
快走丝线切割电参数的研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

快走丝线切割电参数的研究.docx
快走丝线切割电参数的研究随着现代加工技术的不断发展,快走丝线切割已成为数控加工中不可或缺的一环。快走丝线切割技术因其高精度、高效率、高表面质量、适应性广等优点而被广泛应用于焊接、汽车、造船等各个领域。但是,快走丝线切割的电参数对于切割效果和切割质量增强有巨大的影响。因此,对快走丝线切割的电参数进行研究和分析具有重要的实际意义。快走丝线切割的电参数主要包括放电电流、放电脉冲间隔、放电脉冲宽度、间歇时间等。其中,放电电流是影响切割深度、切割速度等方面的关键参数。放电脉冲间隔则与切割后形成的痕迹密切相关。放电脉
一种快走丝线切割机用进电装置及其快走丝线切割机.pdf
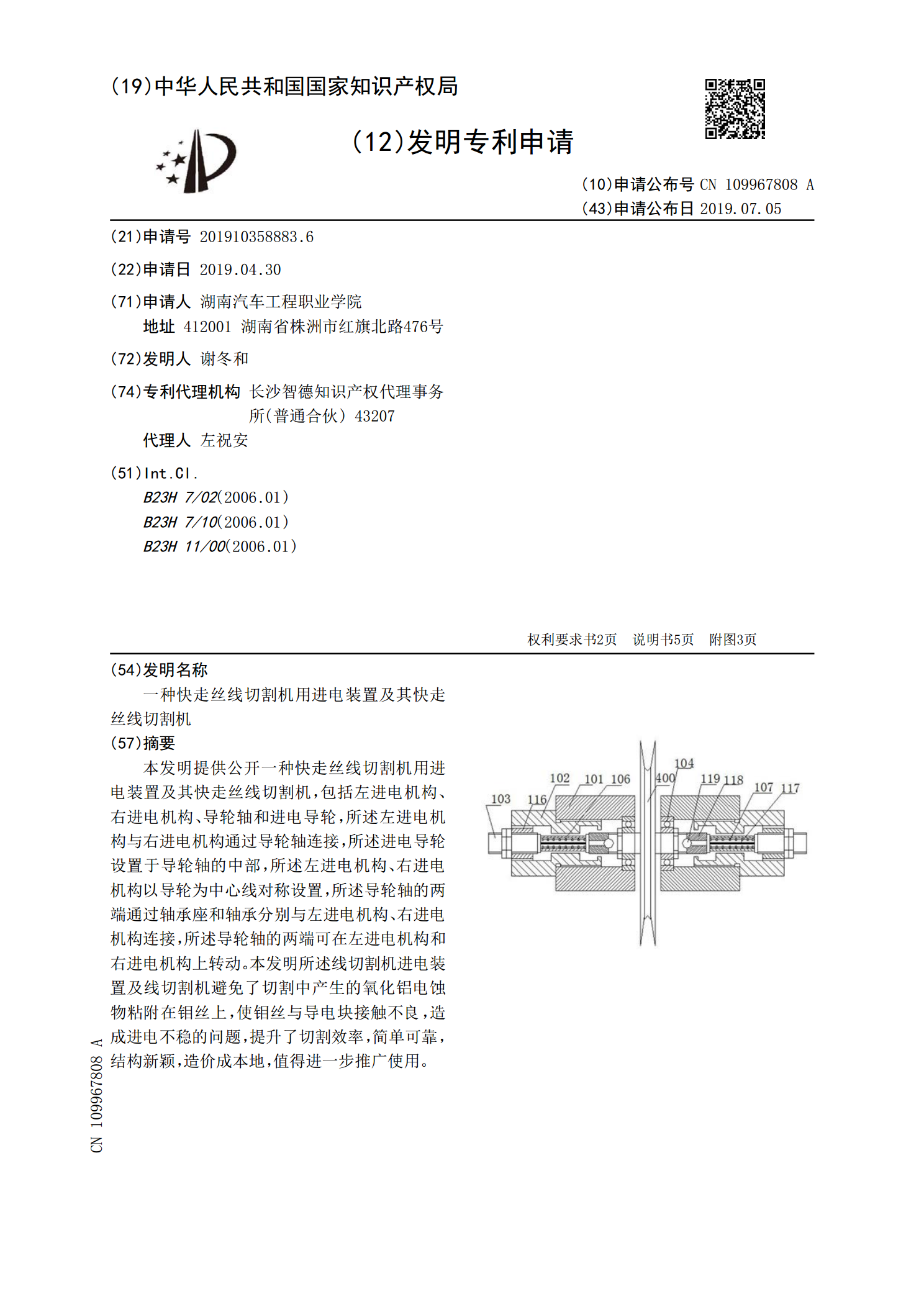
本发明提供公开一种快走丝线切割机用进电装置及其快走丝线切割机,包括左进电机构、右进电机构、导轮轴和进电导轮,所述左进电机构与右进电机构通过导轮轴连接,所述进电导轮设置于导轮轴的中部,所述左进电机构、右进电机构以导轮为中心线对称设置,所述导轮轴的两端通过轴承座和轴承分别与左进电机构、右进电机构连接,所述导轮轴的两端可在左进电机构和右进电机构上转动。本发明所述线切割机进电装置及线切割机避免了切割中产生的氧化铝电蚀物粘附在钼丝上,使钼丝与导电块接触不良,造成进电不稳的问题,提升了切割效率,简单可靠,结构新颖,造

快走丝线切割虚拟机床的开发.doc
快走丝线切割虚拟机床的开发本文运用Pro/ENGINEER建立了线切割机床的关键零部件模型,输入VERICUT后构建出机床的三维结构模型。通过对现有指令系统的修改建立了与线切割机床相匹配的控制系统。定制了便于操作的虚拟线切割机床界面,设定了一些常用的快捷按钮。用该虚拟线切割机床可以仿真线切割加工,包括动态显示切割过程和检测加工面的质量等。该虚拟线切割机床可应用于线切割编程、调试和教学培训。一、引言虚拟机床可以在计算机上对数控加工过程进行模拟仿真,具有直观、安全、费用低的优点,越来越受到人们的重视。随着计算
可调节切割尺寸的快走丝线切割机床.pdf
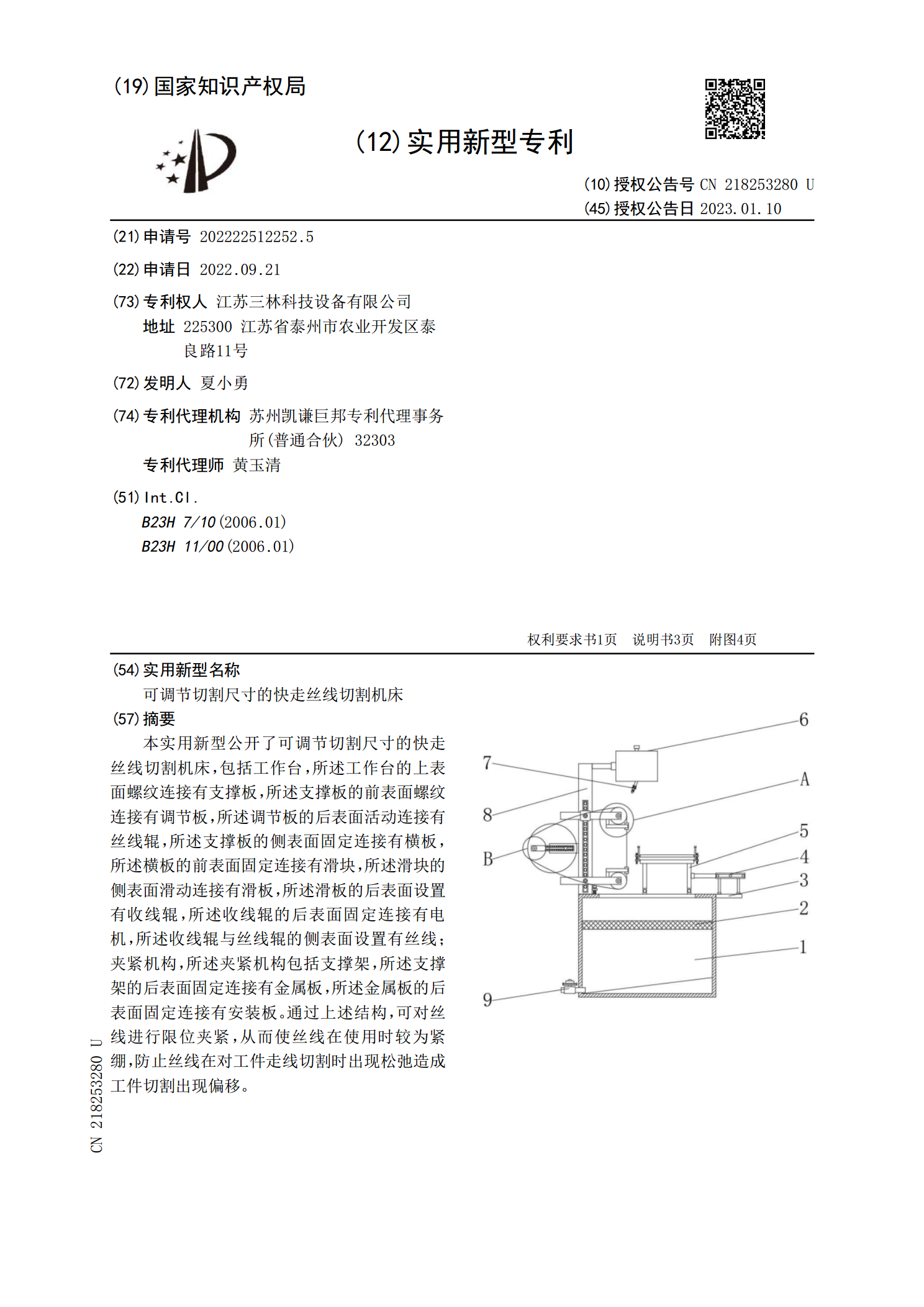
本实用新型公开了可调节切割尺寸的快走丝线切割机床,包括工作台,所述工作台的上表面螺纹连接有支撑板,所述支撑板的前表面螺纹连接有调节板,所述调节板的后表面活动连接有丝线辊,所述支撑板的侧表面固定连接有横板,所述横板的前表面固定连接有滑块,所述滑块的侧表面滑动连接有滑板,所述滑板的后表面设置有收线辊,所述收线辊的后表面固定连接有电机,所述收线辊与丝线辊的侧表面设置有丝线;夹紧机构,所述夹紧机构包括支撑架,所述支撑架的后表面固定连接有金属板,所述金属板的后表面固定连接有安装板。通过上述结构,可对丝线进行限位夹紧

提高快走丝线切割切割光洁度的措施.doc
提高快走丝线切割切割光洁度的措施线切割光洁度是由两个要素构成的,一是单次放电蚀除凹坑的大小,它的RZ通常是0.05μ~1.5μ之间,这对切割光洁度说是次要的。二是因换向造成的凸凹条纹,它的RZ通常是1μ~50μ之间,大到0.1MM以上也有可能,这是构成线切割光洁度的最重要因素。同时它伴随着换向的黑白条纹,给人视觉影响是很强烈的。因单次放电造成凹坑大小的控制是较容易的,只需降低单个脉冲的能量。只是单个脉冲能量小到一定程度造成较厚的工件切不动,甚至是只短路不放电的无火花状态,这类似于电火花加工中的精细规准,造