
阴极变幅多向往复进给的整体叶盘电解加工方法及装置.pdf

努力****幻翠


1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

阴极变幅多向往复进给的整体叶盘电解加工方法及装置.pdf
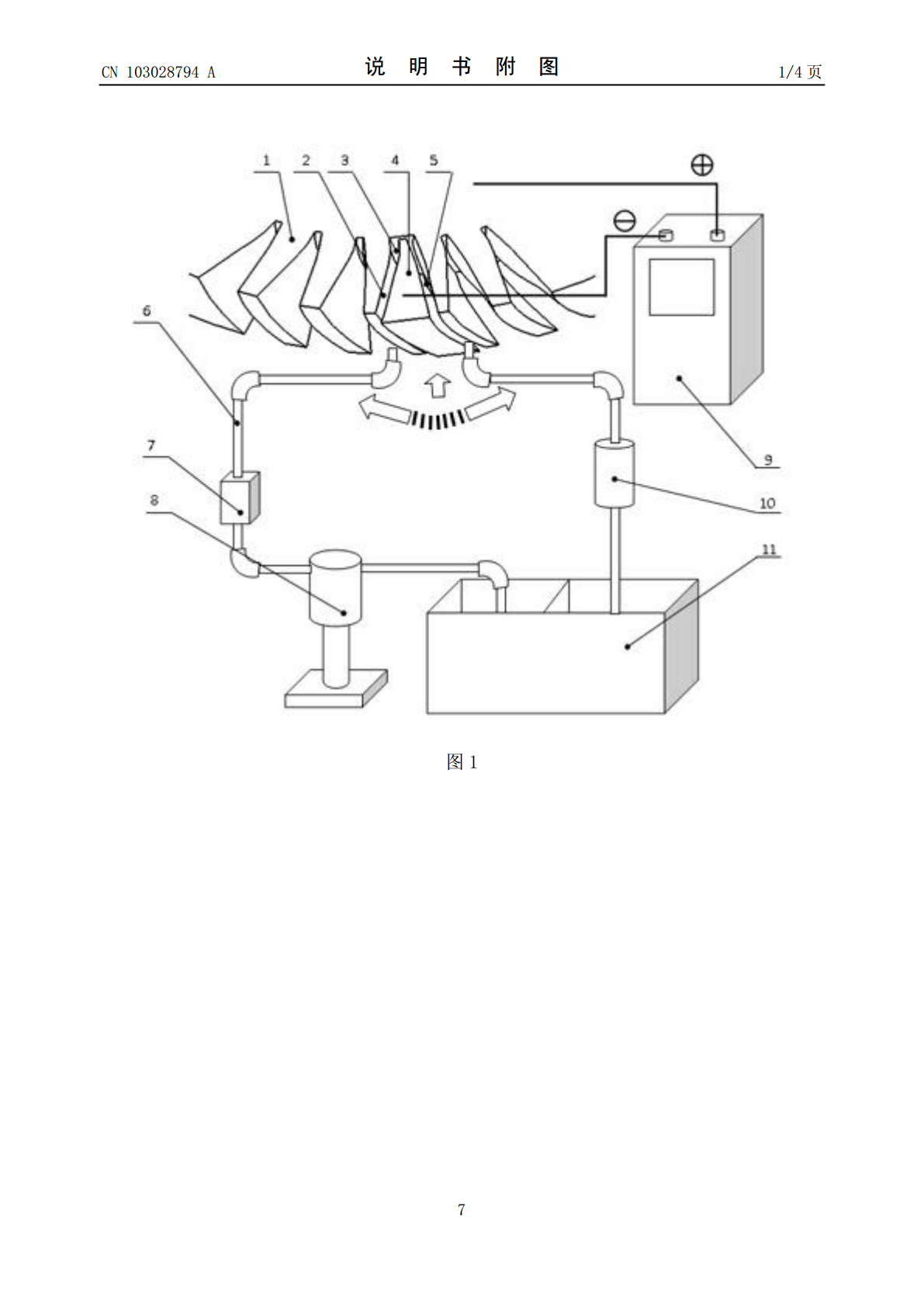
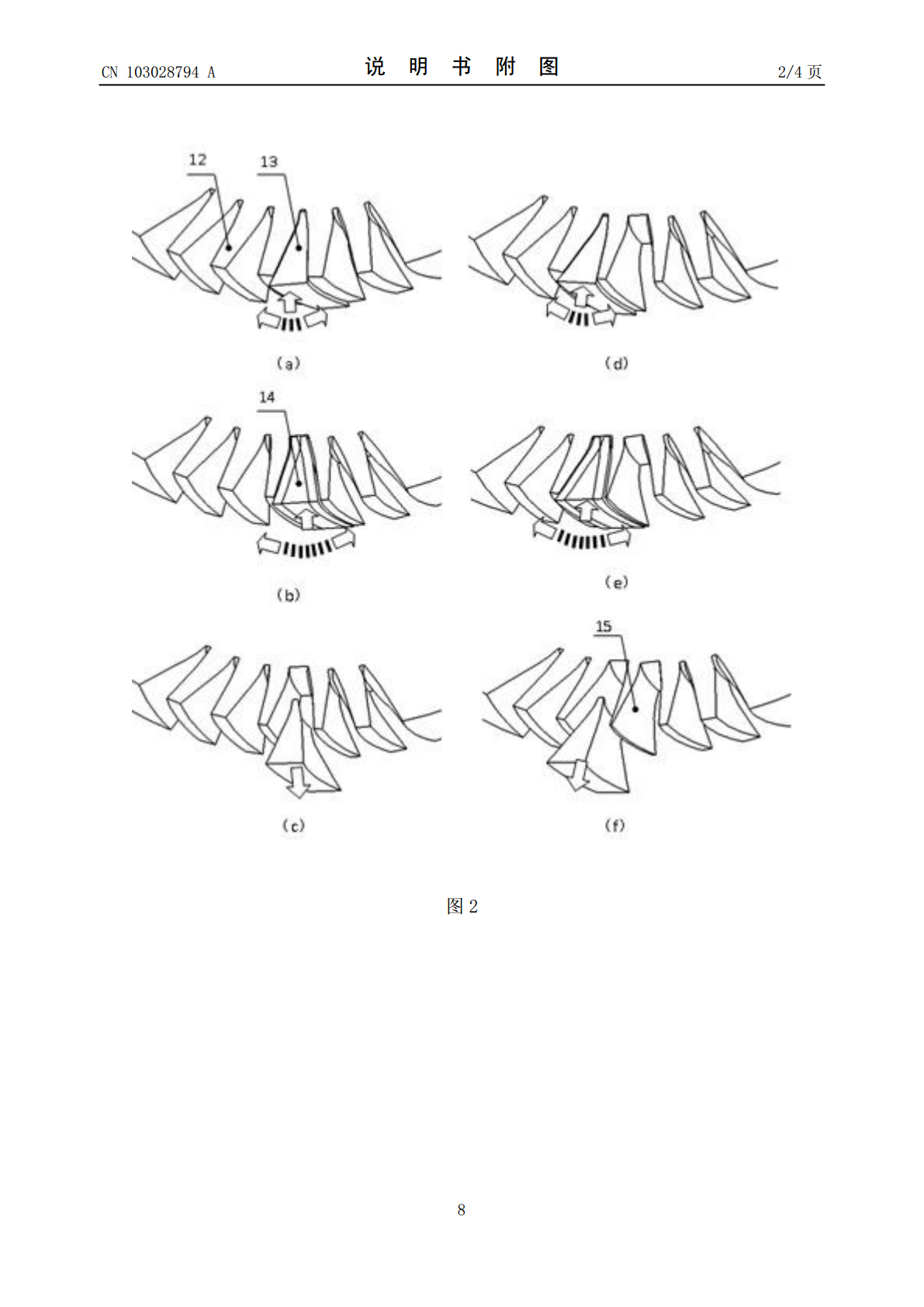
本发明涉及一种阴极变幅多向往复进给的整体叶盘电解加工方法及装置,属于电解加工领域。该方法特点在于工具阴极一边沿叶盘径向进给,一边在叶盆和叶背之间摆动,以此实现叶盆、叶背、叶根和轮毂型面同时加工;并且工具阴极在叶盆和叶背之间摆动幅度随着工具阴极与叶根越接近其摆动幅度越大。本发明克服整体叶盘电解加工中难以同时兼顾叶间通道中叶盆叶背型面与叶根轮毂型面的难题,避免已加工型面在后续加工中遭到二次蚀除,提高了加工精度。

整体叶盘电解加工阴极修正方法与试验.docx
整体叶盘电解加工阴极修正方法与试验整体叶盘电解加工阴极修正方法与试验摘要:整体叶盘电解加工是一种常用的金属表面处理技术,其修正方法和试验对于提高加工质量和效率具有重要意义。本文针对整体叶盘电解加工阴极修正问题进行了研究,提出了一种基于局部温度和电流密度分布的修正方法,并进行了相应的试验验证。关键词:整体叶盘电解加工;阴极修正方法;局部温度;电流密度1.引言整体叶盘电解加工是一种常用的金属表面处理技术,其通过电解作用,将阳极溶解到阴极上,实现金属表面的加工和改性。然而,由于电解过程中存在阴极表面的不均匀溶解
整体叶盘电解开槽用电极和整体叶盘电解开槽加工方法.pdf
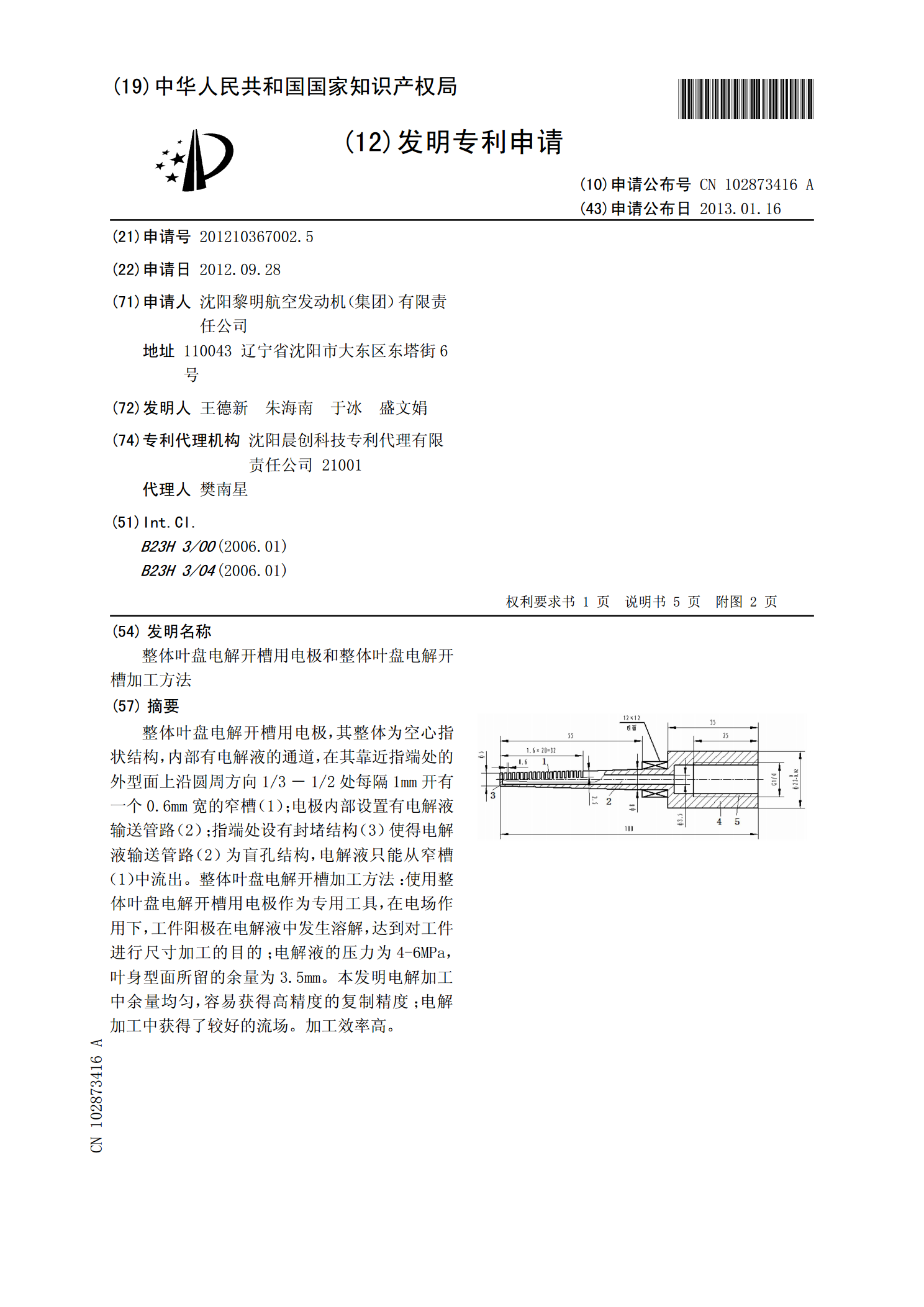
整体叶盘电解开槽用电极,其整体为空心指状结构,内部有电解液的通道,在其靠近指端处的外型面上沿圆周方向1/3-1/2处每隔1mm开有一个0.6mm宽的窄槽(1);电极内部设置有电解液输送管路(2);指端处设有封堵结构(3)使得电解液输送管路(2)为盲孔结构,电解液只能从窄槽(1)中流出。整体叶盘电解开槽加工方法:使用整体叶盘电解开槽用电极作为专用工具,在电场作用下,工件阳极在电解液中发生溶解,达到对工件进行尺寸加工的目的;电解液的压力为4-6MPa,叶身型面所留的余量为3.5mm。本发明电解加工中余量均匀,

整体叶盘叶栅通道径向进给电解加工电场仿真和试验研究.docx
整体叶盘叶栅通道径向进给电解加工电场仿真和试验研究Title:SimulationandExperimentalStudyontheRadialFeedElectrolyticMachiningElectricFieldintheOverallLeafBladeGridChannelAbstract:Electrolyticmachining(ECM)iswidelyusedintheindustryforitsabilitytoachievehigh-precisionmachiningofcomple

大扭曲叶盘变截面阴极电解加工流场仿真研究.pptx
汇报人:CONTENTS研究背景和意义研究背景研究意义大扭曲叶盘变截面阴极电解加工原理电解加工原理大扭曲叶盘变截面阴极电解加工特点流场仿真建模与模拟方法流场仿真建模数值模拟方法边界条件和初始条件仿真结果与分析流场分布特性加工效率与表面质量分析参数优化与实验验证结论与展望研究结论研究不足与展望汇报人: