
核反应堆压力容器安全端焊接方法.docx

骑着****猪猪


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

核反应堆压力容器安全端焊接方法.docx
核反应堆压力容器安全端焊接方法核反应堆压力容器是核电站的核心设备,其安全性对于核电站和公众的安全至关重要。而核反应堆压力容器的安全端焊接方法是保障其安全性的重要环节。首先,核反应堆压力容器的安全端焊接方法需严格遵守相关法律法规和标准规范。例如,在中国,设备安全规程和压力容器制造安全规定中均对核反应堆压力容器进行了规定和要求。这些规定和要求对于安全端焊接方法的选择、焊接人员的资质要求、焊接工艺的制定等都有明确的指导作用。其次,核反应堆压力容器的安全端焊接方法要充分考虑焊接后的强度和耐久性。在焊接前需要进行焊

核反应堆压力容器主要焊接方法研究.docx
核反应堆压力容器主要焊接方法研究摘要:本文主要介绍了核反应堆压力容器关键部件所采用的焊接方法焊接工艺流程及特点。核反应堆压力容器主体是由低合金高强度钢(16MND5)锻件组焊而成的高压容器在焊接过程中所采用的焊接方法主要包括:带极电渣堆焊(ESW)或带极埋弧堆焊(SAW)、窄间隙埋弧自动焊(NSAW)等。关键词:压力容器;焊接;焊接方法1前言在核反应堆压力容器的制造过程中焊接是至关重要的一个环节焊接质量的好坏直接影响到整个核电站系统运行的安全
核反应堆压力容器主要焊接方法研究.docx
核反应堆压力容器主要焊接方法研究摘要:本文主要介绍了核反应堆压力容器关键部件所采用的焊接方法焊接工艺流程及特点。核反应堆压力容器主体是由低合金高强度钢(16MND5)锻件组焊而成的高压容器在焊接过程中所采用的焊接方法主要包括:带极电渣堆焊(ESW)或带极埋弧堆焊(SAW)、窄间隙埋弧自动焊(NSAW)等。关键词:压力容器;焊接;焊接方法1前言在核反应堆压力容器的制造过程中焊接是至关重要的一个环节焊接质量的好坏直接影响到整个核电站系统运行的安全
核反应堆压力容器安全端焊缝自动化检查设备及定位方法.pdf
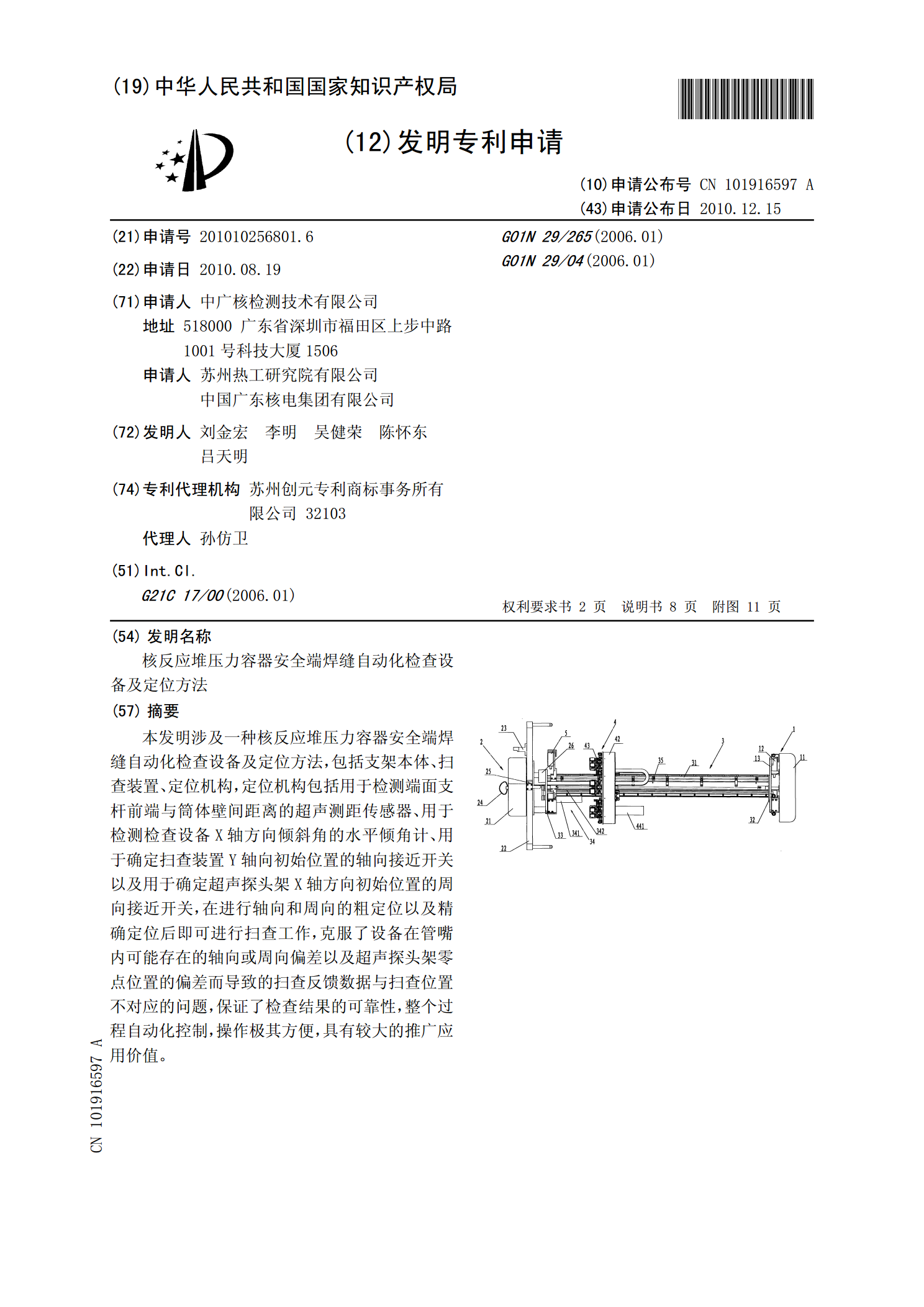
本发明涉及一种核反应堆压力容器安全端焊缝自动化检查设备及定位方法,包括支架本体、扫查装置、定位机构,定位机构包括用于检测端面支杆前端与筒体壁间距离的超声测距传感器、用于检测检查设备X轴方向倾斜角的水平倾角计、用于确定扫查装置Y轴向初始位置的轴向接近开关以及用于确定超声探头架X轴方向初始位置的周向接近开关,在进行轴向和周向的粗定位以及精确定位后即可进行扫查工作,克服了设备在管嘴内可能存在的轴向或周向偏差以及超声探头架零点位置的偏差而导致的扫查反馈数据与扫查位置不对应的问题,保证了检查结果的可靠性,整个过程自

核反应堆压力容器接管安全端焊缝射线检测设备.pdf
一种核反应堆压力容器接管安全端焊缝射线检测设备,它包括:焊缝检测设备主体、气囊组件、送源装置、气囊支架,气囊组件固定在气囊支架的一端,主体的左、右两侧部分别连接有固定导轨,气囊支架的左、右两侧分别连接有滑动导轨,各导轨副的前端部和后端部分别设置有导向轮组,各导向轮组均包括上滑轮和下滑轮,滑动导轨可滑动地架设在上滑轮与下滑轮之间,其中主要负责承担气囊组件重量的滑轮采用偏心连接,能够扩大导轨的装配间隙,使气囊支架运行更平稳,避免爬行现象;本发明采用多对导向轮组承载,使载荷能够更加均匀地被分散到个滑轮