
用于航空发动机涡轮叶片精加工的夹持定位装置.pdf

星菱****23


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于航空发动机涡轮叶片精加工的夹持定位装置.pdf
本发明公开了一种用于航空发动机涡轮叶片榫头精加工的夹持定位装置,包括由前盖板、后盖板、左盖板、右盖板、上盖板和下盖板通过螺钉构成的框架,位于框架内与叶身背面型面相吻合的背面定位压紧块、与叶身盆面型面相吻合的盆面定位压紧块、以及与叶身进气或排气边缘型面相吻合的定位压紧块和用于压紧叶身另一边缘的压紧构件,所述背面定位压紧块和盆面定位压紧块两者之一在压紧方向可调整地设置在前盖板或后盖板上,在右盖板或左盖板上设计有叶身置入开口,在该盖板上设计有叶片轴向定位构件。本发明较之现有技术采用浇注低熔点合金定位叶片的固定方
用于航空发动机高压涡轮叶片增材修复的夹持装置.pdf
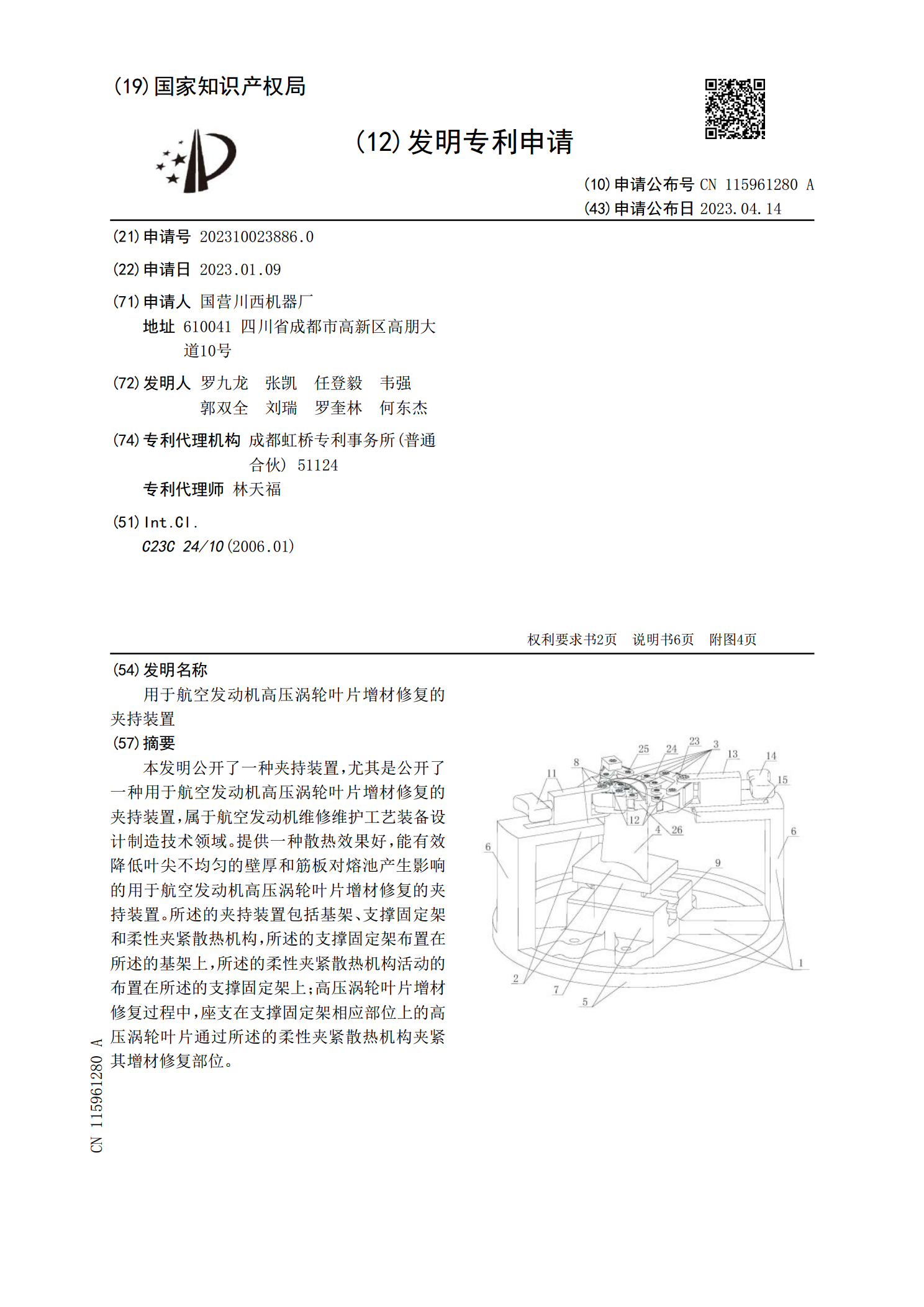
本发明公开了一种夹持装置,尤其是公开了一种用于航空发动机高压涡轮叶片增材修复的夹持装置,属于航空发动机维修维护工艺装备设计制造技术领域。提供一种散热效果好,能有效降低叶尖不均匀的壁厚和筋板对熔池产生影响的用于航空发动机高压涡轮叶片增材修复的夹持装置。所述的夹持装置包括基架、支撑固定架和柔性夹紧散热机构,所述的支撑固定架布置在所述的基架上,所述的柔性夹紧散热机构活动的布置在所述的支撑固定架上;高压涡轮叶片增材修复过程中,座支在支撑固定架相应部位上的高压涡轮叶片通过所述的柔性夹紧散热机构夹紧其增材修复部位。
航空发动机低压涡轮导向器用叶片修理定位装置.pdf
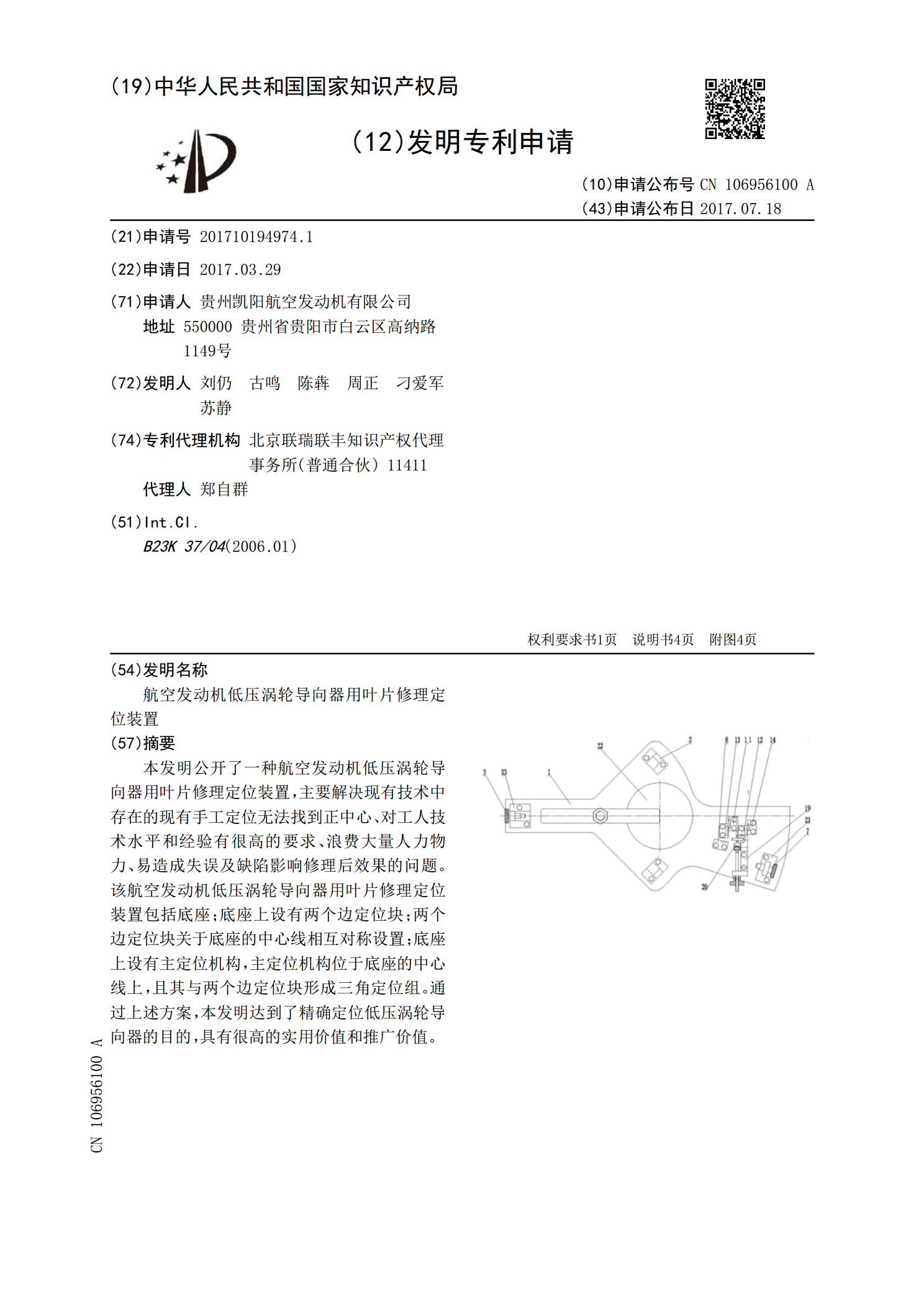
本发明公开了一种航空发动机低压涡轮导向器用叶片修理定位装置,主要解决现有技术中存在的现有手工定位无法找到正中心、对工人技术水平和经验有很高的要求、浪费大量人力物力、易造成失误及缺陷影响修理后效果的问题。该航空发动机低压涡轮导向器用叶片修理定位装置包括底座;底座上设有两个边定位块;两个边定位块关于底座的中心线相互对称设置;底座上设有主定位机构,主定位机构位于底座的中心线上,且其与两个边定位块形成三角定位组。通过上述方案,本发明达到了精确定位低压涡轮导向器的目的,具有很高的实用价值和推广价值。
涡轮叶片榫齿加工叶片定位装置.pdf
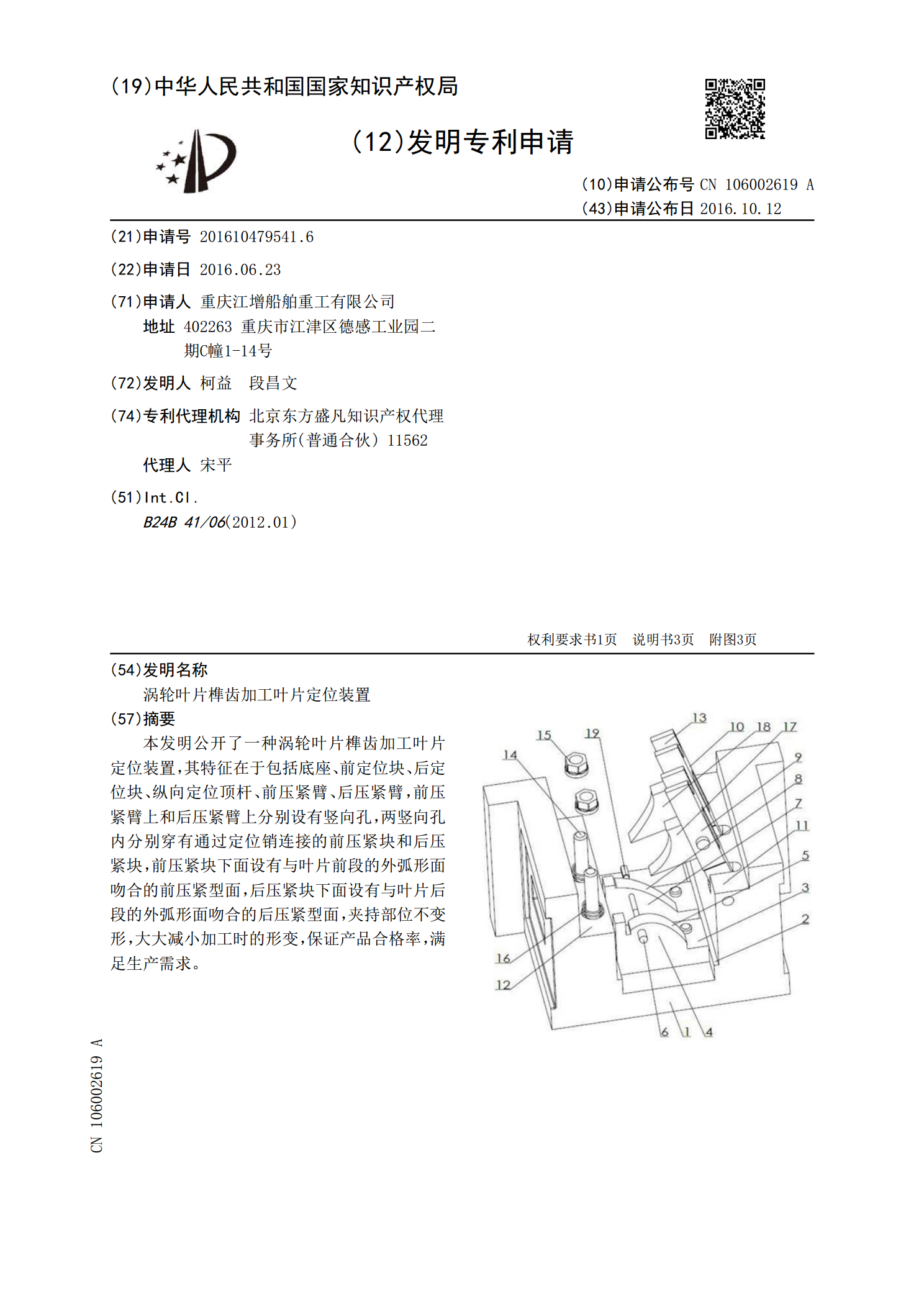
本发明公开了一种涡轮叶片榫齿加工叶片定位装置,其特征在于包括底座、前定位块、后定位块、纵向定位顶杆、前压紧臂、后压紧臂,前压紧臂上和后压紧臂上分别设有竖向孔,两竖向孔内分别穿有通过定位销连接的前压紧块和后压紧块,前压紧块下面设有与叶片前段的外弧形面吻合的前压紧型面,后压紧块下面设有与叶片后段的外弧形面吻合的后压紧型面,夹持部位不变形,大大减小加工时的形变,保证产品合格率,满足生产需求。
适用于大刚度高压涡轮叶片高周疲劳试验的夹持装置.pdf
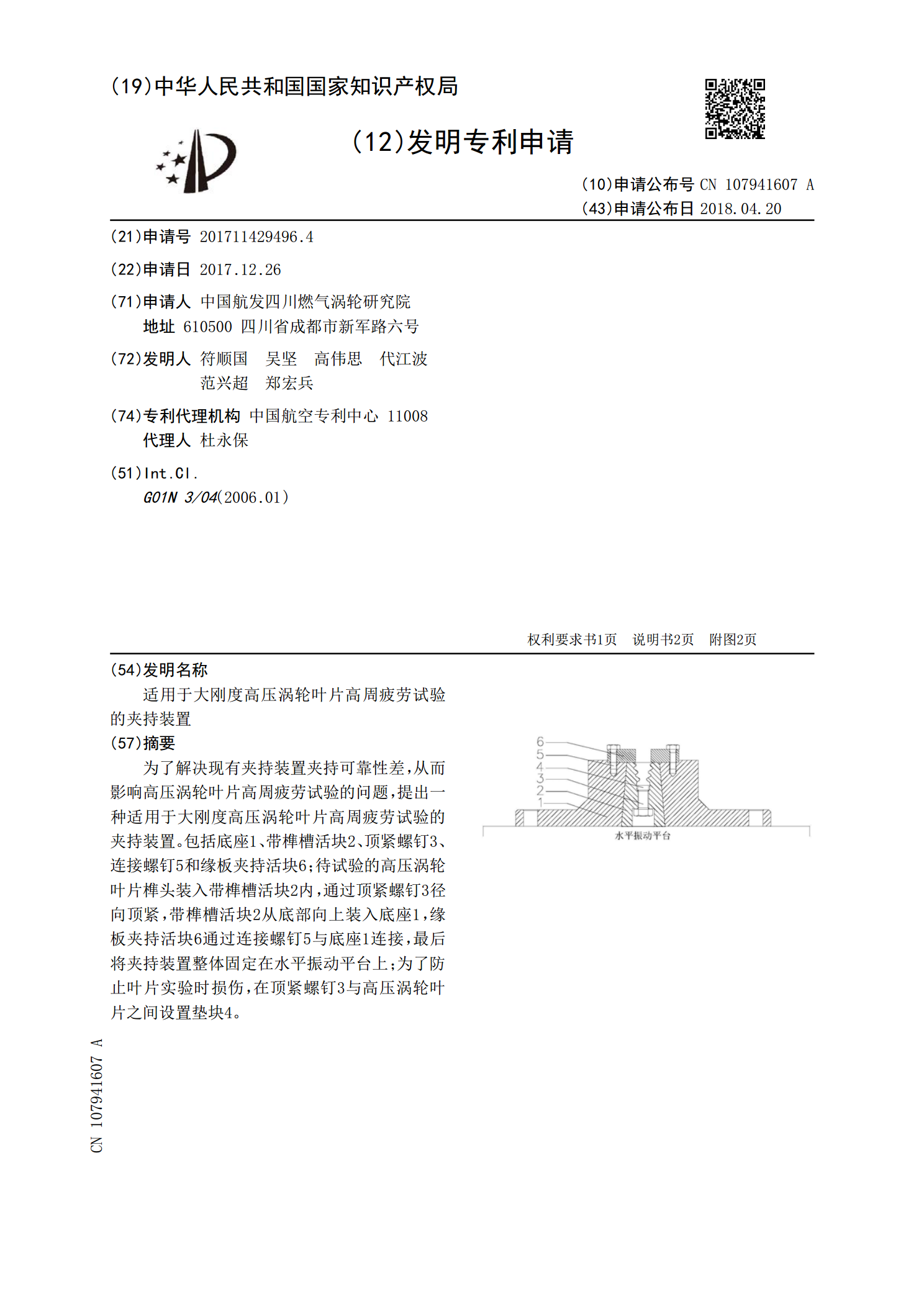
为了解决现有夹持装置夹持可靠性差,从而影响高压涡轮叶片高周疲劳试验的问题,提出一种适用于大刚度高压涡轮叶片高周疲劳试验的夹持装置。包括底座1、带榫槽活块2、顶紧螺钉3、连接螺钉5和缘板夹持活块6;待试验的高压涡轮叶片榫头装入带榫槽活块2内,通过顶紧螺钉3径向顶紧,带榫槽活块2从底部向上装入底座1,缘板夹持活块6通过连接螺钉5与底座1连接,最后将夹持装置整体固定在水平振动平台上;为了防止叶片实验时损伤,在顶紧螺钉3与高压涡轮叶片之间设置垫块4。