
一种轮胎内胎修补方法.pdf

音景****ka


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮胎内胎修补方法.pdf
本发明公开了一种轮胎内胎修补方法,包括如下步骤,将内胎损坏部分进行整段切除;用一段直径相同,长度比切除段长1~3cm的内胎替换段将切除段替换;将内胎替换段和内胎粘连在一起的外圈打磨,内圈外翻打磨;将打磨部位进行涂胶;将内胎替换段两端分别与内胎切断的两端对应粘合连接。本发明有效实现对破损口较大的内胎进行修补,避免完全丢弃破损内胎,延长了内胎使用期限,降低了成本,低碳环保,减少对环境的污染。

无内胎轮胎的使用及修补技巧.docx
无内胎轮胎的使用及修补技巧随着摩托车制造技术的不断发展下,大部分的摩托车都已经开始装备乘车无内胎轮胎,这样使得摩托车更具豪华感。而且无内胎轮胎的使用,让乘骑者感觉更舒适,使得车辆行驶的安全性能也提高。下面就跟着爱摩托小编一起来看看无内胎轮胎的使用及修补技巧吧!一、无内胎轮胎的特点无内胎轮胎一般会被称为“低压胎”,主要分为子午线轮胎和斜交线轮胎两种。无内胎轮胎的弹性和耐磨性都非常好,而且还有着良好的附着力和散热性能。尤其是子午线轮胎,由于胎冠角为零,高速运转变化量小,并能保持较好的行驶稳定性和较小的摩擦,不

无内胎轮胎穿孔修补工具.pdf
本发明公开了一种轮胎穿孔修补装置,所述轮胎穿孔修补装置可包括柄部、穿孔修补螺钉,以及在所述柄部和所述穿孔修补螺钉之间的一体式颈杆。所述穿孔修补螺钉可包括螺钉头、从与所述颈杆相对的所述螺钉头延伸的圆柱形轴、从所述轴至与所述轴相对的顶端均匀地变窄的局部有螺纹的实心圆锥,以及在所述顶端和所述轴之间盘绕所述圆锥的圆锥螺旋形螺纹。所述轴的直径可大约等于所述圆锥最宽点处的圆锥的直径。所述圆锥上的螺纹可包括成角度的脊,并且可从所述轴与所述圆锥的交叉部至所述圆锥的顶端前盘绕所述圆锥。

一种立体轮胎修补工具及修补方法.pdf
本发明汽车维修行业,真空轮胎修补工具产品和技术,具体地来讲为一种立体轮胎修补工具及修补方法。该工具包括:内置波纹胶钉的植入头、手柄以及顶针,其中植入头为空心针,与所述手柄的一端连接,顶针从手柄的另一端穿入手柄,通过旋转或挤压手柄伸入至植入头内。采用本发明可以实现立体修补,修补效果好,从轮胎内外漏洞端口及轮胎内部漏洞壁均得到修补,密封效果好。
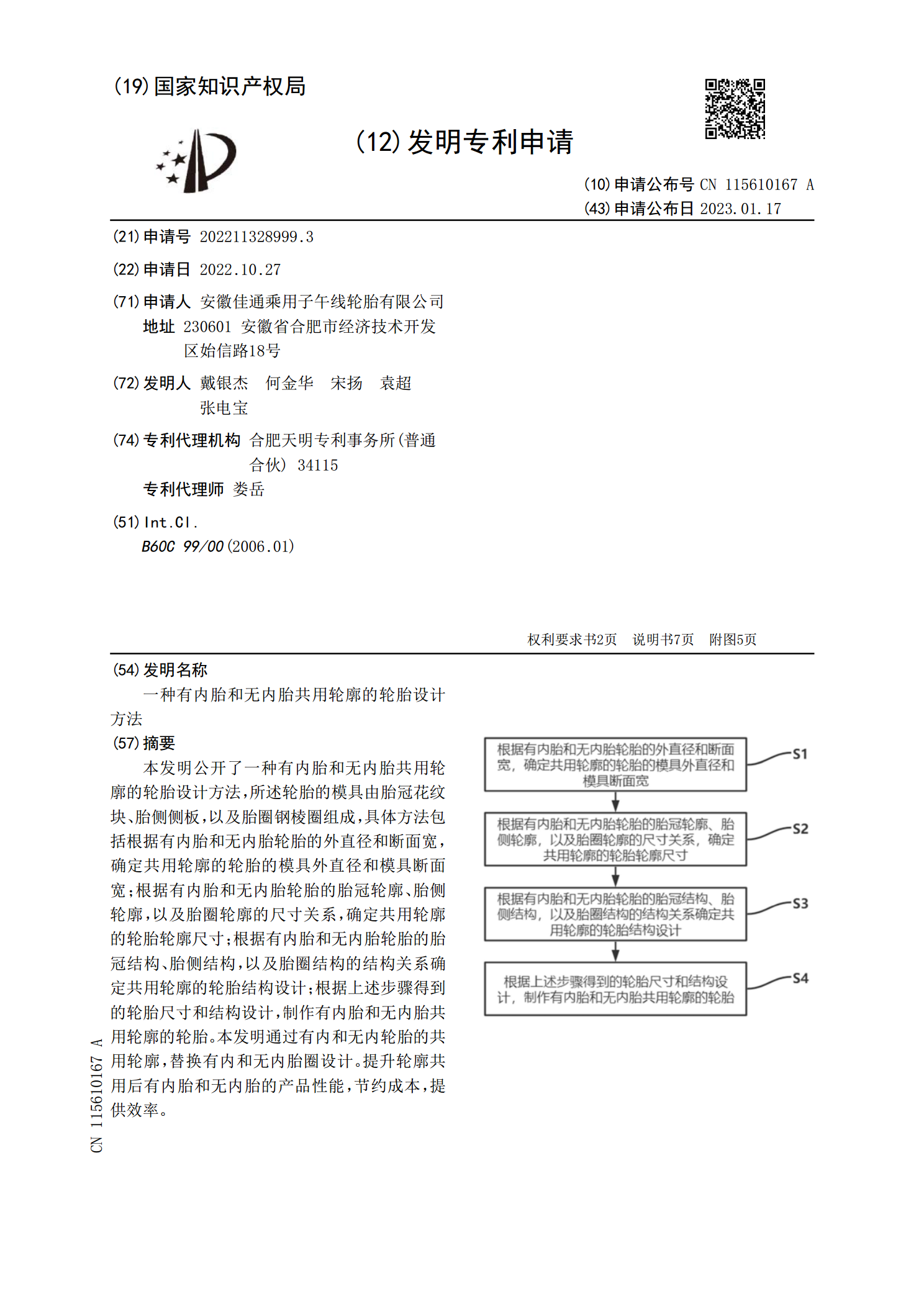
一种有内胎和无内胎共用轮廓的轮胎设计方法.pdf
本发明公开了一种有内胎和无内胎共用轮廓的轮胎设计方法,所述轮胎的模具由胎冠花纹块、胎侧侧板,以及胎圈钢棱圈组成,具体方法包括根据有内胎和无内胎轮胎的外直径和断面宽,确定共用轮廓的轮胎的模具外直径和模具断面宽;根据有内胎和无内胎轮胎的胎冠轮廓、胎侧轮廓,以及胎圈轮廓的尺寸关系,确定共用轮廓的轮胎轮廓尺寸;根据有内胎和无内胎轮胎的胎冠结构、胎侧结构,以及胎圈结构的结构关系确定共用轮廓的轮胎结构设计;根据上述步骤得到的轮胎尺寸和结构设计,制作有内胎和无内胎共用轮廓的轮胎。本发明通过有内和无内轮胎的共用轮廓,替换