
复杂深孔的高效加工方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

复杂深孔的高效加工方法.docx
复杂深孔的高效加工方法复杂深孔是指直径细长、长度较深、间隔较小的孔洞,是各种加工领域中普遍存在且难度较大的一类零件,包括模具、航空航天、汽车等行业,加工复杂深孔首先需要考虑的问题就是如何实现高效加工。传统加工方法通常情况下,使用传统的机械加工方法加工深孔,需要使用较长的钻头或加长杆,受钻头刚性、加工难度、设备切削能力等诸多因素的限制,加工效率较低,加工深度有限。电火花加工是另一种传统的深孔加工方法,使用下钻排水方式,可以加工长度较深、直径较细且精度要求高的零件,但加工效率较低、对加工电极的寿命、稳定性要求

高效率深孔加工新方法的研究.docx
高效率深孔加工新方法的研究高效率深孔加工新方法的研究摘要:深孔加工是一种在工程制造中非常重要的加工方式,然而传统的深孔加工方法往往存在加工效率低、加工质量难以保证等问题。因此,本文针对传统深孔加工方法的不足之处,提出了一种高效率深孔加工新方法。该方法基于先进的加工技术,并结合了新型刀具与加工工艺,旨在提高深孔加工过程中的加工效率和加工质量。第一章:引言1.1研究背景工程制造中对深孔加工的需求越来越大,然而传统的深孔加工方法无法满足对高效率、高质量的要求。1.2研究目的本文旨在提出一种高效率深孔加工新方法,
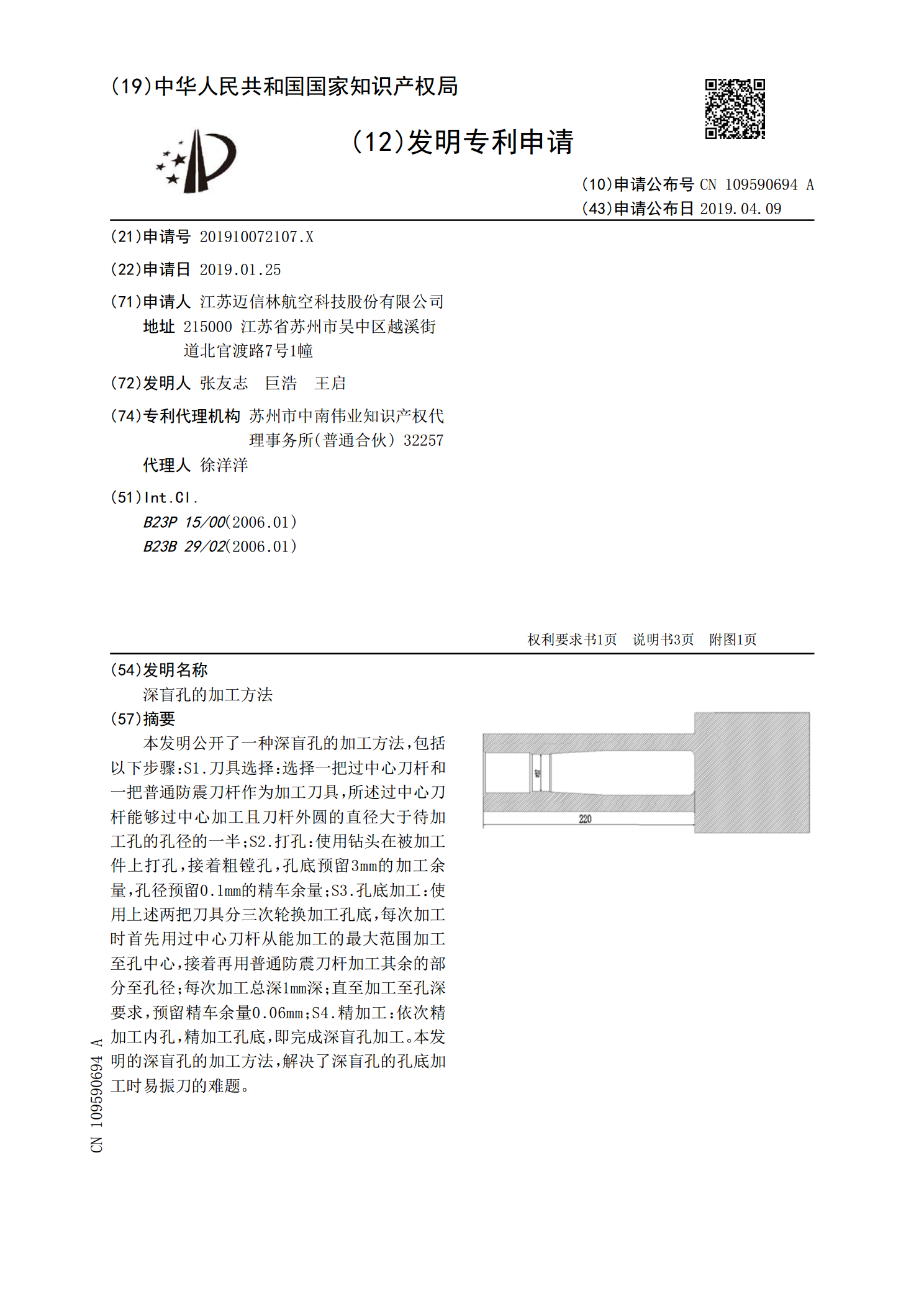
深盲孔的加工方法.pdf
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;
一种双枪高效深孔钻削加工方法.pdf
本发明公开了一种双枪高效深孔钻削加工方法,具体步骤为:当工件上每排孔数相等时,则有:S1:工件总排数为4的整倍数时,进行了2n轮双钻模式钻孔;S2:工件总排数为4的整倍数余1时,2n轮次为双钻模式,1轮次为单钻模式;S3:工件总排数为4的整倍数余2时,2n轮次为双钻模式,2轮次为单钻模式;S4:工件总排数为4的整倍数余3,2n+1轮次为双钻模式,第2n+2轮为单钻模式;当工件上每排的孔数不相等时,先将同奇数排多出的孔或者同偶数排多出的孔移除,根据上述步骤S1‑S4规律进行钻孔加工,加工结束后再将多余出来的

加工深锥孔的特殊方法.docx
加工深锥孔的特殊方法深锥孔是一种具有一定难度的孔加工过程,其加工难度主要体现在加工深度较大和锥度角度较小的情况下,如何保证加工质量、加工效率和加工精度是加工深锥孔的关键问题。目前,针对深锥孔的加工,有一些特殊的方法可以提高加工效率和加工精度,本文就此进行探讨。一、加工深锥孔的难点深锥孔是一种形状类似于锥形的孔洞,其加工主要涉及到锥度加工、深孔加工和螺旋内冷加工等多种工艺,由于加工难度较大,一些常规加工方法难以满足其要求。深锥孔的加工难点主要体现在以下几个方面:1.锥度角度小:锥度角度小的深锥孔固定容易造成