
一种钻铣刀.pdf

一只****呀淑


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钻铣刀.pdf
本发明涉及一种钻铣刀,它包括刀片I(1)、刀片II(2)、刀片III(3)、刀片IV(4)、刀片V(5)、刀片VI(6)、刀杆(7)和十一个内六角螺钉(10),刀杆(7)上有一个大凸台(8),大凸台(8)的下方有一个小凸台(9),刀片I(1)与刀片II(2)分别通过内六角螺钉(10)互成180度相向安装于小凸台(9)上,刀片III(3)、刀片IV(4)与刀片V(5)、刀片VI(6)分别通过内六角螺钉(10)互成180度相向安装于大凸台(8)上。该钻铣刀结构简单,加工效率高,成本低廉,使用寿命长,用于加工汽
一种PCB微钻铣刀自动存取装置.pdf
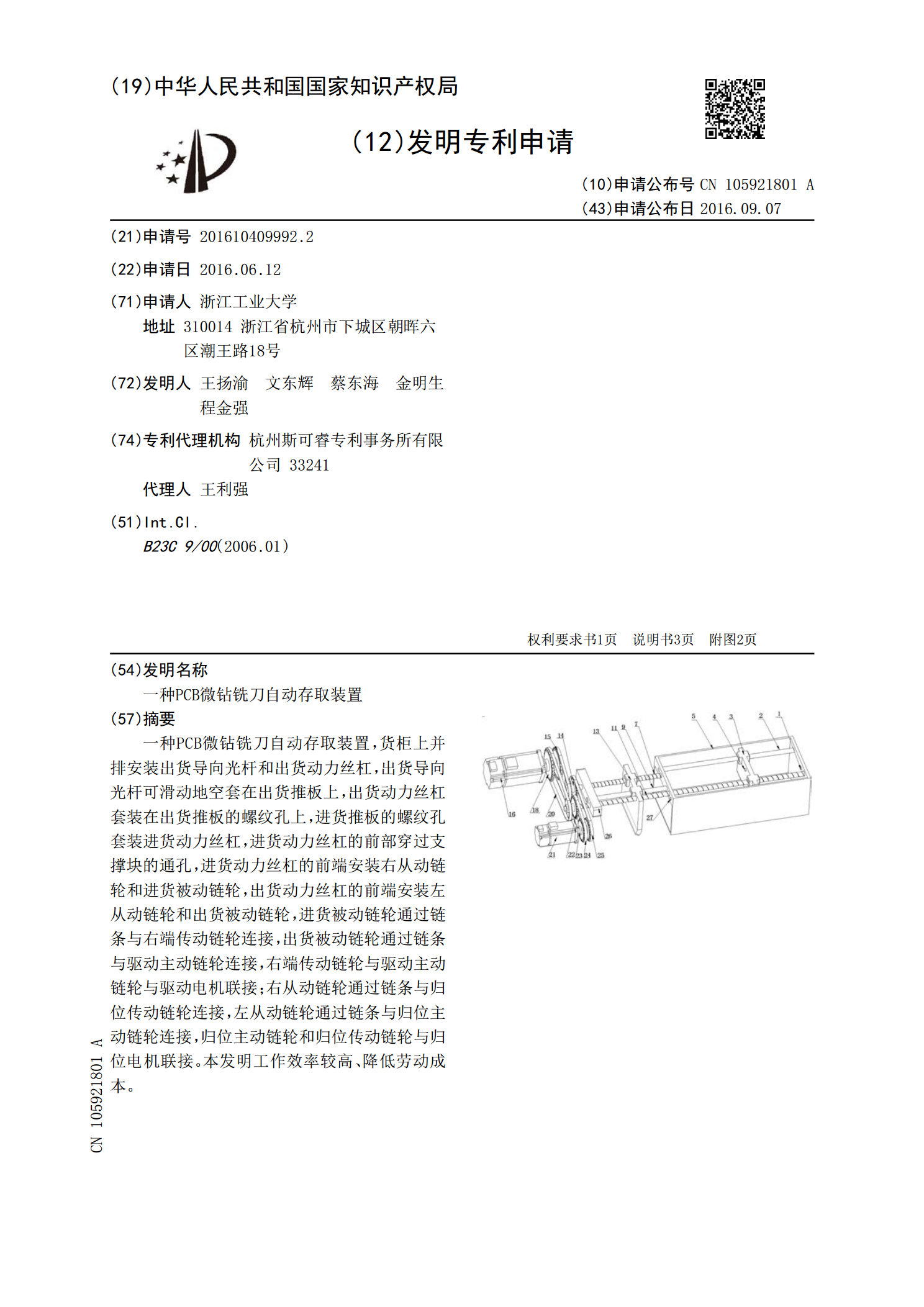
一种PCB微钻铣刀自动存取装置,货柜上并排安装出货导向光杆和出货动力丝杠,出货导向光杆可滑动地空套在出货推板上,出货动力丝杠套装在出货推板的螺纹孔上,进货推板的螺纹孔套装进货动力丝杠,进货动力丝杠的前部穿过支撑块的通孔,进货动力丝杠的前端安装右从动链轮和进货被动链轮,出货动力丝杠的前端安装左从动链轮和出货被动链轮,进货被动链轮通过链条与右端传动链轮连接,出货被动链轮通过链条与驱动主动链轮连接,右端传动链轮与驱动主动链轮与驱动电机联接;右从动链轮通过链条与归位传动链轮连接,左从动链轮通过链条与归位主动链轮连

一种铣刀.pdf
本实用新型属于刀具技术领域,公开了一种铣刀,该铣刀包括同轴设置的刀柄及刀体,刀体包括一对绕其轴线螺旋延伸的第一刀部,一对第一刀部远离刀柄的一端为中心对称结构,一对第一刀部远离刀柄1的一端均设置有第一刀刃,一对第一刀部之间形成有两个排屑槽,且一对第一刀部上均开设有第一容屑槽,第一容屑槽位于第一刀部上远离其第一刀刃的一侧,并连通于第一刀部远离刀柄的一端的端面和排屑槽之间,两个第一容屑槽的槽底与刀体远离刀柄的一端的端面的夹角的取值范围均为60°?64°,两个第一容屑槽沿平行于刀体的轴线的方向的长度的取值范围均为
一种铣刀.pdf
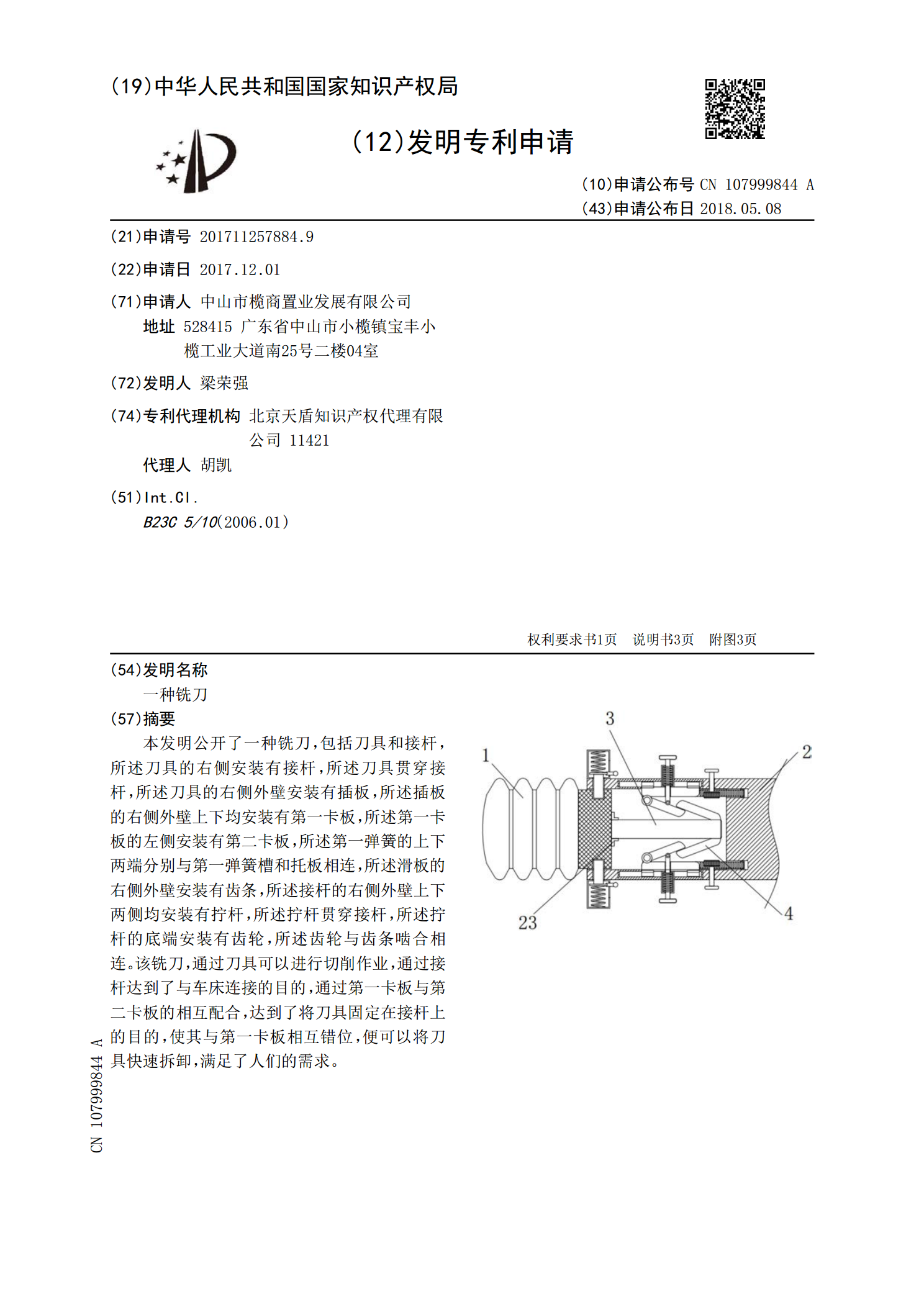
本发明公开了一种铣刀,包括刀具和接杆,所述刀具的右侧安装有接杆,所述刀具贯穿接杆,所述刀具的右侧外壁安装有插板,所述插板的右侧外壁上下均安装有第一卡板,所述第一卡板的左侧安装有第二卡板,所述第一弹簧的上下两端分别与第一弹簧槽和托板相连,所述滑板的右侧外壁安装有齿条,所述接杆的右侧外壁上下两侧均安装有拧杆,所述拧杆贯穿接杆,所述拧杆的底端安装有齿轮,所述齿轮与齿条啮合相连。该铣刀,通过刀具可以进行切削作业,通过接杆达到了与车床连接的目的,通过第一卡板与第二卡板的相互配合,达到了将刀具固定在接杆上的目的,使其
一种铣刀.pdf
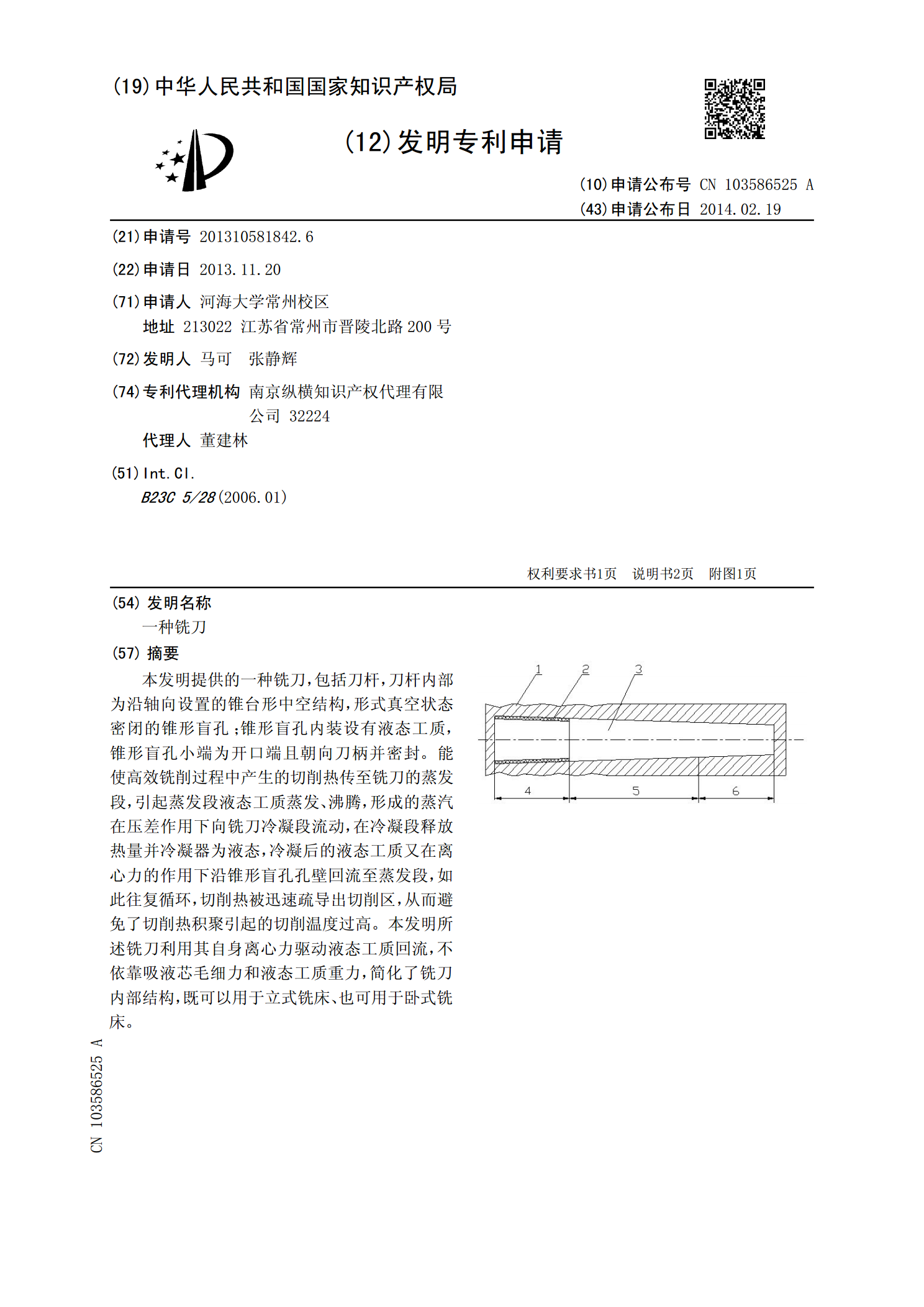
本发明提供的一种铣刀,包括刀杆,刀杆内部为沿轴向设置的锥台形中空结构,形式真空状态密闭的锥形盲孔;锥形盲孔内装设有液态工质,锥形盲孔小端为开口端且朝向刀柄并密封。能使高效铣削过程中产生的切削热传至铣刀的蒸发段,引起蒸发段液态工质蒸发、沸腾,形成的蒸汽在压差作用下向铣刀冷凝段流动,在冷凝段释放热量并冷凝器为液态,冷凝后的液态工质又在离心力的作用下沿锥形盲孔孔壁回流至蒸发段,如此往复循环,切削热被迅速疏导出切削区,从而避免了切削热积聚引起的切削温度过高。本发明所述铣刀利用其自身离心力驱动液态工质回流,不依靠吸