
一种弯管成型装置.pdf

努力****晓骞

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种弯管成型装置.pdf
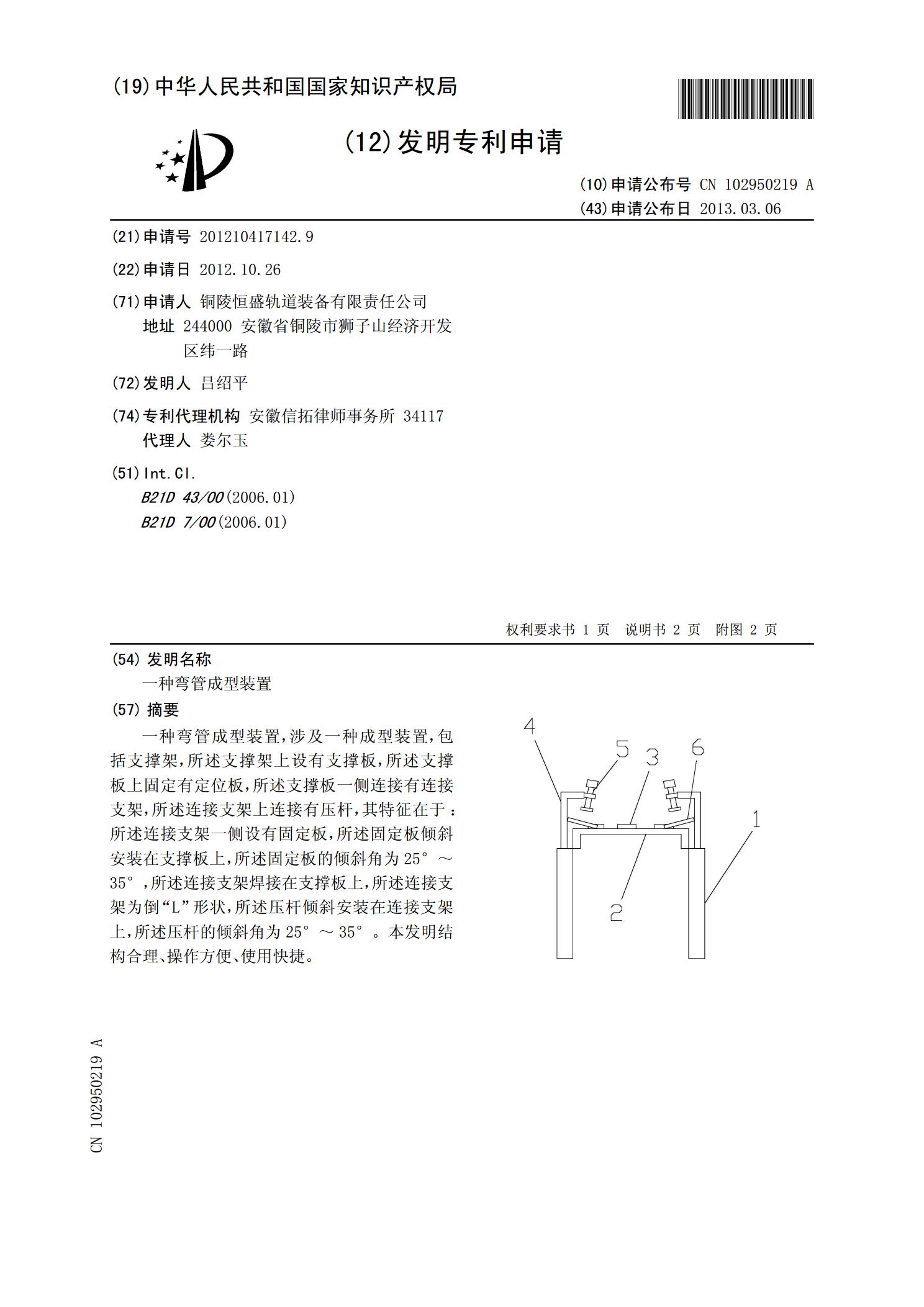
一种弯管成型装置,涉及一种成型装置,包括支撑架,所述支撑架上设有支撑板,所述支撑板上固定有定位板,所述支撑板一侧连接有连接支架,所述连接支架上连接有压杆,其特征在于:所述连接支架一侧设有固定板,所述固定板倾斜安装在支撑板上,所述固定板的倾斜角为25°~35°,所述连接支架焊接在支撑板上,所述连接支架为倒“L”形状,所述压杆倾斜安装在连接支架上,所述压杆的倾斜角为25°~35°。本发明结构合理、操作方便、使用快捷。

一种弯管成型装置.pdf
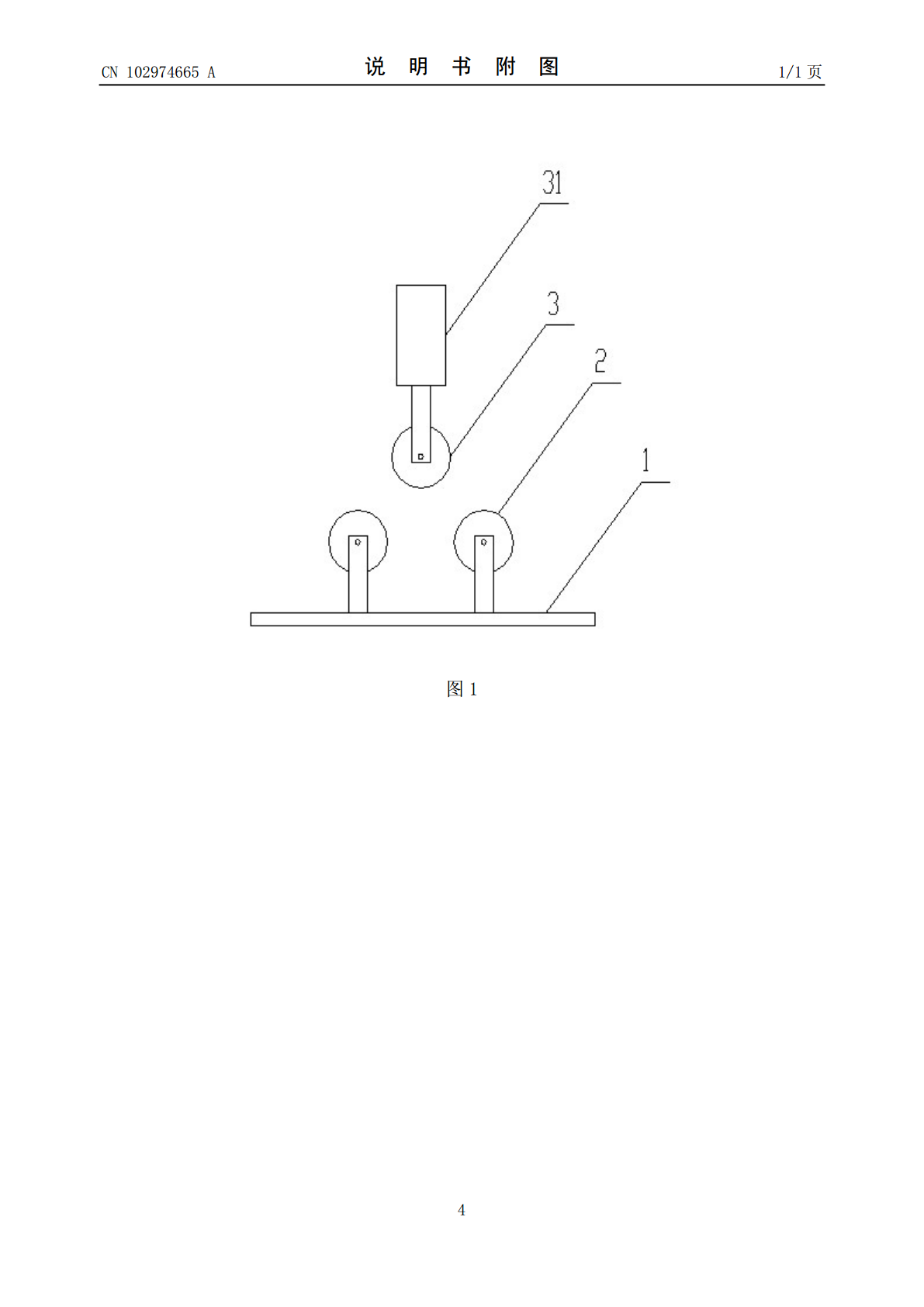
本发明涉及一种弯管成型装置,该装置包括底座、两个限位从动轮以及主动轮,所述限位从动轮可转动地对称设置在底座上,俩限位从动轮的转轴互相平行,所述主动轮高度可调节地设置在俩限位从动轮之间的中心线上。本发明可以直接将直管压成弯头,无焊接作业,作业量较小且弯管质量较高。
一种手动的弯管成型装置.pdf
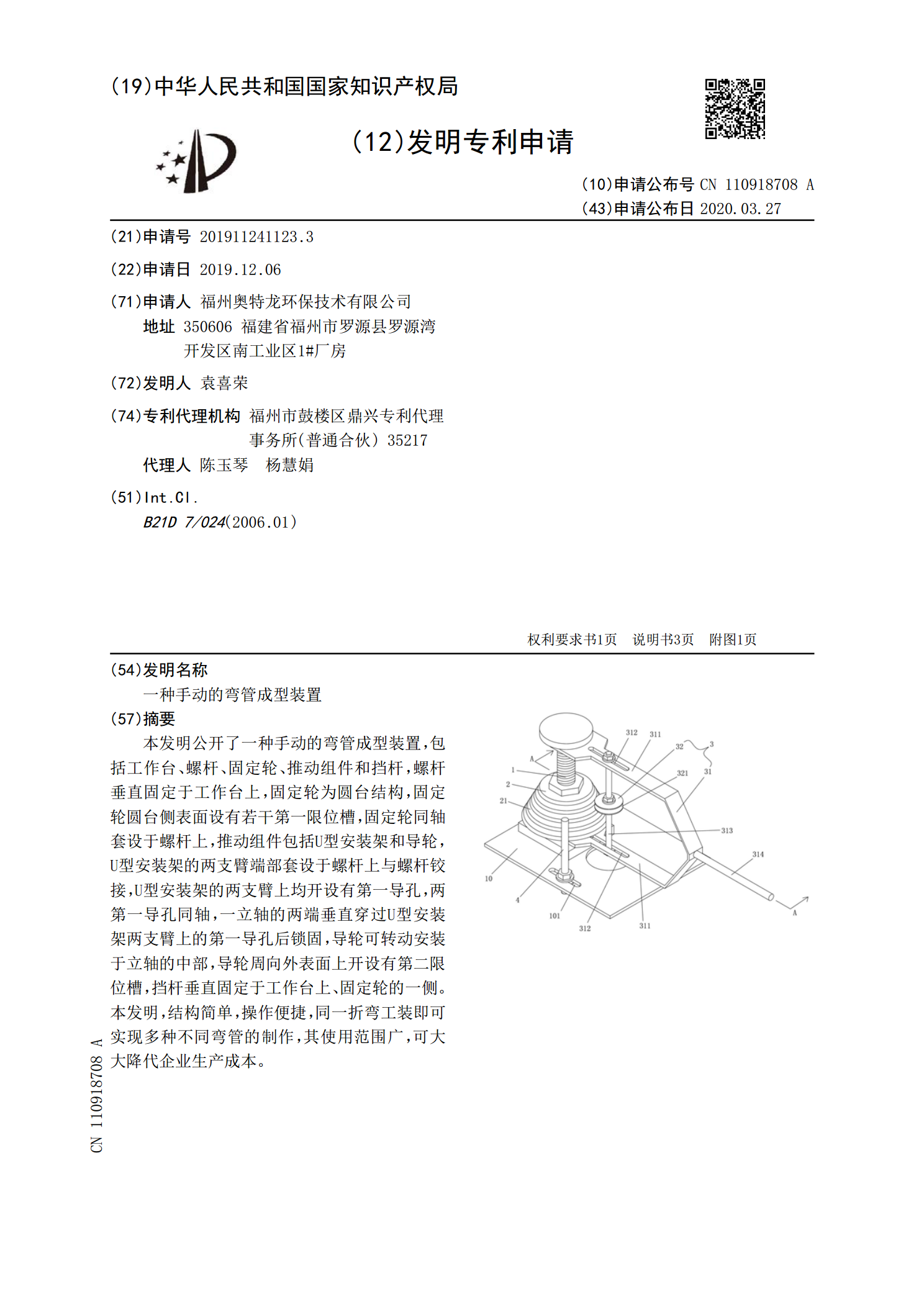
本发明公开了一种手动的弯管成型装置,包括工作台、螺杆、固定轮、推动组件和挡杆,螺杆垂直固定于工作台上,固定轮为圆台结构,固定轮圆台侧表面设有若干第一限位槽,固定轮同轴套设于螺杆上,推动组件包括U型安装架和导轮,U型安装架的两支臂端部套设于螺杆上与螺杆铰接,U型安装架的两支臂上均开设有第一导孔,两第一导孔同轴,一立轴的两端垂直穿过U型安装架两支臂上的第一导孔后锁固,导轮可转动安装于立轴的中部,导轮周向外表面上开设有第二限位槽,挡杆垂直固定于工作台上、固定轮的一侧。本发明,结构简单,操作便捷,同一折弯工装即可

一种EGR管件的弯管装置及其成型工艺.pdf
一种EGR管件的弯管装置,包括有基座;送料装置;弯管模具;其特征在于:所述的弯管模具包括有弯管主轴、摆动板、固定板、轮模和夹模,固定板固定设置于基座的前端,摆动板可转动地设置于弯管主轴上,轮模套设在弯管主轴上并能随摆动板旋转,模可滑动地设置于摆动板上并与轮模配合形成有能夹持管胚的夹持型腔,轮模和夹模还配合形成有能实现管胚波纹成型的波纹型腔,基座的一侧还设置有能将摆动板和固定板夹持固定于一起的锁紧装置。本发明在弯管机上集成了波纹加工的功能,使得管胚在弯管机上折弯成型后,同时能够在弯管机上加工成型出波纹,只需
一种弯玻璃成型装置.pdf
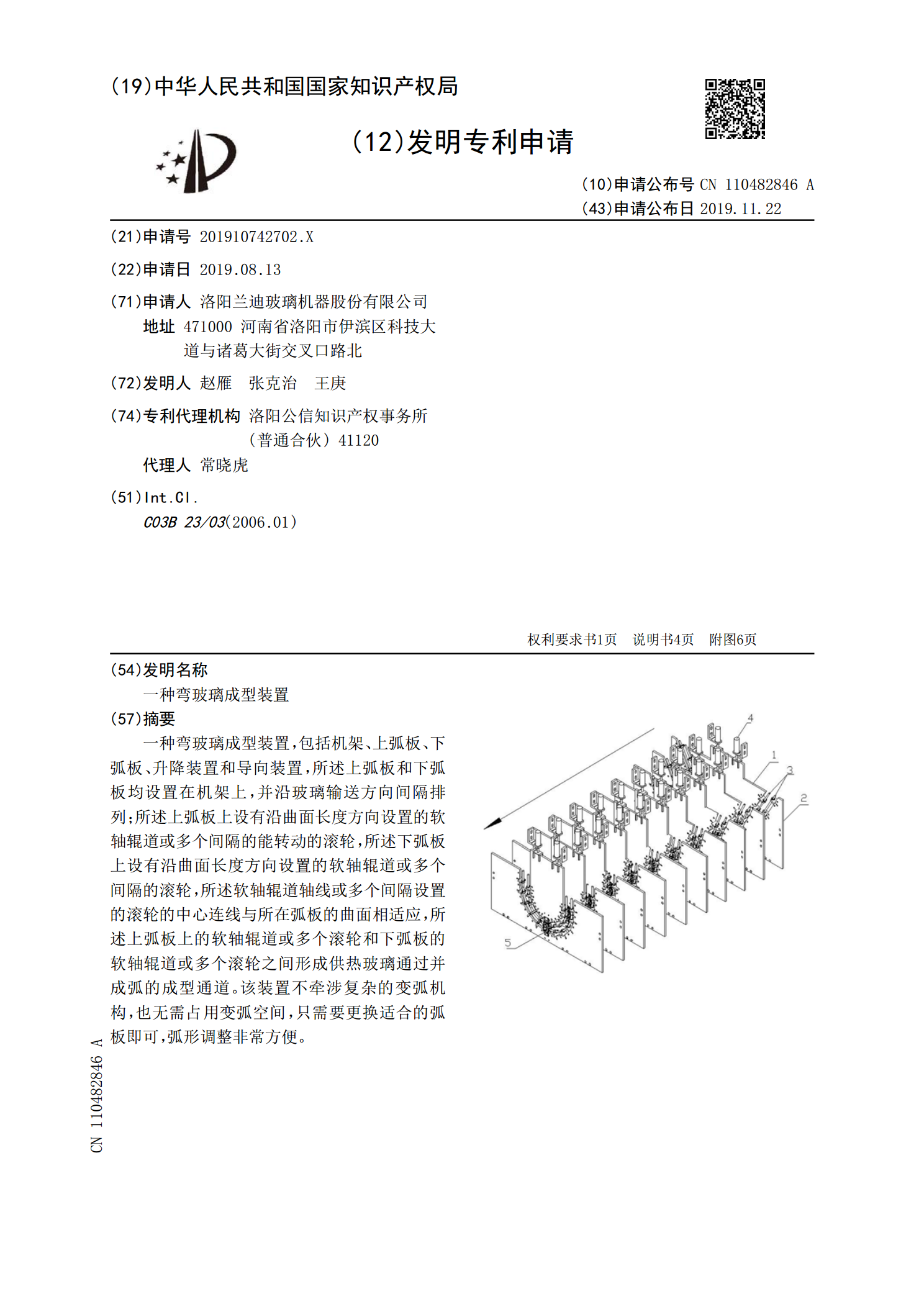
一种弯玻璃成型装置,包括机架、上弧板、下弧板、升降装置和导向装置,所述上弧板和下弧板均设置在机架上,并沿玻璃输送方向间隔排列;所述上弧板上设有沿曲面长度方向设置的软轴辊道或多个间隔的能转动的滚轮,所述下弧板上设有沿曲面长度方向设置的软轴辊道或多个间隔的滚轮,所述软轴辊道轴线或多个间隔设置的滚轮的中心连线与所在弧板的曲面相适应,所述上弧板上的软轴辊道或多个滚轮和下弧板的软轴辊道或多个滚轮之间形成供热玻璃通过并成弧的成型通道。该装置不牵涉复杂的变弧机构,也无需占用变弧空间,只需要更换适合的弧板即可,弧形调整非