别测量轮槽两侧壁的坐标值x

轴向检测量具.pdf
本发明公开了一种轴向检测量具,包括圆柱形芯棒,所述芯棒上固定有半圆形量板,所述半圆形量板内孔与芯棒配合设置,半圆形量板一侧设置有计量表,所述计量表上的可调触头穿过半圆形量板与工件配合设置。该轴向检测量具结构简单,操作简单,制作成本较低,大大节省了测量与辅助的时间,生产效率大幅度提高,保证了产品的质量,日产量较原来翻了一翻,为三档齿轮衬套的批量生产和及时供货提供了保障。